Při diskusi o otázce, jak pájet nerezovou ocel, nehovoříme o svařování. Konkrétně nás zajímá problematika spojování tenkých plechů nerezové oceli pájkou za použití minimálního vybavení. Pájení je znatelně jednodušší a umožňuje spojovat malé nerezové výrobky s téměř klenotnickou přesností a kvalitou švu.

Obsah článku:
-
Jak doma pájet nerez s cínem
- Vlastnosti pájení z nerezové oceli
- Použité vybavení
- Režimy pájení cínem
- Pájka pro nerez a její typy
- Potravinářské pájky
- Pájení plynovým hořákem
- Rozdíly mezi vysokoteplotním pájením a nízkoteplotním pájením
-
Nejčastější chyby
- Nesprávné vytápění
- Pokusy o použití materiálů neznámého složení a kvality
- Špatná volba pájky
- Špatná příprava
- Výsledek
Jak doma pájet nerez s cínem
Toto spojení je výhodné v tom, že i doma lze proces pájení nerezové oceli zvládnout doslova za půl hodiny. Naučit se správně svařovat nerezovou ocel zabere několik desítek člověkohodin.
Pájení nerezové oceli doma není obtížné, pokud máte vhodné vybavení:
- výkonnou elektrickou páječku a elektrický ohřívač, pokud plánujete pájet nádobí z tenké nerezové oceli;
- hořák s plynovým vstřikováním, pokud potřebujete pájet relativně jednoduché díly tvrdými druhy pájky s bodem tání až 800ÓS;
- propan-kyslíkový hořák, pokud je vyžadováno vysoce pevné spojení pomocí mosazné nebo nikl-stříbrné pájky.
Kromě toho budete muset zakoupit příslušnou značku pájky a značku tavidla. Pro každý typ pájení existuje vlastní optimální verze páru pájka-tavidlo. Kromě toho musíte vyrobit pájecí stojan, na kterém se budou ohřívat spojované díly. Obvykle se používá malý blok z pórobetonu nebo šamotové cihly.
Důležité!Zdálo by se, že nezáleží na tom, co používáte k pájení nerezové oceli. Ve skutečnosti výběr substrátu nebo stojanu pro pájené díly ovlivňuje kvalitu spojení. Pokud se pokusíte pájet na plech, nerezovou ocel se vám nepodaří zahřát na požadovanou teplotu.
Další pravidlo: Pod kapotu stačí připájet nerez, využít můžete garáž, dílnu nebo balkon, ale ne uvnitř bytu.
Vlastnosti pájení z nerezové oceli
Chcete-li správně pájet nerezovou ocel, musíte vzít v úvahu následující.
- Složení nerezové oceli je mnohem složitější než běžná uhlíková ocel. Nerezová ocel by se neměla přehřívat nebo zahřívat po dlouhou dobu. Pájení musí být provedeno rychle a je vhodné vyhnout se dlouhodobému vystavení vysokoteplotnímu plameni na malé ploše povrchu.
- Nerezová ocel má vysoký koeficient tepelné roztažnosti a relativně nízkou tepelnou vodivost. Pokud pájete kov se silným přehřátím, oblast pájení se zcela jistě pokryje mikrotrhlinami. To znamená, že můžete úspěšně pájet dvě trubky z nerezové oceli, ale pak během testování nebo při zatížení jedna z nich praskne, a ne v pájeném švu.

Chcete-li získat vysoce kvalitní pájení, musíte dodržovat několik základních pravidel:
- Nerezová ocel musí být čištěna mechanicky brusným papírem, kartáčem nebo abrazivním ošetřením (často pískováním), aby se odstranila vrstva oxidů na povrchu. Navíc to musí být provedeno bezprostředně před pájením kovu.
- Nerezová ocel se musí rychle a silně zahřát na bod tání pájky. Tavidlo by mělo být aplikováno na povrch zahřátý na 90 % provozní teploty nebo by mělo být použito ve spojení s pájkou. Při společné aplikaci se tavidlo provádí ve formě povlaku pájecí tyče nebo zapuštěné uvnitř.
- Pro silné vysokoteplotní pájky je vhodné nejprve ošetřit horký povrch nerezové oceli tavidlem. Aby chemicky aktivní činidlo mělo čas hluboce naleptat povrch nerezové oceli, odstranit usazeniny z plynového plamene a teprve potom díly připájet.
Pro pájení nerezové oceli s vysokým obsahem chrómu a niklu je obvykle preferováno sekvenční zpracování. Spojení s cínem je obtížné, ale můžete použít mosaz a nikl-měď P-81. I když v akci si můžete koupit hotové tyče potažené tavidlem BRASS FLAME 18 XFG, které lze použít k pájení nerezové oceli na 870ÓS.
Samotný proces pájení spočívá ve správném rozprostření taveniny pájkou po horkém povrchu tak, aby rovnoměrně vyplnila spoj. V tomto okamžiku musíte zahřívat nerezovou ocel hořákem, dokud není celý šev naplněn taveninou.
U dlouhých lineárních a kruhových švů se pájecí plocha zahřívá periodickými pohyby. Jak víte, tavenina sama teče z chladnější zóny do teplejší, takže pájku snadno rozptýlíte po celé délce švu, pouze šikovným zahřátím spojové linie hořákem.
Použité vybavení
Nerezovou ocel lze pájet nízkoteplotními pájkami obsahujícími cín. K tomu stačí 100 W elektrická páječka a malý elektrický sporák. Dlaždice slouží pouze k ohřevu dílu na teplotu nanášení tavidla a můžete ji pájet elektrickou páječkou.

Elektrický sporák se často hodí, když potřebujete utěsnit několik prasklin na nerezovém nádobí. S jeho pomocí je vhodné udržovat požadovanou teplotu pájení bez balení nádobí do alobalu.
Typ hořáku se volí v závislosti na značce použité pájky a tavidla. Pokud potřebujete pájet vysokopevnostními měděnoniklovými nebo mosaznými pájkami, pak je nejlepší použít ruční propan-kyslíkový hořák jako „MICRO DM 284“ nebo podobné modely.
Mikrohořák je připojen k převodovkám (přes pojistku plamene) na propanových a kyslíkových lahvích. Tuto instalaci lze provést vlastníma rukama, dokonce i doma. Lze s ním pájet všechny vysokoteplotní pájky.
Pro měděno-stříbrné pájky postačí ruční vstřikovací hořák s patronovým válcem.

Lze jej použít k pájení nerezové oceli tvrdými pájkami obsahujícími stříbro s bodem tání až 700ÓS.
Režimy pájení cínem
Pájky na bázi cínu lze pájet pomocí kyseliny. Otázkou je, jak pájet nerezovou ocel s cínem:
- Povrchová oprava prasklin na tenkém plechu z nerezové oceli. Kovový povrch je po celé délce trhliny pokryt cínem. Takový šev prakticky nevydrží mechanické zatížení. Pájené pro zajištění těsnosti proti úniku vody.
- Výplň spár a rohových švů krabicových pouzder, táců a nerezových krabic. Pájené pro zpevnění valivého spojení a zajištění těsnosti spoje.
V obou případech se šev (prasklina) na nerezu nejprve odmastí a vyčistí. Pokud je kov silný, můžete ho spálit hořákem. Dále se část zahřeje na 280 °CÓC a zpracovány tavidlem.

Pro tenké praskliny na nádobí se doporučuje použít alkoholový roztok kalafuny. Pokud potřebujete pájet nepotravinářské nádoby nebo krabice, můžete použít pájecí kyselinu. Ale podle recenzí dává tavidlo vyrobené z kyseliny ortofosforečné vyšší kvalitu na nerezové oceli.
Pájka pro nerez a její typy
Pro nízkoteplotní pájení lze použít tradiční materiály obsahující cín. Není jich málo, nejlepší kvalitu vykazují speciální opravné pájky na utěsnění prasklin a pocínování mědi.

Pro pájení nerezové oceli tvrdými pájkami je nejlepší svar švýcarský Castolin ECO BRAZ 38230F. Obsah stříbra - až 30%. Cena může být až 400 dolarů. za balení. Ale kvalita je velmi vysoká i pro začátečníky a pájení doma. Můžete pájet při teplotě 670-750ÓS.
Kromě toho je šev plastický a viskózní. Kromě nerezové oceli se často používají k pájení dílů rámů jízdních kol a ozdobných obkladů veteránů. Nejlépe odolává vibracím. Alternativně lze použít L-A9 obsahující stříbro.
Můžete použít mosazný materiál, Castolin 18XVG dává nejpevnější pájený spoj na nerezové oceli. Ale je těžké pájet nerezovou ocel s mosazí, dokonce i švýcarské kvality. Šev vyžaduje zahřátí až na 900ÓC, pájený šev je pevný, ale příliš tuhý a netažný. Špatně neodolává vibracím, používá se při opravách automobilů a domácích spotřebičů.
Pájka měď-zinek-nikl P-81 je řádově levnější než třídy obsahující stříbro. Pájení nerezové oceli je obtížné, jsou vyžadovány teploty ohřevu až 950 °C.ÓS. Šev je velmi tuhý, tvrdý a má zvýšenou odolnost proti korozi.
Jako tavidlo se používá univerzální PV-209. Můžete pájet směsí boraxu a kyseliny borité, ale kvalita je o něco horší.
Potravinářské pájky
Mezi bezpečné materiály pro nízkoteplotní pájení nerezového nádobí lze doporučit pájky POS-1 nebo POSu95-5. Navzdory skutečnosti, že vizmut je těžký kov a má určitou toxicitu, obecně svar se ukázalo být dostatečně bezpečné pro vaření pitné vody nebo vaření potravin v nádobách vyrobených z z nerezové oceli.
Pro tvrdé pájky lze použít materiály obsahující stříbro za předpokladu, že obsah mědi nepřesahuje 10 %.
Je přísně zakázáno pájet potravinářskou nerezovou ocel pájkami obsahujícími antimon a olovo bez ohledu na jejich procentuální zastoupení v pájecím materiálu.
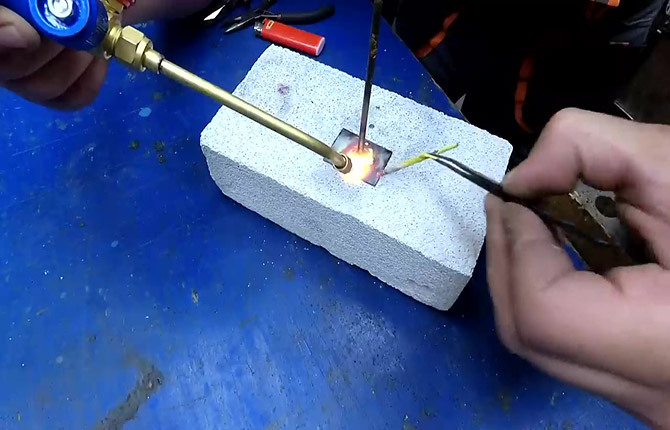
Pájení plynovým hořákem
Existuje několik standardních schémat pro provádění pájeného spojení dvou částí z nerezové oceli:
- pájení dvou trubek;
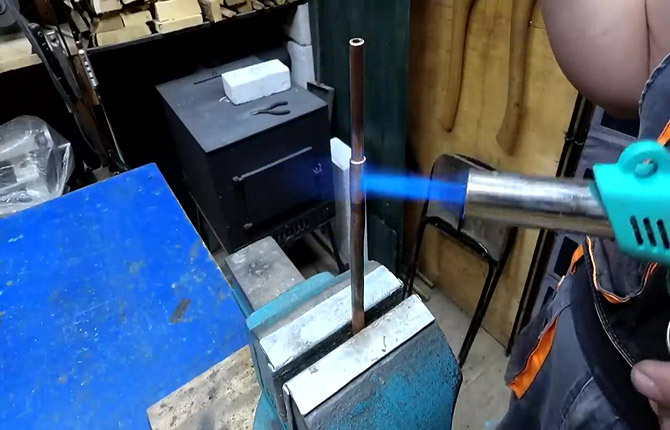
- pájení ocelové tyče na plech z nerezové oceli;
- pájení dvou listů od konce ke konci.
Nejjednodušší možností je připájet dvě trubky. Může se jednat o spojení dvou částí nerezového potrubí nebo montáž připájením přídavné trubky k hlavnímu válcovému tělesu.
V každém případě je třeba pájet ne ve spoji, přičemž jedna část se usadí uvnitř druhé. Trubky jsou proto obvykle různých průměrů, jedna je vtlačena do druhé minimálně o 10 mm.
Pokud potřebujete připájet boční trubku k hlavnímu tělu z nerezové oceli, budete muset nejprve vytvořit otvor rovný průměru výstupu.
V obou případech se po odizolování nerezové díly sestaví a zahřejí plamenem plynového hořáku. Jakmile se na povrchu objeví skvrny, ošetřete šev tavidlem a pokračujte v zahřívání ještě několik minut. Poslední fází je kroužení spoje koncem pájecí tyče, bez zastavení ohřevu hořákem. Jakmile materiál zcela vyplní šev, teplo se odstraní.
Pájení dvou plechů z nerezové oceli se provádí podle stejného schématu, vždy s předběžným vypálením a začištěním okrajů. Dále se plechy pokládají překrývající se a zahřívají se plynovým hořákem, dokud se neobjeví zabarvení. Nyní můžete hranu ošetřit tavidlem, nahřát a pomocí tavicího prutu natáhnout taveninu po celé délce spoje.
Důležité!Vysoce kvalitní pájka a tavidlo proudí hluboko do přesahu. Levné materiály se obvykle lepí pouze na vnější spoj kvůli špatné tekutosti.
Trochu obtížnější je pájení nerezové tyče kolmo na plech. Nejprve musíte vyčistit obě části podél spojovacích ploch.
Dále se tyč položí svisle na plech, okamžitě se ošetří malým množstvím tavidla, načež se obě části zahřejí hořákem na vysokou teplotu. Tavenina by měla jít od konce ke konci pod tyč, ale pájka je viskóznější a nemusí se tam dostat.
Jakmile je hmota tavidla zcela roztavena, můžete základnu tyče pocínovat pájkou. Navíc musíte pájet s přebytkem pájecího materiálu, aby se kolem něj vytvořila tavenina. Nyní musíte tyč na sekundu odtrhnout od nerezového plechu, abyste mohli konec pocínovat a okamžitě vrátit na své místo. Nerezové díly se ještě pár sekund zahřejí hořákem a ohřev se vypne.
Po vychladnutí vznikne velmi pevný mosazný pájený spoj.

Pevnost švu se získá na úrovni svařování.
Rozdíly mezi vysokoteplotním pájením a nízkoteplotním pájením
Pájení nerezové oceli hořákem je poměrně drahé, protože vysoce kvalitní pájky na bázi stříbra jsou několikanásobně dražší než poloautomatické svařování oxidem uhličitým nebo argonem. Pájení s mosazným nebo měď-niklovým P-81 doma je poměrně obtížné, protože vyžaduje speciální kyslík-propanový hořák a určité zkušenosti s manipulací s ním.
Ale vysokoteplotní pájení má dvě důležité výhody:
- můžete pájet velmi tenké, téměř klenotnické díly, opravovat a obnovovat zařízení bez ztráty kvality;
- šev z plné stříbrné nebo mosazné pájky je souvislý, utěsněný, bez pórů a dutin.
Proto řemeslníci při opravách zařízení často raději pájejí nerezovou ocel, zejména tenký ocelový plech, než aby používali svařování.
Nízkoteplotní pájení neposkytuje vysokou pevnost spoje. Ale obvykle je pevnost spoje pájeného cínem PIC dostatečná k zajištění těsnosti a tuhosti součásti. Pájení cínem je navíc mnohem jednodušší, nejsou potřeba žádné speciální hořáky ani drahé pájky.
Nejčastější chyby
Nejčastěji vznikají problémy v důsledku porušení technologie pájecího připojení. Důvodů je poměrně dost a mezi nejčastější patří spěch v práci a snaha ušetřit na materiálu.
Nesprávné vytápění
Nejčastější chybou je pokus pájet na ještě studené obrobky. Vstřikovací hořák se zahřívá rychle a efektivně, spoj určený k pájení lze zahřát během několika minut.
Pokud se však pracuje v nevytápěné místnosti při nízkých teplotách, pak obrobek, například plech z nerezové oceli, velmi rychle vychladne. Proto musíte pájet s asistentem nebo dodatečně ohřívat obrobek pomocí hořáku nebo elektrického sporáku.

Pokusy o použití materiálů neznámého složení a kvality
Slitiny pájky obsahující stříbro jsou velmi drahé - od 30 tis. třít. a vyšší. Ale někdy prostě neexistuje žádná alternativa, pokud jsou vyžadovány vysoce kvalitní pájené švy.
Pouze řemeslníci s bohatými zkušenostmi mohou úspěšně pájet mosaz s boraxem nebo staré pájky neznámého složení. Kromě toho budete potřebovat funkční kyslíkový hořák. Pokud již existuje potřeba vyrobit pájený spoj s mosazí, pak je vhodné si alespoň na pár dní pronajmout mikrosvítilnu a místo boraxu použít PV-209.
Špatná volba pájky
Před pájením určitou pájkou se musíte ujistit (přečtěte si pokyny na obalu), že tento materiál je díky svým vlastnostem jedinečně vhodný pro nerezovou ocel. Mnoho lidí například neví, že měď-fosfor není vhodný pro nerezovou ocel.
Často dochází k chybě, když se stříbrná pájka používá ke spojování dílů, které jsou současně vystaveny velkému statickému zatížení a vibracím. Slitiny obsahující stříbro jsou velmi měkké a tažné, takže spoj se časem pod zatížením „natahuje“, až praskne.
V takové situaci se doporučuje provést dvojité pájení. Zpočátku stříbrem, pak hned měď-nikl-zinkovou pájkou. Dvojité pájení je obtížnější, ale pokud to zvládnete, můžete pájet nerezovou ocel o tloušťce 0,1 mm s pevností, která není nižší než svařovaný spoj. V tomto případě bude těsnost spoje o řád vyšší.
Špatná příprava
Mnoho problémů je způsobeno špatným čištěním povrchu. Musíte ji velmi dlouho a efektivně čistit, třeba ji předem vypálit. Na nerezové oceli ulpívají oxidy a povrchové karbidy velmi pevně, proto se kov čistí abrazivními a kovovými kartáči do lesku (neleští).
Výsledek
Vybrat, čím pájet nerezovou ocel, není tak těžké, na trhu je poměrně hodně všemožných pájek na bázi stříbra a mosazi. Výběr je velký, ale pevnost spoje závisí z 90 % na kvalitě materiálů. Proto se nevyplatí šetřit.
Řekněte nám o svých zkušenostech s pájením. Jakým vlastnostem procesu byste měli věnovat zvláštní pozornost? Přidejte si článek do záložek a sdílejte jej na sociálních sítích.


