Kúpiť zvárací stroj a používať ho každý deň bez ďalších nastavení je nemožné. Toto zariadenie vyžaduje pred použitím zoznam prípravných prác. Inak to nebude fungovať normálne. Ako správne nastaviť zvárací stroj a aké nuansy by sa mali brať do úvahy pri práci s ním - o tom všetkom sa musíte dozvedieť vopred.

Obsah článku:
-
Odporúčania nastavenia
- Výber zmesi plynov
- Nastavenie napätia
- Nastavenie rýchlosti podávania drôtu
- Nastavenie správnej polarity
- Nastavenie predĺženia drôtu
- Najčastejšie zlyhania a ich príznaky
Odporúčania nastavenia
Existuje niekoľko prevádzkových charakteristík inštalácie. Každý z nich ovplyvňuje jeho správne fungovanie. Musíte vybrať zmes plynov, upraviť napätie a rýchlosť, ktorou sa drôt privádza. Vykonajte nastavenie polarity a nastavenie predĺženia kábla.
Je rozumné zvážiť každú fázu nastavenia jednotky podrobnejšie samostatne.
Výber zmesi plynov
Zváženie otázky, ako správne nastaviť zvárací stroj, by malo začať štúdiom základných pravidiel, ktoré by sa mali dodržiavať pri výbere zmesi plynov.

Aby nedošlo k narušeniu integrity zváraných dielov a samotného zváracieho stroja, musia byť chránené. Na tento účel sa používa čistý plyn alebo zmes pozostávajúca z niekoľkých plynov v rôznych pomeroch - čerpajú sa do zváracej zóny iba počas práce.
V prípade použitia poloautomatických zváracích strojov sa používajú 2 plyny:
- uhličitý;
- argón.
Plyny sa môžu používať v čistej forme aj s pridaním rôznych kombinácií. Ak chcete pracovať s rôznymi zliatinami a výsledný šev je dobrej kvality, musíte zvoliť správne proporcie:
- Čistý oxid uhličitý (oxid uhličitý).Používajú sa na spájanie hrubých plechov a jednotlivých komponentov jednodielnych inštalácií rôznych smerov. Materiály, s ktorými sa práca vykonáva, sú vyrobené na báze železa - liatiny a ocele. V tomto prípade bude zvárací stroj pomocou tohto plynu schopný správne vytvoriť hlboký prienik. Negatívnou stránkou procesu je vznik mnohých iskier. Výsledný šev je nerovný a esteticky nepríjemný.
- Zmes plynu číslo 1. Pracovná zmes obsahuje 25 % oxidu uhličitého a 75 % argónu. Mal by sa správne používať v prípadoch, keď je potrebné interagovať s tenkými plechmi. Úprava zmesi v týchto pomeroch umožňuje dosiahnuť rovnomerný šev.
- Plynová zmes číslo 2. Obsahuje 98% argónu a len 2% oxidu uhličitého. Toto nastavenie zmesi plynov je správne pri spájaní plechov z nehrdzavejúcej ocele alebo pozinkovanej ocele. Nastavenie je vhodné aj pre prácu so zliatinami na báze medi. Výsledok výstupného pripojenia je vysokej kvality.
Ak zvolíte správnu pracovnú zmes, diely budú spoľahlivo spojené a ani pri zvýšenej záťaži sa kvôli ich intenzívnemu nasadeniu neotvoria.
Nastavenie napätia
Vždy je potrebná iná hĺbka prieniku. Hrúbka plechov a veľkosť dielov, ktoré sa majú spojiť, sa tiež líšia. Preto musíte správne nastaviť napätie na zváracom stroji.

Existuje len jedno pravidlo - so zvyšujúcim sa množstvom energie vynaloženej na roztavenie spájky a zliatiny, ako aj spaľovanie oblúka, sa zvyšuje aj potreba väčšieho napätia. Koniec koncov, je to napätie, ktoré je zodpovedné za premenu elektrického prúdu na tepelnú energiu.
Napätie sa nastavuje v krokoch. Na moderných zváracích strojoch je správne nastaviť tento parameter v 2 stupňoch:
- Prvá fáza nastavenia – na zadnej strane poloautomatického zariadenia sa spustí jeden z prevádzkových režimov inštalácie (1. alebo 2.).
- Druhá fáza nastavenia – výber úrovne napätia pre konkrétny prevádzkový režim. Každý zvárací poloautomat má vždy samostatný spínač pre prácu s týmto parametrom.
Napätie na zváračke sa volí vždy medzi dvoma režimami – minimálnym a maximálnym. Aby sa uľahčilo správne nastavenie napájania, výrobcovia umiestňujú na jednotky pripomienku, ktorá vám umožňuje prispôsobiť tento parameter rýchlosti podávania drôtu. Každý zvárací stroj má vlastnú tabuľku prevádzkových režimov.
Napájacie napätie musí byť správne nastavené. Pointa je, že ak ho nastavíte príliš slabo, hĺbka prieniku nebude dostatočná. Vytvorený šev bude nadmerne krehký. Naopak, ak nastavíte inštaláciu s nadmerným napätím, pracovný materiál sa môže spáliť a stane sa nevhodným na použitie.
Nastavenie rýchlosti podávania drôtu
Rýchlosť podávania drôtu na zváračke by sa mala nastavovať až po správnom nastavení napätia. Rýchlosť posuvu určuje, ako rýchlo sa materiál roztaví. Prevádzku zároveň ovplyvňuje aj napätie dodávané zváračkou.

Keď začne proces tavenia zváracieho vlákna, rýchlosť, ktorou sa začne pohybovať, postupne klesá. Je dôležité správne nakonfigurovať, pretože:
- Ak nebolo nastavenie prívodu elektródy vykonané správne, potom pri kontakte s kovovými konštrukciami sa jej tvar začne meniť pred začatím procesu tavenia. Elektróda zváracieho stroja sa začne lepiť na pracovný povrch, čo spôsobí tvorbu zbytočného previsu. Šev bude prerušovaný a nedbalý.
- Ak je prívod vlákna nastavený tak, že sa podáva príliš pomaly, hrozí, že elektróda vyhorí skôr, než sa stihne roztaviť. Zároveň sa upchá hrot horáka zváracieho stroja. Výsledný šev bude zvlnený.
Na zváračke musíte najčastejšie nastavovať posuv drôtu, pretože po každej zmene napätia alebo použití iných prídavných závitov sa nastavenie podávania drôtu stratí. Mnoho modelov jednotiek vám umožňuje správne vybrať nastavenie napájania elektród v automatickom režime (všetky akcie sa vykonávajú elektronicky).
Skúsení zvárači radšej používajú nasledujúce značky zváracích strojov: invertorové zváranie Zariadenie Resanta (modely 190, 200), Awelco (f5 - aj s meničom), Vniissok (Mig-180), Fubag, Svarog, Kedr, Aurora.
Na internete je veľa videí, ktoré vysvetľujú modely zváracích strojov. Ak teda chcete, aby bola jednotka vybavená automatickými úpravami rôznych prevádzkových parametrov a správne fungovala, odporúča sa, aby ste sa s nimi oboznámili.
Všetky nastavenia sú vzájomne prepojené. Aby ste správne pochopili vlastnosti vzťahov, je rozumné študovať tabuľku.

Nastavenie správnej polarity
Správne nastavenie polarity na zváračke je najjednoduchšie. Výrobcovia vždy umiestňujú na kryty jednotiek značky, ktoré uľahčujú pochopenie, ktorú polaritu (priamu alebo obrátenú) je najlepšie zvoliť v konkrétnej situácii. Všetko závisí od kovov a zliatin, s ktorými budete interagovať.
Ak chcete nastaviť priamu polaritu, správne pripojte plynový horák na svorku so znakom „–“. Na nastavenie zváracieho stroja do režimu obrátenej polarity sa plynový horák pripojí ku svorke so znamienkom „+“. Pre jednoduchosť sa tieto terminály nazývajú „pozitívne“ a „negatívne“.
Polarita sa nastavuje v závislosti od toho, aký typ závitu sa v konkrétnom čase používa na inštalácii. Sú 2 možnosti:
- Drôt je jednoduchý. V tomto prípade je pevná. Na jeho použitie na interakciu s rôznymi kovmi je potrebné použiť ochranný plyn. Niť neobsahuje žiadne prísady. Pracovná plocha musí byť absolútne čistá. Je povolené používať jednoduchý drôt iba v interiéri. Pri jeho použití sa môžete spoľahnúť na vytvorenie rovnomerného tenkého švu.
- Drôt má tok. Stredná časť nite má špeciálnu prísadu. Je navrhnutý tak, aby vytvoril plyn, ktorý plní ochrannú funkciu. Preto nie je potrebné dodatočne používať ďalšie ochranné plyny. Pracovnú plochu tiež nie je vôbec potrebné dôkladne čistiť. S takouto spájkou môžete pracovať vonku - silný vietor vám nezabráni dosiahnuť rovnomerný šev. Je pravda, že v dôsledku toho sa vytvára veľké množstvo trosky, ktorú bude potrebné zlikvidovať.
Ak používate bežný medený závit, je správne vždy dodržať opačnú polaritu a tiež pripojiť ku kladnej svorke. Ale v tomto prípade by sa mal na kov, ktorý je potrebné zvárať, aplikovať záporný náboj. Ak je drôt vybavený tavivom, musí mať priamu polaritu. Spojenie sa vykonáva cez záporný pól. Svorka s kladným nábojom je umiestnená na časti, ktorá sa má zvárať.
Nastavenie predĺženia drôtu
Pre správne nastavenie zváracieho stroja by ste sa mali postarať aj o nastavenie predĺženia drôtu. Dosah označuje vzdialenosť medzi koncami hrotu a drôtom. Pre jednoduchosť by ste mali brať do úvahy len dĺžku, ktorú niť siaha od špičky.
Ak sa vám podarí správne nakonfigurovať tento systémový parameter, počas prevádzky budete môcť eliminovať veľké množstvo postriekania, ktoré spôsobuje, že konečný šev je nerovný a esteticky neatraktívny. Samotný zvárací stroj bude tiež vykazovať menšie vibrácie. Zváranie kovových konštrukcií bude vykonané správne - bude možné vyhnúť sa horeniu a nedostatočnej pevnosti spojenia plechov k sebe.
V prípade použitia malých priemerov sú parametre presahu a výstupu navzájom rovnaké. Ak sa hrúbka závitu zvýši, potom by sa mal parameter uvoľnenia znížiť o 1-10 milimetrov (v závislosti od situácie).
Existuje veľa veľkostí odchodov. Ale hlavne sa používajú len 3 možnosti. Každý z nich je priamo závislý od toho, aký dizajn má konkrétna plynová dýza a aké ochranné prostredie sa v súčasnej zváračke používa.
Len s prihliadnutím na tieto charakteristiky procesu môžete správne nakonfigurovať zvárací stroj a nastaviť požadovanú dĺžku predĺženia drôtu. Teraz priamo k možnostiam:
- Vo väčšine situácií by malo byť vydanie nakonfigurované čo najmenej. Priemerné hodnoty sú od 6 do 10 mm. Hodnota je vhodná v situácii, keď sa ako ochranné médium pri varení ocele používa oxid uhličitý (zmes argónu). So zvyšujúcim sa množstvom použitého argónu sa zväčšuje aj dĺžka výstupu.
- Ak sa rozhodnete použiť na ochranné účely čistý argón, presah závitu zváracieho stroja by mal byť správne nastavený tak, aby bol väčší ako 10 mm. V niektorých modeloch sa uvoľnenie nastavuje automaticky, aby sa dosiahla čo najväčšia účinnosť pri zváraní materiálov.
- Ak je hrot dýzy umiestnený priamo v tele zváracieho stroja (zapustený do neho), tak ak nastavíte presah príliš krátky, nedosiahne sa požadovaná úroveň natavenia. Preto je také dôležité správne nakonfigurovať tento prvok.
Aby ste lepšie pochopili, ako správne nastaviť zvárací stroj, je najlepšie mať tento stôl vždy po ruke.
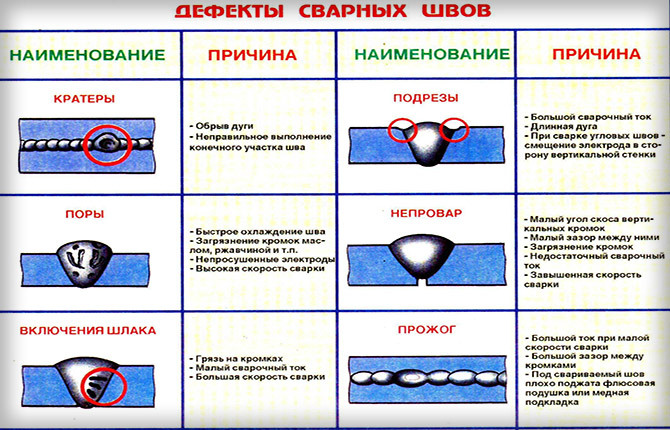
Najčastejšie zlyhania a ich príznaky
Je dôležité správne nastaviť zvárací stroj. V opačnom prípade výrazne utrpí kvalita švu. Alebo, čo je ešte horšie, samotný zvárací stroj zlyhá. Nižšie uvádzame niekoľko odporúčaní od skúsených zámočníkov. Predtým, ako si sami nastavíte zvárací stroj, stojí za to ich preštudovať.
- Ak je privádzané napätie nedostatočné, zvar neprenikne dostatočne hlboko.
- Ak sa materiál pred zváraním dostatočne nevyčistí, šev sa vytvorí trhavo.
- Nepremiestňujte horák príliš ďaleko. Ak sa počas zvárania nachádza vo vzdialenosti viac ako 12 mm od materiálu, šev sa bude vytvárať prerušovane.
- Ak sa použije vysoké napätie, ale spájané materiály nie sú dostatočne hrubé, existuje vysoká pravdepodobnosť ich prepálenia. To všetko povedie k dodatočným nákladom na čas a zdroje zamerané na odstránenie problému.
- Ak v zóne zvárania nie je ochranný plyn, šev sa stane pórovitým a získa zelenkastý odtieň. Je známe, že pórovitosť negatívne ovplyvňuje celkovú pevnosť konštrukcie. Preto by jej vzdelávanie nemalo byť povolené.
- So zváračkou by ste mali pracovať až po diagnostikovaní jej stavu. Vždy by sa mala vykonať vizuálna kontrola. Skontrolujte, či nedošlo k porušeniu integrity živých častí.
Nie je možné pracovať bez špeciálnych ochranných zváracích masiek, ktoré stmavujú záblesky. Chameleónske masky fungujú ako svetelný filter na ochranu pred bleskami s vysokým jasom. Bez nich nemôžete pracovať - môžete si vážne poškodiť zrak.
Teraz by nemali vzniknúť otázky o tom, ako správne nastaviť zvárací stroj. Musíte prísne dodržiavať pokyny a odporúčania uvedené v článku. Iba v tomto prípade bude jednotka fungovať správne.
Akú pozornosť venujete nastaveniu inštalácie pred prácou? Určite sa o svoj názor podeľte v komentároch. Uložte si článok do záložiek. Možno vám to pomôže nastaviť aj vaše zariadenie.


