Argonsvejsning er en af typerne af elektrisk lysbuemetode til sammenføjning af metaller. Lysbuen antændes i den inaktive gaskugle ved hjælp af en wolframelektrode. Samtidig smeltes kanterne på delene, der skal svejses, og samles pålideligt til én.
Artiklens indhold:
- Argon svejsning - funktioner og beskrivelse
- Argon svejsning klassificering
- Argon svejsning - hvad du skal bruge af værktøj og udstyr
- Sikkerhedsoverholdelse
- Sådan bruger du argon svejsning trin for trin instruktioner
Argon svejsning - funktioner og beskrivelse
Et kendetegn ved argonsvejsning kan betragtes som en vellykket kombination af elektriske og gassvejsningsprincipper. Denne svejseteknik er kendetegnet ved fremragende kvalitetssvejsninger. De er omhyggeligt poleret og i slutningen af hele arbejdscyklussen er parringspunkterne absolut ikke mærkbare.

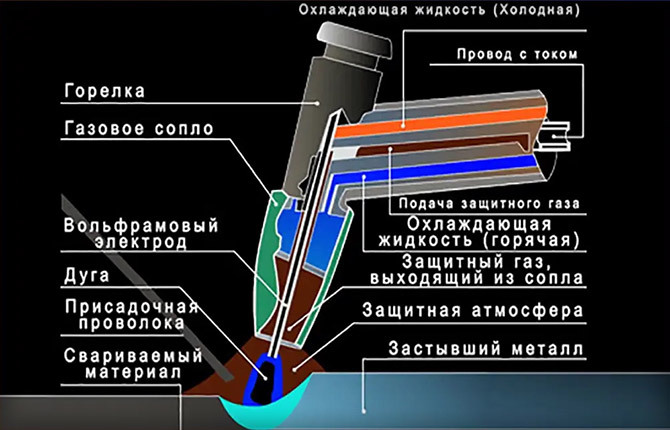
Hovedfaktoren i processen er den elektriske lysbue. Det er her omdannelsen af elektrisk energi til termisk energi finder sted. Den høje termiske tærskel smelter metallet ved svejsepunktet. Hvis lysbuen bevæges jævnt, er materialet smeltet, og emnerne er fast forbundet. Ved at flytte elektroden justeres svejsebassinets parametre, svejsehastigheden, graden af indtrængning, kvaliteten og bredden af sømmen justeres.
For at udfylde hullerne skal du smelte en høj metalperle på sømmen, en fyldtråd bruges. Det skal være af samme sammensætning som det materiale, der svejses. Tråden føres manuelt ind i smeltepunktet.
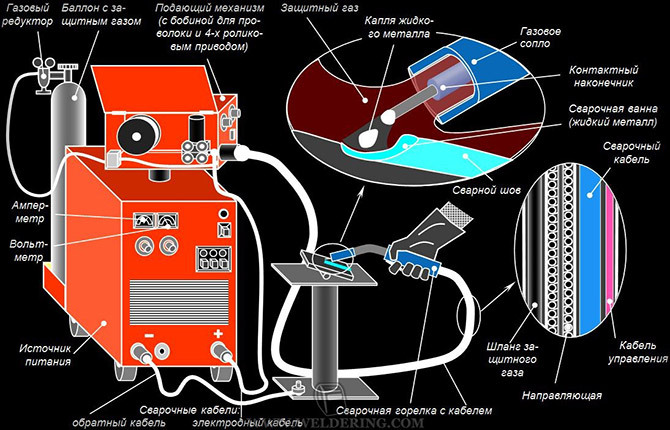
Strømforsyningen er en inverter-type enhed med kontroller, et neutralt gasforsyningssystem, stik, hvor brænderen er tilsluttet. Strømmen kan variere, være både konstant og variabel.
Under driften af argon-svejseenheden tilføres inert argongas gennem værktøjets dyse ind i buezonen. Det "fortrænger" atmosfærisk luft fra svejsebassinet, herunder ilt og nitrogen. Metalsømme er således pålideligt beskyttet under svejsning. Grundlaget for lysbuen er også beskyttet - en ikke-forbrugelig wolframelektrode. Hvis svejsningen imidlertid udføres uden en inert gas, udsættes wolfram for den aggressive virkning af ilt og ødelægges.
Atmosfærisk luft påvirker kvaliteten af svejseprocessen negativt.En inert gas bruges til at beskytte fusionszonen mod atmosfærisk oxygen. I normal praksis er dette argon. Til dette formål kan helium bruges, men dets omkostninger er meget højere. Den lave pris på argon forklares med, at det blot er et biprodukt af den industrielle luftadskillelsesproces til oxygen og nitrogen.
Fordele ved argonbuesvejsning:
- Æstetisk, højstyrke søm.
- Fluxer, elektrodebeklædninger er ikke påkrævet.
- Arbejd med dele af enhver størrelse.
- Muligheden for at overfladebehandle metal på beskadigede dele af dele til deres restaurering.
- Tilslutning af metaller, der er svære at svejse (titanium, støbejern, aluminium og andre).
- Minimum af emitterede aerosoler i sammenligning med andre typer svejsning.
- Kanten af metalet skåret "i argon" har en ideel geometri; oxid- og nitridfilm dannes ikke på den.
- Argonmetoden giver dig mulighed for at forbinde tynde lag af metal, udføre specielle svejseoperationer.
Ulemperne omfatter det faktum, at svejsning af argon metal er langsommere, end det sker med andre svejsemaskiner og metoder.

Arbejde med argon udgør en risiko for menneskers sundhed. Indåndet argongas fremkalder svimmelhed, kan føre til kvalme, opkastning, bevidsthedstab og endda død. De, der arbejder med argon-svejsning, oplever ofte hovedpine, ringen for ørerne, træthed, fordøjelsesbesvær og vejrtrækningsproblemer.
Svejseren risikerer at blive syg med aluminose, en irreversibel lungepatologi, da han er udsat for de negative virkninger af ozon, radioaktivitet og nitrogenoxider.
Argon svejsning klassificering
Argon svejseteknologi er klassificeret efter separate funktionelle principper:
- Manuel måde. Manipulationer af brænderen, buebrænderen, fyldstof udføres manuelt af svejseren. Hans erfaring og kvalifikation sætter tempoet i processen, parametrene for svejsningerne.

- Halvautomatisk.Udstyret har en funktion til fremføring af sparteltråd. Enheden er udstyret med en trådfremføringsmekanisme. Svejseren arbejder kun med en argon brænder, den ene hånd forbliver fri. Den kan holde eller folde emner ud. Metoden er mere produktiv end manuel, men svejserens kvalifikation er meget vigtig.
- Auto. Trådfremføring, flytning af vognen med en lommelygte foregår automatisk uden deltagelse af arbejderen. Fordele ved glatte svejsninger af høj kvalitet. Operatørens funktioner er at kontrollere og korrekt indstille parametre - dybden af den nødvendige penetration, vognens optimale hastighed osv.
Derudover udmærker argon svejsning sig ved selve processen - uanset om der bruges en sparteltråd eller ej.
Uden et tilsætningsstof kan tyndt metal (op til 2 mm) svejses med en stram klemme - der bør ikke være mellemrum langs sømmen. Så smelter kanterne med elektroden, og dette metal er nok til at forbinde emnerne. Det viser sig stramt, tyndt, glat, som et spejl, en søm uden "skæl".
Med sparteltråd tager det længere tid at tilberede. Sømtypen er "skællede", mens antallet af lag af skæl direkte afhænger af rytmen af additivtilførslen til svejsebassinet. Kvalitativt smeltes mellemrum og mellemrum mellem dele op til 5 mm brede, buler svejses under rillen. Fyldningsmetoden anvendes til argonsvejsning af metaller med en tykkelse på 3 mm.
For ikke så længe siden dukkede en anden innovativ teknologi til argon-buesvejsning op - robot. Dens ejendommelighed er, at svejsning af dele på transportbånd udføres af robotkomplekser. Metoden er kendetegnet ved høj produktivitet til lave omkostninger ved arbejde.

Ulempen er de betydelige omkostninger ved unikt udstyr, det presserende behov for at tiltrække højt kvalificerede specialister til vedligeholdelse, softwaresupport, finjustering robot noder. Teknologien er designet til store produktionsmængder.
Argon svejsning - hvad du skal bruge af værktøj og udstyr
Udstyr og værktøj til argonbuesvejsning er opdelt i 3 grupper.
Den første inkluderer specielle enheder, der udfører en bestemt operation. Argon svejsning, udført af sådanne enheder, bruges i store virksomheder med storstilet in-line produktion.
Anden - specialiseret udstyr, der er konfigureret til operationer med et snævert udvalg af dele af en bestemt kategori.
Tredje- universalmaskiner, der anvendes til flere typer operationer og materialer. Dette er den mest populære gruppe af masseproducerede enheder. De er meget udbredt, ikke kun til industrielle formål, men er i stor efterspørgsel blandt håndværksmæssige "garage"-håndværkere.
Et sæt udstyr til universel argon svejsning:
- overalls, fodtøj, personlige værnemidler;
- enhed til at udføre arbejde med en ikke-forbrugbar elektrode;
- wolfram ikke-forbrugelige elektroder;
- fyldstof tråd;
- højtryksslanger;
- gascylinder;
- gas reduktion;
- hjælpeværktøj.
I en gascylinder, i en komprimeret form, er der en gas - argon. Cylindre bruges til forskellige gasser. For ikke at forveksle den samme beholder med forskelligt indhold, er cylindrene mærket. Så rå argon pumpes ind i en sort cylinder med en hvid inskription, en hvid stribe. Argon teknisk - også i sort cylinder, men inskriptionen er blå, striben er blå. Ren argon er kendetegnet ved en grå cylinder med en grøn inskription og en stribe. Andre specielle tekniske oplysninger er også stemplet på cylindrene.
Hver reduktionsgear er forsynet med "sin" gas. Farven på reduktionsrøret skal matche farven på gasflasken. I en billig udgave kan du bruge en "sort", kulsyre gearkasse. Men oftest er en reducering med et rotameter installeret under argon.
Til argon anvendes højtryksiltslanger på grund af deres kvalitet og pålidelighed. Den indvendige diameter varierer fra 9 til 18 mm. Så det vil ikke være svært at vælge den rigtige.
Strømkilden til argon svejsning vælges efter de mål og opgaver, der skal udføres under arbejdet.
Wolframelektroder er designet til at starte og vedligeholde lysbuen. De har en tilsvarende markering, der karakteriserer deres egenskaber, tilstedeværelsen af specielle urenheder.
Hjælpematerialer er nødvendige for at forberede metallet til svejsning, for eksempel en slibemaskine, forskellige børster til metal.
Sikkerhedsoverholdelse
Argon, som enhver anden svejsemetode, kræver streng overholdelse af sikkerhedsbestemmelserne. De fleste af dem er enkle, men deres implementering giver dig mulighed for at redde ikke kun sundhed, men også liv.
Arbejdet skal tilrettelægges i særlige lokaler eller kabiner. Hvor det ikke er muligt at realisere disse forhold, er stedet for argon svejsning indhegnet med skærme. De er paneler lavet af krydsfiner, malet med en flammehæmmende sammensætning, som også inkluderer zinkoxid, som absorberer ultraviolette stråler. Højden af et sådant hegn må ikke være mindre end 2 m.
Svejseargonudstyr er installeret på et fladt område i overensstemmelse med teknologiske dimensioner. Svejserens arbejdsplads skal være udstyret med udsugning og indblæsning. Udstødningspaneler er meget effektive. De er placeret vandret eller i en vinkel, så forurenet luft fra lysbuen pumpes ned eller væk fra svejseren. Dette forhindrer indtrængen af skadelige stoffer i arbejdstagerens luftveje.
Hvad du skal gøre, før du starter arbejdet:
- Efterse og sørg for, at svejserens specielle beklædning, fodtøj, værnemidler er i god stand, rent, ikke mættet med olie eller andre brændbare stoffer.
- Tag overalls på, fastgør alle knapper, bind bånd, snøre sko.
- Jakke og bukser bæres løst, lommerne skal lukkes med ventiler, håret er gemt under hovedbeklædningen.
- Tjek arbejdspladsen, belysningen, emhætten.
- Fjern unødvendige emner, unødvendige genstande, brændbare materialer.
- Efterse udstyr. Det skal være pålideligt jordet, højspændingskontakterne er beskyttet og lukket, ledningernes integritet er ikke brudt.
- Sørg for, at måle- og signaleringsanordninger, udstyrets blokeringsanordninger virker.
- Start ikke arbejdet, før de identificerede mangler er fuldstændig elimineret.

Sådan bruger du argon svejsning trin for trin instruktioner
Før svejsning skal emnet rengøres grundigt for snavs, maskinolie og fedt. Dette kan gøres med ethvert opløsningsmiddel. Når tykkelsen af delene, der skal svejses, er mere end 4 mm, er det nødvendigt at skære kanterne, og argon svejsning udføres kun stød.
For at ødelægge oxidfilm behandles krydset med metalbørster. Forbindelse med kompleks geometri rengøres med en vinkelsliber.
For at fjerne fugt skal emnerne opvarmes til 150 grader. Under tyndt metal, for at undgå gennembrænding, placeres kobber- eller stålplader for at fjerne varme.
Additivet bevæger sig udelukkende foran brænderen langs den svejste søm.
I kort tid (sekunder 5-7), før lysbuen tændes, tændes inertgasforsyningen. Efter afslutningen af svejsningen er det igen nødvendigt at vente på samme tid, indtil gassen er slukket.
Sekvensen af handlinger til arbejde med argonbuesvejsning:
- Tænd for udstyret.
- Tilslut jordledningen til svejsebordet eller arbejdsemnet.
- Åbn ventilen på gasflasken.
- Bring argonbrænderen tættere på den del, der skal svejses, så afstanden til elektroden er 3-5 mm.
- Tag en beskyttelsesmaske på, tænd for strømforsyningen.
- Hold den resulterende svejsebue ved den indledende kant af samlingen, indtil der dannes en pøl af smeltet metal.
- Med cirkulære glatte manipulationer opnås smeltning af sidernes kanter.
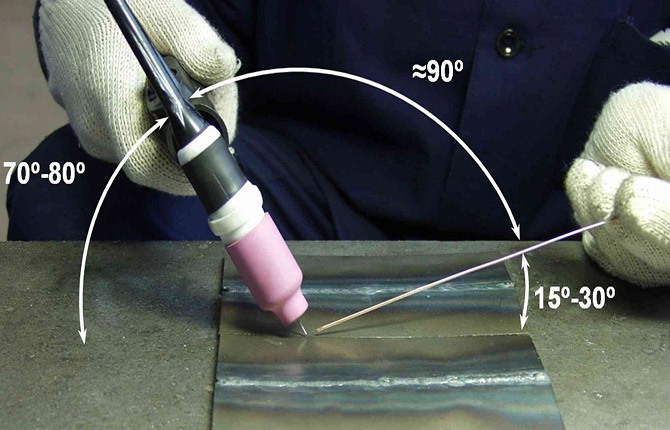
- Hold en vinkel på 45 grader mellem brænderen og overfladen.
- Bevæg langsomt og forsigtigt brænderen med nålen fremad, og før påfyldningstråden ind i brænderen.
- I slutningen af sømmen reduceres strømmen for at fylde krateret.
Argonsvejsning er en rentabel innovativ metode til produktrestaurering. Omkostningerne ved svejse- og restaureringsarbejde er meget lavere end fremstillingen af en ny del. Et renoveret produkt kan holde meget længe.
Har du selv brugt argonsvejsning? Fortæl os om de karakteristiske egenskaber, der giver dig mulighed for hurtigt at erhverve færdigheder. Efterlad din kommentar, del artiklen på sociale netværk, bogmærke den.


