Koupit svařovací stroj a používat jej každý den bez dalšího nastavení je nemožné. Toto zařízení vyžaduje před použitím seznam přípravných prací. Jinak to nebude fungovat normálně. Jak správně nastavit svařovací stroj a jaké nuance je třeba vzít v úvahu při práci s ním - o tom všem se musíte dozvědět předem.

Obsah článku:
-
Doporučení k nastavení
- Výběr směsi plynů
- Nastavení napětí
- Nastavení rychlosti podávání drátu
- Nastavení správné polarity
- Nastavení prodloužení drátu
- Nejčastější poruchy a jejich příznaky
Doporučení k nastavení
Existuje několik provozních charakteristik instalace. Každý z nich ovlivňuje jeho správné fungování. Musíte vybrat směs plynu, upravit napětí a rychlost, kterou je drát přiváděn. Proveďte nastavení polarity a nastavení prodloužení vodiče.
Je rozumné zvážit každou fázi nastavení jednotky podrobněji samostatně.
Výběr směsi plynů
Úvaha o otázce, jak správně nastavit svařovací stroj, by měla začít studiem základních pravidel, která je třeba dodržovat při výběru směsi plynů.

Aby nebyla narušena integrita svařovaných dílů a samotného svařovacího stroje, musí být chráněny. K tomu se používá čistý plyn nebo směs skládající se z několika plynů v různých poměrech - jsou čerpány do svařovací zóny pouze během práce.
V případě použití poloautomatických svařovacích strojů se používají 2 plyny:
- uhličitý;
- argon.
Plyny lze použít jak v čisté formě, tak s přidáním různých kombinací. Chcete-li pracovat s různými slitinami a výsledný šev je kvalitní, musíte zvolit správné proporce:
- Čistý oxid uhličitý (oxid uhličitý).Používají se pro spojování silných plechů a jednotlivých komponentů jednodílných instalací různých směrů. Materiály, se kterými se práce provádí, jsou vyrobeny na bázi železa - litiny a oceli. V tomto případě bude svařovací stroj s pomocí tohoto plynu schopen správně vytvořit hluboký průvar. Negativní stránkou procesu je vznik mnoha jisker. Výsledný šev je nerovnoměrný a esteticky nepříjemný.
- Směs plynů číslo 1. Pracovní směs obsahuje 25 % oxidu uhličitého a 75 % argonu. Měl by být správně používán v případech, kdy je potřeba interagovat s tenkými plechy. Úprava směsi v těchto poměrech umožňuje dosáhnout rovnoměrného švu.
- Směs plynu číslo 2. Obsahuje 98 % argonu a pouze 2 % oxidu uhličitého. Tato úprava směsi plynů je správná při spojování plechů z nerezové oceli nebo pozinkované oceli. Nastavení je vhodné i pro práci se slitinami na bázi mědi. Výsledek výstupního připojení je vysoce kvalitní.
Pokud zvolíte správnou pracovní směs, díly budou spolehlivě spojeny a nebudou se otevírat ani při zvýšené zátěži z důvodu jejich intenzivního používání.
Nastavení napětí
Vždy je potřeba jiná hloubka průniku. Liší se také tloušťka plechů a velikost spojovaných dílů. Proto musíte správně nastavit napětí na svařovacím stroji.

Existuje pouze jedno pravidlo - jak se zvyšuje množství energie vynaložené na tavení pájky a slitiny, stejně jako na hoření oblouku, roste i potřeba většího napětí. Koneckonců je to napětí, které je zodpovědné za přeměnu elektrického proudu na tepelnou energii.
Napětí se nastavuje v krocích. Na moderních svařovacích strojích je správné nastavit tento parametr ve 2 stupních:
- První fáze nastavení – na zadní straně poloautomatického zařízení se spustí jeden z provozních režimů instalace (1. nebo 2.).
- Druhá fáze nastavení – výběr úrovně napětí pro konkrétní provozní režim. Každý svařovací poloautomat má vždy samostatný spínač pro práci s tímto parametrem.
Napětí na svářečce se volí vždy mezi dvěma režimy – minimální a maximální. Aby se usnadnilo správné nastavení napájecího napětí, výrobci umísťují na jednotky připomínku, která umožňuje přizpůsobit tento parametr rychlosti podávání drátu. Každý svařovací stroj má svou vlastní tabulku provozních režimů.
Napájecí napětí musí být správně nastaveno. Pointa je, že pokud to nastavíte příliš slabé, hloubka průniku nebude dostatečná. Vytvořený šev bude nadměrně křehký. Naopak, pokud nastavíte instalaci s nadměrným napětím, může dojít ke spálení pracovního materiálu a stane se nevhodným pro použití.
Nastavení rychlosti podávání drátu
Rychlost, kterou bude drát na svařovacím stroji přiváděn, by měla být nastavena až po správném nastavení napětí. Rychlost posuvu určuje, jak rychle se materiál roztaví. Provoz přitom ovlivňuje i napětí dodávané svařovacím strojem.

Když se spustí proces tavení svařovací nitě, rychlost, kterou se začne pohybovat, postupně klesá. Je důležité správně nakonfigurovat, protože:
- Pokud nebylo nastavení přívodu elektrody provedeno správně, pak při kontaktu s kovovými konstrukcemi se její tvar začne měnit ještě před zahájením procesu tavení. Elektroda svařovacího stroje se začne lepit na pracovní plochu, což vyvolá tvorbu zbytečného prověšení. Šev bude přerušovaný a nedbalý.
- Pokud je přísun filamentu nastaven tak, aby se podával příliš pomalu, hrozí riziko spálení elektrody dříve, než se stihne roztavit. Zároveň dojde k ucpání špičky hořáku svářečky. Výsledný šev bude zvlněný.
Na svářečce musíte seřídit posuv drátu nejčastěji, protože po každé změně napětí nebo použití jiných přídavných závitů se nastavení posuvu drátu ztratí. Mnoho modelů jednotek umožňuje správně vybrat nastavení napájení elektrod v automatickém režimu (všechny akce se provádějí elektronicky).
Zkušení svářeči dávají přednost použití následujících značek svařovacích strojů: invertorové svařování Zařízení Resanta (modely 190, 200), Awelco (f5 - i s invertorem), Vniissok (Mig-180), Fubag, Svarog, Kedr, Aurora.
Na internetu je spousta videí, která vysvětlují modely svařovacích strojů. Pokud tedy chcete, aby byla jednotka vybavena automatickými úpravami různých provozních parametrů a správně fungovala, doporučujeme se s nimi seznámit.
Všechna nastavení jsou vzájemně propojena. Aby bylo možné správně porozumět rysům vztahů, je moudré studovat tabulku.

Nastavení správné polarity
Správné nastavení polarity na svářečce je nejjednodušší. Výrobci vždy umisťují na kryty jednotek značky, které usnadňují pochopení, jakou polaritu (přímou nebo obrácenou) je v konkrétní situaci nejlepší zvolit. Vše závisí na kovech a slitinách, se kterými budete interagovat.
Pro nastavení přímé polarity správně připojte plynový hořák ke svorce se znakem „–“. Pro nastavení svářečky v režimu obrácené polarity je plynový hořák připojen ke svorce se znaménkem „+“. Pro zjednodušení se tyto svorky nazývají „pozitivní“ a „negativní“.
Polarita se nastavuje v závislosti na tom, jaký typ závitu je v konkrétní době na instalaci použit. Jsou 2 možnosti:
- Drát je jednoduchý. V tomto případě je pevná. Pro jeho použití pro interakci s různými kovy je nutné použít ochranný plyn. Vlákno neobsahuje žádné přísady. Pracovní plocha musí být absolutně čistá. Je přípustné používat jednoduchý drát pouze v interiéru. Při jeho použití můžete počítat s vytvořením rovnoměrného tenkého švu.
- Drát má tavidlo. Střední část nitě má speciální přísadu. Je navržen tak, aby tvořil plyn, který plní ochrannou funkci. Není tedy potřeba dodatečně používat další ochranné plyny. Pracovní plochu také není vůbec nutné důkladně čistit. S takovou pájkou můžete pracovat venku - silný vítr vám nezabrání v dosažení rovnoměrného švu. Je pravda, že v důsledku toho vzniká velké množství strusky, kterou bude třeba zlikvidovat.
Pokud používáte běžný měděný závit, je správné vždy dodržet opačnou polaritu a také připojit ke kladné svorce. Ale v tomto případě by měl být na kov, který je třeba svařit, aplikován záporný náboj. Pokud je vodič vybaven tavidlem, musí mít rovnou polaritu. Připojení se provádí přes zápornou svorku. Svorka s kladným nábojem se umístí na svařovaný díl.
Nastavení prodloužení drátu
Pro správné nastavení svářečky byste se měli postarat také o seřízení prodloužení drátu. Dosah označuje vzdálenost mezi konci hrotu a drátu. Pro jednoduchost byste měli uvažovat pouze o délce, kterou nit přesahuje od špičky.
Pokud se vám podaří správně nakonfigurovat tento parametr systému, budete moci během provozu eliminovat velké množství cákanců, které způsobují, že konečný šev je nerovnoměrný a esteticky neatraktivní. Svařovací stroj sám bude také vykazovat méně vibrací. Svařování kovových konstrukcí bude provedeno správně - bude možné zabránit spálení a nedostatečné pevnosti spojení plechů k sobě.
V případě použití malých průměrů jsou parametry přesahu a vývodu navzájem shodné. Pokud se tloušťka závitu zvýší, měl by být parametr uvolnění snížen o 1-10 milimetrů (v závislosti na situaci).
Existuje mnoho velikostí výjezdů. Ale hlavně se používají jen 3 možnosti. Každý z nich je přímo závislý na tom, jaké provedení má konkrétní plynová tryska a jaké ochranné prostředí je v současné svářečce použito.
Pouze s přihlédnutím k těmto charakteristikám procesu můžete svářečku správně nakonfigurovat a nastavit požadovanou délku prodloužení drátu. Nyní přímo k možnostem:
- Ve většině situací by mělo být vydání konfigurováno co nejméně. Průměrné hodnoty jsou od 6 do 10 mm. Hodnota je vhodná v situaci, kdy se jako ochranné médium při vaření oceli používá oxid uhličitý (směs argonu). S rostoucím množstvím použitého argonu se prodlužuje i délka výstupu.
- Pokud se rozhodneme pro ochranné účely použít čistý argon, měl by být přesah závitu svářečky správně nastaven tak, aby byl větší než 10 mm. U některých modelů se odblokování nastavuje automaticky, aby se dosáhlo co nejvyšší účinnosti při svařování materiálů.
- Pokud je hrot trysky umístěn přímo v těle svářečky (zapuštěn do něj), pak pokud nastavíte příliš krátký přesah, nedosáhne se požadované úrovně natavení. Proto je tak důležité tento prvek správně nakonfigurovat.
Abyste lépe pochopili, jak správně nastavit svařovací stroj, je nejlepší mít tento stůl vždy po ruce.
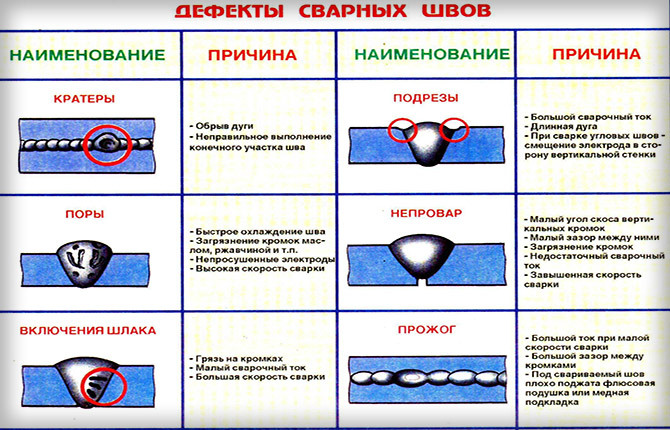
Nejčastější poruchy a jejich příznaky
Je důležité správně nastavit svářečku. V opačném případě velmi utrpí kvalita švu. Nebo, ještě hůř, selže samotný svařovací stroj. Níže uvádíme některá doporučení od zkušených zámečníků. Než si svařovací stroj nastavíte sami, stojí za to je prostudovat.
- Pokud je přiváděné napětí nedostatečné, svar nepronikne dostatečně hluboko.
- Pokud není materiál před svařováním dostatečně očištěn, šev se vytvoří trhaně.
- Neposouvejte hořák příliš daleko. Pokud se během svařování nachází ve vzdálenosti větší než 12 mm od materiálu, bude se šev tvořit přerušovaně.
- Pokud je aplikováno vysoké napětí, ale spojované materiály nejsou dostatečně silné, existuje vysoká pravděpodobnost, že se propálí. To vše povede k dalším nákladům na čas a zdroje zaměřené na odstranění problému.
- Pokud v zóně svařování není žádný ochranný plyn, šev se stane porézním a získá nazelenalý odstín. Je známo, že pórovitost negativně ovlivňuje celkovou pevnost konstrukce. Proto by jeho výchova neměla být povolena.
- Se svářečkou byste měli pracovat až po diagnostice jejího stavu. Vždy by měla být provedena vizuální kontrola. Zkontrolujte, zda nedošlo k porušení integrity živých částí.
Bez speciálních ochranných svařovacích masek, které ztmaví záblesky, nelze pracovat. Masky chameleon fungují jako světelný filtr pro ochranu před blesky s vysokým jasem. Bez nich nemůžete pracovat - můžete si vážně poškodit zrak.
Nyní by neměly vznikat otázky, jak správně nastavit svařovací stroj. Musíte přísně dodržovat pokyny a doporučení uvedené v článku. Pouze v tomto případě bude jednotka správně fungovat.
Jak velkou pozornost věnujete nastavení instalace před prací? Určitě se o svůj názor podělte v komentářích. Uložte si článek do záložek. Možná vám to také pomůže s nastavením vašeho zařízení.


