Øksehærdning er en varmebehandling, der involverer opvarmning af metallet til en meget høj temperatur og derefter hurtig afkøling. Formålet med proceduren er at forbedre sådanne materialeegenskaber, både hårdhed og styrke, reducerer dets duktilitet. Det kræver overholdelse af en bestemt teknologi, men generelt er det en simpel proces. Hvis det er nødvendigt, kan du gøre det selv.
Artiklens indhold
- Sådan forstår du, om hærdning er nødvendig
-
Sådan temper du selv en økse
- Udglødning
- Hærdningsstadie
- Ferie
Sådan forstår du, om hærdning er nødvendig
Først skal du kontrollere, om en sådan procedure er påkrævet. Ikke alle producenter producerer produkter af høj kvalitet. Det sker, at den erhvervede økse enten slet ikke blev hærdet, eller den blev udført i strid med processen:
- i det første tilfælde vil værktøjets materiale være for blødt, og dette fører til udseendet af buler og hak samt til hurtig afstumpning under drift;
- krænkelse af teknologien består som regel i udelukkelse fra processen med hærdningsstadiet efter opvarmning - metallet er skørt og bliver hurtigt dækket af revner.
Overholdelse af kvalitetskrav kontrolleres ved hjælp af en flad fil. Det er nødvendigt at tage med et lille hak. Hvis den glider frit over overfladen uden at fange den og ikke efterlade mærker, indikerer dette en høj hårdhed af legeringen.
@srub-banya.com
Hvis værktøjet efter alt at dømme skal hærdes, bør det bestemmes, hvilket stål der er brugt til fremstillingen. Dette er nødvendigt for korrekt behandling.
Det bedste stål, der bruges til en kvalitetsøkse, er kulstofstål. Den leveres med mærket U7, U8, U8A.
Sådan temper du selv en økse
Varmebehandling består af flere faser.
Metallet har et uensartet krystalgitter. Når det går gennem stadierne af opvarmning og smedning, ødelægges krystallerne, og deres struktur ændres.
For at stål kan opnå hårdhed, er det nødvendigt at opnå et særligt arrangement af kulstofmolekyler i krystalgitteret. En sådan struktur kaldes stresset eller martensitisk.
Udglødning
Under denne procedure, under påvirkning af en meget høj temperatur, opnås et metal, kendetegnet ved en homogen struktur. Dens egenskab er fraværet af spænding i krystalgitteret. Materialet opnår blødhed og bliver "bøjeligt" til bearbejdning. En almindelig teglovn er velegnet til udglødning.
Før man går direkte videre til udglødning, er det nødvendigt at fjerne skærekanten ved slibning, så dens tykkelse bliver 1 mm. Under termisk eksponering vil slibningen stadig smelte. Nu kan du begynde at varme.
Processen ser således ud:
- Øksen opvarmes til rød (dette svarer til en temperatur over 750-800 grader) - i en ovn eller en smedje.
- Lad derefter værktøjet køle af - sammen med ovnen eller kulene.

@srub-banya.com
Efter udglødning vil legeringen let blive bearbejdet med et metalskærende værktøj.
Hærdningsstadie
Hærdning er opvarmning og hurtig afkøling i vand eller olie (ren diesel).

@srub-banya.com
Afhængigt af mærket af legering, der er blevet råmaterialet til den arbejdende del af værktøjet, kan temperaturregimet afvige lidt. Information om dette er tilgængelig i opslagsbøger om metallurgi. Opvarmningen af produkter mærket U7 og U8 bringes til 800 grader.
En magnet hjælper med at bestemme temperaturen. Stål holder op med at blive magnetiseret ved 760 grader.
Yderligere:
- Efter at legeringen er holdt op med at reagere på magneten, opvarmes den i et par minutter mere. Produktet, der skal behandles, skal blive lyserødt. For at bestemme opvarmningstemperaturerne efter skygge kan du bruge tabellen.
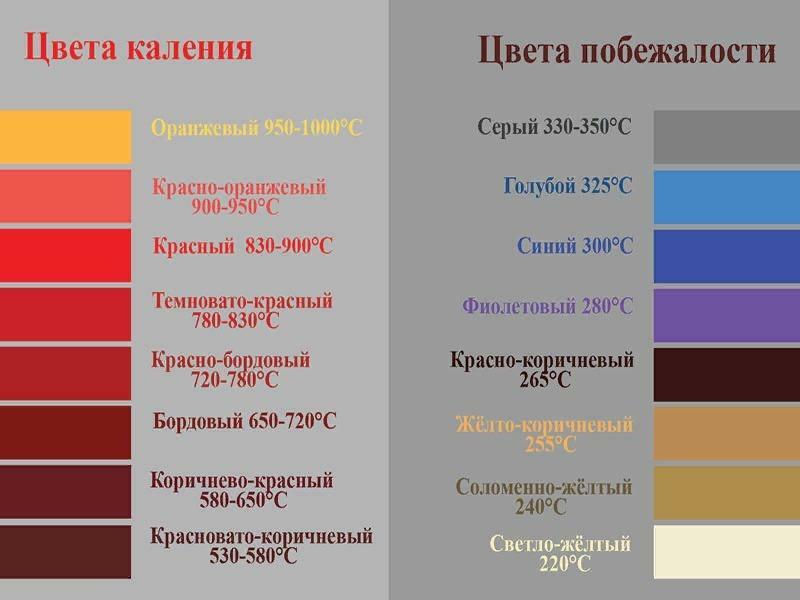
@wikimetall.ru
- Et rødglødende værktøj afkøles ved nedsænkning i vand. Det må ikke være for koldt – den optimale temperatur er 30 grader. Nedsænk skærkanten i et par sekunder. I dette tilfælde skal øksen flyttes, så den såkaldte dampkappe ikke kommer frem.
- Derefter sænkes værktøjet helt ned i olie, hvis temperatur skal være 50-60 grader. Der skal udvises forsigtighed, da væske kan blusse op. Du skal vente, indtil produktet er afkølet, og fjerne det.
Nogle gange bruges kun olie til hærdning. Kalkaflejringer fjernes med en jernbørste.
Ferie
Proceduren lindrer overskydende stress i metallet. Så bliver det klistret. Processen foregår ved 300 grader. Det tager cirka en time, så afkøles bladet i luften.
Til implementering af processen er en ovn med mulighed for at indstille temperaturen bedst egnet. Instrumentet placeres i et kammer, hvor en temperatur på 300 °C holdes.
Hvis den behandles korrekt, bør legeringen blive blå.
For at kontrollere effektiviteten af alle procedurer er det nødvendigt at anvende en fil - hvordan man gør dette er beskrevet ovenfor. At hærde en økse kræver omhu, forsigtighed og overholdelse af teknologi. Men generelt er det ret simpelt og kan klares af mange.


