Als we het hebben over de vraag hoe je roestvrij staal moet solderen, hebben we het niet over lassen. In het bijzonder zijn wij geïnteresseerd in de kwestie van het verbinden van dunne platen roestvrij staal met soldeer met behulp van een minimum aan apparatuur. Het solderen is merkbaar eenvoudiger en maakt het mogelijk om kleine roestvrijstalen producten met bijna juweliersprecisie en naadkwaliteit te verbinden.

De inhoud van het artikel:
-
Hoe je thuis roestvrij staal met tin kunt solderen
- Kenmerken van roestvrij staal solderen
- Gebruikt materiaal
- Tin-soldeermodi
- Soldeer voor roestvrij staal en zijn soorten
- Voedsel soldeer
- Solderen met een gasbrander
- Verschillen tussen solderen op hoge temperatuur en solderen op lage temperatuur
-
De meest voorkomende fouten
- Verkeerde verwarming
- Pogingen om materialen van onbekende samenstelling en kwaliteit te gebruiken
- Verkeerde soldeerkeuze
- Slechte voorbereiding
- Resultaten
Hoe je thuis roestvrij staal met tin kunt solderen
Deze verbinding is voordelig omdat zelfs thuis het proces van het solderen van roestvrij staal letterlijk in een half uur onder de knie kan worden. Het zal enkele tientallen manuren kosten om te leren hoe je roestvrij staal op de juiste manier kunt lassen.
Thuis roestvrij staal solderen is niet moeilijk als je over de juiste apparatuur beschikt:
- een krachtige elektrische soldeerbout en een elektrisch verwarmingskacheltje als u van plan bent gerechten van dun roestvrij staal te solderen;
- gasinjectietoorts, als u relatief eenvoudige onderdelen moet solderen met harde soldeersoorten met een smeltpunt tot 800OMET;
- propaan-zuurstoftoorts als een zeer sterke verbinding met messing- of nikkel-zilversoldeer vereist is.
Bovendien moet u het juiste merk soldeer en merk vloeimiddel kopen. Voor elk soldeertype is er zijn eigen optimale versie van het soldeer-fluxpaar. Daarnaast moet u een soldeerstandaard maken waarop de te verbinden onderdelen worden verwarmd. Meestal wordt een klein blok cellenbeton of vuurvaste baksteen gebruikt.
Belangrijk!Het lijkt erop dat het niet uitmaakt wat je gebruikt om het roestvrij staal te solderen. De keuze van het substraat of de standaard voor het solderen van onderdelen heeft namelijk invloed op de kwaliteit van de verbinding. Als u op een metalen plaat probeert te solderen, kunt u het roestvrij staal niet op de gewenste temperatuur verwarmen.
Nog een regel: U hoeft alleen roestvrij staal onder de kap te solderen; u kunt een garage, werkplaats of balkon gebruiken, maar niet in het appartement.
Kenmerken van roestvrij staal solderen
Om RVS goed te kunnen solderen, moet u rekening houden met het volgende.
- De samenstelling van roestvrij staal is veel complexer dan gewoon koolstofstaal. Roestvrij staal mag niet gedurende lange tijd oververhit of verwarmd worden. Het solderen moet snel gebeuren en het is raadzaam om langdurige blootstelling aan een hoge temperatuurvlam op een klein deel van het oppervlak te vermijden.
- Roestvrij staal heeft een hoge thermische uitzettingscoëfficiënt en een relatief lage thermische geleidbaarheid. Als u metaal met sterke oververhitting soldeert, zal het soldeergebied zeker bedekt raken met microscheurtjes. Dat wil zeggen, je kunt met succes twee roestvrijstalen buizen solderen, maar tijdens het testen of onder belasting zal een ervan barsten, en niet bij de gesoldeerde naad.

Om solderen van hoge kwaliteit te verkrijgen, moet u zich aan een aantal basisregels houden:
- Roestvrij staal moet mechanisch worden gereinigd met schuurpapier, een borstel of een schuurbehandeling (vaak zandstralen) om de oxidelaag op het oppervlak te verwijderen. Bovendien moet dit onmiddellijk vóór het solderen van het metaal worden gedaan.
- Roestvast staal moet snel en krachtig worden verwarmd tot het smeltpunt van het soldeer. Flux moet worden aangebracht op een oppervlak dat tot 90% van de bedrijfstemperatuur wordt verwarmd, of in combinatie met soldeer worden gebruikt. Wanneer ze samen worden aangebracht, wordt de flux uitgevoerd in de vorm van het coaten van een soldeerstaaf of erin worden ingebed.
- Bij sterke hogetemperatuursoldeer is het raadzaam om het hete oppervlak van het roestvast staal eerst met vloeimiddel te behandelen. Zodat het chemisch actieve reagens de tijd heeft om het oppervlak van het roestvrij staal diep te etsen, afzettingen uit de gasvlam te verwijderen en pas daarna de onderdelen te solderen.
Typisch wordt bij het solderen van roestvast staal met een hoog gehalte aan chroom en nikkel de voorkeur gegeven aan sequentiële verwerking. Met tin is het moeilijk om een verbinding te maken, maar je kunt wel messing en nikkel-koper P-81 gebruiken. Hoewel je in de uitverkoop kant-en-klare staven kunt kopen die zijn gecoat met flux BRASS FLAME 18 XFG, die kunnen worden gebruikt om roestvrij staal te solderen bij 870OMET.
Het soldeerproces zelf komt erop neer dat de smelt met soldeer correct over het hete oppervlak wordt verdeeld, zodat deze de verbinding gelijkmatig vult. Op dit moment moet je het roestvrij staal verwarmen met een brander totdat de hele naad gevuld is met smelt.
Bij lange lineaire en cirkelvormige naden wordt het soldeergebied verwarmd met periodieke bewegingen. Zoals u weet, stroomt de smelt zelf van een koudere zone naar een warmere zone, zodat u het soldeer gemakkelijk over de gehele lengte van de naad kunt verspreiden, alleen door de verbindingslijn vakkundig te verwarmen met een fakkel.
Gebruikt materiaal
Roestvast staal kan worden gesoldeerd met tinhoudende soldeer op lage temperatuur. Hiervoor zijn een elektrische soldeerbout van 100 W en een klein elektrisch fornuis voldoende. De tegel wordt alleen gebruikt om het onderdeel te verwarmen tot de temperatuur van het aanbrengen van flux, en je kunt het solderen met een elektrische soldeerbout.

Vaak komt een elektrisch fornuis van pas als u meerdere scheuren in roestvrijstalen kookgerei moet dichten. Met zijn hulp is het handig om de vereiste soldeertemperatuur te handhaven zonder de gerechten in aluminiumfolie te wikkelen.
Het type toorts wordt gekozen afhankelijk van het gebruikte merk soldeersel en vloeimiddel. Als u moet solderen met koper-nikkel- of messingsoldeer van hoge sterkte, kunt u het beste een handmatige propaan-zuurstoftoorts gebruiken, zoals "MICRO DM 284" of soortgelijke modellen.
De microbrander is aangesloten op tandwielkasten (via een vlamdover) op propaan- en zuurstofcilinders. Deze installatie kan met uw eigen handen worden uitgevoerd, zelfs thuis. Het kan worden gebruikt voor het solderen van alle hoge-temperatuur-soldeermiddelen.
Voor koper-zilversoldeer is een handmatige injectietoorts met patrooncilinder voldoende.

Het kan worden gebruikt voor het solderen van roestvrij staal met zilverhoudende harde soldeer met een smeltpunt tot 700OMET.
Tin-soldeermodi
Soldeer op tinbasis kan met zuur worden gesoldeerd. De vraag is hoe je roestvrij staal met tin soldeert:
- Oppervlaktereparatie van scheuren in dun roestvast staal. Het metalen oppervlak is over de gehele lengte van de scheur bedekt met tin. Een dergelijke naad is praktisch niet bestand tegen mechanische belasting. Gesoldeerd om dichtheid tegen waterlekkage te garanderen.
- Opvullen van voegen en hoeknaden van doosvormige kisten, trays en roestvrijstalen dozen. Gesoldeerd om de rolverbinding te versterken en de dichtheid van de verbinding te garanderen.
In beide gevallen wordt eerst de naad (scheur) op het RVS ontvet en gereinigd. Als het metaal dik is, kun je het met een fakkel verbranden. Vervolgens wordt het onderdeel verwarmd tot 280OC en verwerkt met flux.

Voor dunne scheurtjes in de vaat wordt het aanbevolen om een alcoholische oplossing van colofonium te gebruiken. Als u non-food containers of dozen moet solderen, kunt u soldeerzuur gebruiken. Maar volgens beoordelingen geeft vloeimiddel gemaakt van orthofosforzuur een hogere kwaliteit op roestvrij staal.
Soldeer voor roestvrij staal en zijn soorten
Voor het solderen bij lage temperaturen kunnen traditionele tinhoudende materialen worden gebruikt. Er zijn er veel, de beste kwaliteit wordt getoond door speciale reparatiesoldeer voor het afdichten van scheuren en het vertinnen van koper.

Voor het hardsolderen van roestvrij staal met hard soldeer is de beste las de Zwitserse Castolin ECO BRAZ 38230F. Zilvergehalte - tot 30%. De prijs kan oplopen tot $ 400. per pak. Maar de kwaliteit is zeer hoog, zelfs voor beginners en thuis solderen. Solderen kan bij een temperatuur van 670-750OMET.
Bovendien is de naad plastic en stroperig. Naast RVS worden ze vaak gebruikt voor het solderen van onderdelen van fietsframes en decoratieve bekleding van oldtimers. Bestand tegen trillingen. Als alternatief kan zilverhoudend L-A9 worden gebruikt.
U kunt messing materiaal gebruiken, Castolin 18XVG geeft de sterkste soldeerverbinding op roestvrij staal. Maar roestvrij staal is moeilijk te solderen met messing, zelfs van Zwitserse kwaliteit. De naad vereist verwarming tot 900OC, de soldeernaad is sterk, maar te stijf en niet-ductiel. Het is niet goed bestand tegen trillingen; het wordt gebruikt bij de reparatie van auto's en huishoudelijke apparaten.
Koper-zink-nikkelsoldeer P-81 is een orde van grootte goedkoper dan zilverhoudende kwaliteiten. Het solderen van roestvrij staal is moeilijk; er zijn verwarmingstemperaturen tot 950 nodig.OMET. De naad is zeer stijf, hard en heeft een verhoogde corrosieweerstand.
Universeel PV-209 wordt gebruikt als vloeimiddel. Je kunt solderen met een mengsel van borax en boorzuur, maar de kwaliteit is iets slechter.
Voedsel soldeer
Onder de veilige materialen voor het bij lage temperatuur solderen van roestvrijstalen gebruiksvoorwerpen kunnen we POS-1- of POSu95-5-soldeer aanbevelen. Ondanks het feit dat bismut een zwaar metaal is en een zekere toxiciteit heeft, wordt de las over het algemeen gebruikt blijkt veilig genoeg voor het koken van drinkwater of het koken van voedsel in bakjes gemaakt van van roestvrij staal.
Voor hardsoldeer kunnen zilverhoudende materialen worden gebruikt, op voorwaarde dat het kopergehalte niet hoger is dan 10%.
Het is ten strengste verboden om roestvrij staal van voedingskwaliteit te solderen met soldeer dat antimoon en lood bevat, ongeacht het percentage ervan in het soldeermateriaal.
Solderen met een gasbrander
Er zijn verschillende standaardschema's voor het uitvoeren van een soldeerverbinding van twee roestvrijstalen onderdelen:
- twee buizen solderen;
- het solderen van een stalen staaf aan een roestvrijstalen plaat;
- twee vellen van begin tot eind solderen.
De eenvoudigste optie is om twee buizen te solderen. Dit kan de verbinding zijn van twee delen van een roestvrijstalen pijpleiding of de montage door het solderen van een extra pijp aan het cilindrische hoofdlichaam.
In ieder geval moet u niet aan de verbinding solderen, waarbij het ene onderdeel zich in het andere nestelt. Daarom hebben de buizen meestal verschillende diameters; de ene wordt minimaal 10 mm in de andere gedrukt.
Als u de zijpijp aan het roestvrijstalen hoofdlichaam moet solderen, moet u eerst een gat maken dat gelijk is aan de diameter van de uitlaat.
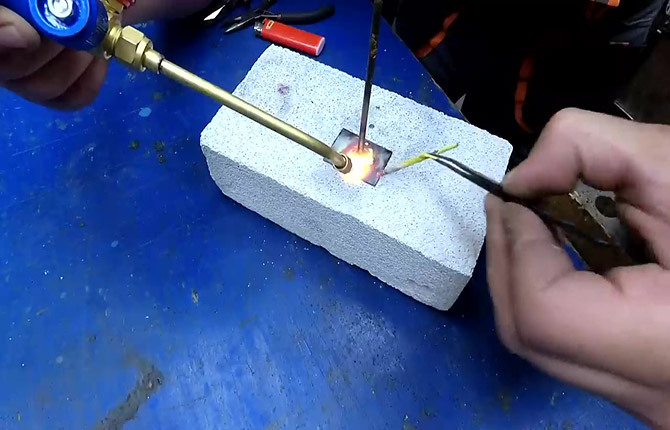
In beide gevallen worden de RVS onderdelen na het strippen samengevoegd en verwarmd met een gasbrandervlam. Zodra er vlekken op het oppervlak verschijnen, behandel de naad met vloeimiddel en blijf nog een paar minuten verwarmen. De laatste fase is het omcirkelen van de verbinding met het uiteinde van een soldeerstaaf, zonder de verwarming met de brander te stoppen. Zodra het materiaal de naad volledig vult, wordt de warmte afgevoerd.
Het solderen van twee platen roestvrij staal gebeurt volgens hetzelfde schema, altijd met voorbakken en reinigen van de randen. Vervolgens worden de platen overlappend gelegd en verwarmd met een gasbrander totdat er aanslag verschijnt. Nu kunt u de rand met vloeimiddel behandelen, opwarmen en met een vloeistaaf de smelt over de gehele lengte van de voeg uitrekken.
Belangrijk!Hoogwaardig soldeer en vloeimiddel vloeien diep in de overlap. Goedkope materialen blijven meestal alleen aan de buitenste verbinding plakken vanwege de slechte vloeibaarheid.
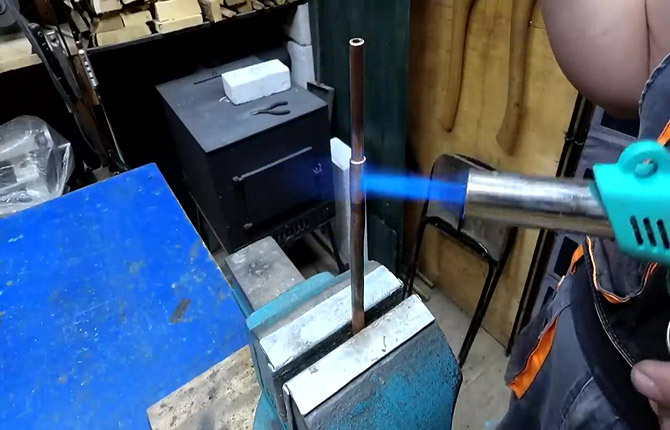
Het is iets moeilijker om een roestvrijstalen staaf loodrecht op een metalen plaat te solderen. Allereerst moet u beide delen langs de pasvlakken reinigen.
Vervolgens wordt de staaf verticaal op de plaat geplaatst, onmiddellijk behandeld met een kleine hoeveelheid vloeimiddel, waarna beide delen met een brander tot hoge temperatuur worden verwarmd. De smelt moet van begin tot eind onder de staaf gaan, maar het soldeer is stroperiger en komt daar mogelijk niet.
Zodra de fluxmassa volledig is gesmolten, kunt u de basis van de staaf vertinnen met soldeer. Bovendien moet je met een overmaat aan soldeermateriaal solderen, zodat er een smeltplas omheen ontstaat. Nu moet je de staaf een seconde van de roestvrijstalen plaat afscheuren om het uiteinde te vertinnen en onmiddellijk terug te plaatsen op zijn plaats. De roestvrijstalen onderdelen worden nog enkele seconden met een brander verwarmd en de verwarming wordt uitgeschakeld.
Na afkoeling ontstaat een zeer sterke messingsoldeerverbinding.

De sterkte van de naad wordt verkregen op lasniveau.
Verschillen tussen solderen op hoge temperatuur en solderen op lage temperatuur
Het solderen van roestvrij staal met een toorts is vrij duur, omdat hoogwaardige soldeer op zilverbasis meerdere malen duurder is dan halfautomatisch kooldioxide- of argonlassen. Thuis solderen met messing of koper-nikkel P-81 is behoorlijk moeilijk, omdat het een speciale zuurstof-propaantoorts vereist en enige ervaring met het hanteren ervan.
Maar solderen bij hoge temperaturen heeft twee belangrijke voordelen:
- je kunt zeer dunne, bijna sieradenonderdelen solderen, apparatuur repareren en restaureren zonder kwaliteitsverlies;
- de naad van massief zilver- of messingsoldeer is continu, afgedicht, zonder poriën of holtes.
Daarom geven vakmensen er bij het repareren van apparatuur vaak de voorkeur aan om roestvrij staal, vooral dun plaatstaal, te solderen in plaats van te lassen.
Solderen bij lage temperaturen biedt geen hoge verbindingssterkte. Maar meestal is de sterkte van de met tin-PIC gesoldeerde verbinding voldoende om de dichtheid en stijfheid van het onderdeel te garanderen. Bovendien is het solderen met tin veel eenvoudiger; er zijn geen speciale branders of dure soldeermiddelen nodig.
De meest voorkomende fouten
Meestal ontstaan problemen als gevolg van een overtreding van de soldeerverbindingstechnologie. Er zijn nogal wat redenen, en de meest voorkomende zijn haast bij het werk en een poging om op materialen te besparen.
Verkeerde verwarming
De meest voorkomende fout is het solderen op nog koude werkstukken. De injectiebrander verwarmt snel en efficiënt; de te solderen verbinding kan binnen enkele minuten worden verwarmd.
Maar als er in een onverwarmde ruimte bij lage temperaturen wordt gewerkt, dan koelt het werkstuk, bijvoorbeeld een RVS plaat, zeer snel af. Daarom moet u met een assistent solderen of het werkstuk extra verwarmen met een steekvlam of elektrisch fornuis.

Pogingen om materialen van onbekende samenstelling en kwaliteit te gebruiken
Zilverhoudende soldeerlegeringen zijn erg duur - vanaf 30 duizend. wrijven. en hoger. Maar soms is er simpelweg geen alternatief als er hoogwaardige soldeernaden nodig zijn.
Alleen vakmensen met uitgebreide ervaring kunnen messing met succes solderen met borax of oude soldeer van onbekende samenstelling. Daarnaast heeft u een werkende zuurstofbrander nodig. Als het al nodig is om een soldeerverbinding met messing te maken, is het raadzaam om in ieder geval een paar dagen een microbrander te huren en PV-209 te gebruiken in plaats van borax.
Verkeerde soldeerkeuze
Voordat u met een bepaald soldeer gaat solderen, moet u er zeker van zijn (lees de instructies op de verpakking) dat dit materiaal vanwege zijn eigenschappen bijzonder geschikt is voor roestvrij staal. Veel mensen weten bijvoorbeeld niet dat koper-fosfor niet geschikt is voor RVS.
Er wordt vaak een fout gemaakt wanneer zilversoldeer wordt gebruikt om onderdelen te verbinden die tegelijkertijd onderhevig zijn aan grote statische belastingen en trillingen. Zilverhoudende legeringen zijn erg zacht en taai, waardoor de verbinding na verloop van tijd onder belasting “uitrekt” totdat deze breekt.
In een dergelijke situatie wordt aanbevolen om dubbel te solderen. Aanvankelijk met zilver, daarna onmiddellijk met koper-nikkel-zinksoldeer. Dubbelsolderen is lastiger, maar als je het onder de knie hebt, kun je RVS van 0,1 mm dik solderen met een sterkte die niet onderdoet voor een lasverbinding. In dit geval zal de dichtheid van de verbinding een orde van grootte hoger zijn.
Slechte voorbereiding
Veel problemen worden veroorzaakt door een slechte oppervlaktereiniging. Je moet het heel lang en efficiënt schoonmaken, misschien door het vooraf te verbranden. Op roestvrij staal hechten oxiden en oppervlaktecarbiden zeer stevig, daarom wordt het metaal met schuurmiddelen en metalen borstels glanzend gereinigd (niet polijsten).
Resultaten
Kiezen waarmee je roestvrij staal moet solderen is niet zo moeilijk, er zijn nogal wat allerlei soorten soldeer op basis van zilver en messing op de markt. De keuze is groot, maar de sterkte van de verbinding hangt voor 90% af van de kwaliteit van de materialen. Daarom is het niet de moeite waard om te sparen.
Vertel ons over uw soldeerervaring. Op welke proceskenmerken moet u bijzondere aandacht besteden? Maak ook een bladwijzer voor het artikel en deel het op sociale netwerken.