Når vi diskuterer spørgsmålet om, hvordan man lodder rustfrit stål, taler vi ikke om svejsning. Specifikt er vi interesseret i spørgsmålet om at sammenføje tyndplade rustfrit stål med lodning ved hjælp af et minimumssæt af udstyr. Lodning er mærkbart enklere og giver dig mulighed for at forbinde små produkter i rustfrit stål med næsten juveleragtig præcision og sømkvalitet.

Artiklens indhold:
-
Sådan loddes rustfrit stål med tin derhjemme
- Egenskaber ved lodning af rustfrit stål
- Udstyr brugt
- Tinloddetilstande
- Loddemiddel til rustfrit stål og dets typer
- Madlodninger
- Lodning med gasbrænder
- Forskelle mellem højtemperaturlodning og lavtemperaturlodning
-
De mest almindelige fejl
- Forkert opvarmning
- Forsøg på at bruge materialer af ukendt sammensætning og kvalitet
- Forkert valg af lodde
- Dårlig forberedelse
- Resultater
Sådan loddes rustfrit stål med tin derhjemme
Denne forbindelse er fordelagtig ved, at selv derhjemme kan processen med lodning af rustfrit stål mestres på bogstaveligt talt en halv time. Det vil tage flere titusinder af mandetimer at lære at svejse rustfrit stål korrekt.
Lodning af rustfrit stål derhjemme er ikke svært, hvis du har det rigtige udstyr:
- en kraftig elektrisk loddekolbe og en elektrisk varmeovn, hvis du planlægger at lodde retter lavet af tyndt rustfrit stål;
- gasinjektionsbrænder, hvis du skal lodde relativt simple dele med hårde loddekvaliteter med et smeltepunkt på op til 800OMED;
- propan-iltbrænder, hvis en højstyrkeforbindelse ved hjælp af messing eller nikkel-sølv lodning er påkrævet.
Derudover skal du købe det passende loddemiddel og fluxmærke. For hver type lodning er der sin egen optimale version af lodde-flux-parret. Derudover skal du lave et loddestativ, hvorpå de dele, der skal tilsluttes, bliver opvarmet. Normalt bruges en lille blok af gasbeton eller ildfast mursten.
Vigtig!Det ser ud til, at det ikke gør nogen forskel, hvad du bruger til at lodde det rustfri stål. Faktisk påvirker valget af underlag eller stativ til loddedele kvaliteten af forbindelsen. Hvis du forsøger at lodde på en metalplade, vil du ikke være i stand til at opvarme det rustfri stål til den ønskede temperatur.
En anden regel: Du behøver kun at lodde rustfrit stål under emhætten, du kan bruge en garage, værksted eller altan, men ikke inde i lejligheden.
Egenskaber ved lodning af rustfrit stål
For at lodde rustfrit stål korrekt skal du overveje følgende.
- Sammensætningen af rustfrit stål er meget mere kompleks end almindeligt kulstofstål. Rustfrit stål bør ikke overophedes eller opvarmes i lang tid. Lodning skal ske hurtigt, og det er tilrådeligt at undgå langvarig udsættelse for en højtemperaturflamme på et lille område af overfladen.
- Rustfrit stål har en høj termisk udvidelseskoefficient og relativt lav varmeledningsevne. Hvis du lodder metal med stærk overophedning, vil loddeområdet helt sikkert blive dækket af mikrorevner. Det vil sige, at du med succes kan lodde to rustfri stålrør, men under test eller under belastning vil en af dem briste, og ikke ved den loddede søm.

For at opnå lodning af høj kvalitet skal du overholde flere grundlæggende regler:
- Rustfrit stål skal rengøres mekanisk med sandpapir, en børste eller slibende behandling (ofte sandblæsning) for at fjerne oxidlaget på overfladen. Desuden skal dette gøres umiddelbart før lodning af metallet.
- Rustfrit stål skal opvarmes hurtigt og kraftigt til smeltepunktet for loddet. Flux bør påføres en overflade, der er opvarmet til 90 % af driftstemperaturen, eller bruges sammen med lodde. Når den påføres sammen, udføres fluxen i form af belægning af en loddestang eller indlejret i den.
- For stærke højtemperaturlodder anbefales det først at behandle den varme overflade af rustfrit stål med flux. Så det kemisk aktive reagens har tid til at ætse overfladen af rustfrit stål dybt, fjerne aflejringer fra gasflammen og først derefter lodde delene.
Typisk foretrækkes sekventiel behandling til lodning af rustfrit stål med et højt indhold af krom og nikkel. Det er svært at lave en forbindelse med tin, men du kan bruge messing og nikkel-kobber P-81. Selvom du er på udsalg, kan du købe færdige stænger belagt med flux MESSING FLAME 18 XFG, som kan bruges til at lodde rustfrit stål ved 870OMED.
Selve loddeprocessen går ud på at sprede smelten korrekt med lodning over den varme overflade, så den fylder samlingen jævnt. På dette tidspunkt skal du opvarme det rustfrie stål med en brænder, indtil hele sømmen er fyldt med smelte.
På lange lineære og cirkulære sømme opvarmes loddeområdet med periodiske bevægelser. Som du ved, flyder selve smelten fra en koldere zone til en varmere, så du nemt kan sprede loddet langs hele sømmens længde, kun ved dygtigt at opvarme fugelinjen med en lommelygte.
Udstyr brugt
Rustfrit stål kan loddes med lavtemperatur tinholdige lodninger. Til dette er en 100 W elektrisk loddekolbe og en lille elektrisk komfur nok. Flisen bruges kun til at opvarme delen til temperaturen for påføring af flux, og du kan lodde den med en elektrisk loddekolbe.

Ofte er et el-komfur praktisk, når du skal tætne flere revner i rustfrit stål kogegrej. Med dens hjælp er det praktisk at opretholde den nødvendige loddetemperatur uden at pakke tallerkenerne ind i aluminiumsfolie.
Typen af brænder vælges afhængigt af mærket af loddeloddet og anvendt flusmiddel. Hvis du skal lodde med højstyrke kobber-nikkel eller messing lodninger, så er det bedst at bruge en manuel propan-ilt brænder som "MICRO DM 284" eller lignende modeller.
Mikrobrænderen er tilsluttet gearkasser (via en flammedæmper) på propan- og iltflasker. Denne installation kan udføres med dine egne hænder, selv derhjemme. Den kan bruges til at lodde alle højtemperatur lodninger.
For kobber-sølv lodninger er en manuel indsprøjtningsbrænder med en patroncylinder tilstrækkelig.

Den kan bruges til at lodde rustfrit stål med sølvholdige hårde lodninger med et smeltepunkt på op til 700OMED.
Tinloddetilstande
Tinbaserede lodninger kan loddes med syre. Spørgsmålet er, hvordan man lodder rustfrit stål med tin:
- Overfladereparation af revner i tyndplade rustfrit stål. Metaloverfladen er dækket af tin i hele revnen. En sådan søm modstår praktisk talt ikke mekanisk belastning. Loddet for at sikre tæthed mod vandlækage.
- Fyldning af samlinger og hjørnesømme i kasseformede kasser, bakker og kasser i rustfrit stål. Loddet for at styrke rulleforbindelsen og sikre samlingens tæthed.
I begge tilfælde bliver sømmen (revnen) på det rustfri stål først affedtet og renset. Hvis metallet er tykt, kan du brænde det med en lommelygte. Dernæst opvarmes delen til 280°COC og behandlet med flusmiddel.

For tynde revner på retter anbefales det at bruge en alkoholopløsning af kolofonium. Skal du lodde non-food beholdere eller kasser, kan du bruge loddesyre. Men ifølge anmeldelser giver flussmiddel lavet af orthophosphorsyre højere kvalitet på rustfrit stål.
Loddemiddel til rustfrit stål og dets typer
Til lavtemperaturlodning kan traditionelle tinholdige materialer anvendes. Der er mange af dem, den bedste kvalitet er vist ved specielle reparationslodder til tætning af revner og fortinning af kobber.

Til lodning af rustfrit stål med hårde lodninger er den bedste svejsning den schweiziske Castolin ECO BRAZ 38230F. Sølvindhold - op til 30%. Prisen kan være op til $400. pr pakke. Men kvaliteten er meget høj selv for begyndere og lodning derhjemme. Du kan lodde ved en temperatur på 670-750°COMED.
Derudover er sømmen plastisk og tyktflydende. Ud over rustfrit stål bruges de ofte til at lodde dele af cykelstel og dekorativ beklædning af veteranbiler. Modstår vibrationer bedst. Som alternativ kan sølvholdig L-A9 anvendes.
Du kan bruge messingmateriale, Castolin 18XVG giver den stærkeste loddesamling på rustfrit stål. Men det er svært at lodde rustfrit stål med messing, selv af schweizisk kvalitet. Sømmen kræver opvarmning op til 900OC, den loddede søm er stærk, men for stiv og ikke-duktil. Det holder ikke godt mod vibrationer; det bruges til reparation af biler og husholdningsapparater.
Kobber-zink-nikkel loddemetal P-81 er en størrelsesorden billigere end sølvholdige kvaliteter. Det er vanskeligt at lodde rustfrit stål; der kræves varmetemperaturer op til 950.OMED. Sømmen er meget stiv, hård og har øget korrosionsbestandighed.
Universal PV-209 bruges som flux. Du kan lodde med en blanding af borax og borsyre, men kvaliteten er lidt dårligere.
Madlodninger
Blandt sikre materialer til lavtemperaturlodning af rustfrit stålredskaber kan vi anbefale POS-1 eller POSu95-5 lodninger. På trods af at bismuth er et tungmetal og har en vis toksicitet, er svejsningen generelt viser sig at være sikkert nok til at koge drikkevand eller tilberede mad i beholdere lavet af af rustfrit stål.
Sølvholdige materialer kan anvendes til hårde lodninger, forudsat at kobberindholdet ikke overstiger 10 %.
Det er strengt forbudt at lodde fødevaregodkendt rustfrit stål med lodninger, der indeholder antimon og bly, uanset deres procentdel i loddematerialet.
Lodning med gasbrænder
Der er flere standardskemaer til at udføre en loddet forbindelse af to rustfri ståldele:
- lodning af to rør;
- lodning af en stålstang til en rustfri stålplade;
- lodning af to plader ende mod ende.
Den nemmeste mulighed er at lodde to rør. Dette kan være forbindelsen af to dele af en rørledning af rustfrit stål eller samlingen ved lodning af et ekstra rør til det cylindriske hovedlegeme.
Under alle omstændigheder skal du ikke lodde ved samlingen, hvor den ene del sætter sig inde i den anden. Derfor har rørene normalt forskellige diametre, det ene er presset inde i det andet med mindst 10 mm.
Hvis du skal lodde siderøret til hovedhuset af rustfrit stål, skal du først lave et hul svarende til diameteren af udløbet.
I begge tilfælde, efter stripning, samles de rustfri ståldele og opvarmes med en gasbrænderflamme. Så snart der opstår pletter på overfladen, skal du behandle sømmen med flusmiddel og fortsætte opvarmningen i et par minutter mere. Det sidste trin er at cirkle samlingen med enden af en loddestang uden at stoppe opvarmningen med brænderen. Så snart materialet fylder sømmen helt, fjernes varmen.
Lodning af to plader af rustfrit stål udføres efter samme skema, altid med foreløbig brænding og rengøring af kanterne. Derefter lægges arkene overlappende og opvarmes med en gasbrænder, indtil der kommer anløbning. Nu kan du behandle kanten med flusmiddel, varme den op og bruge en flusstang til at strække smelten i hele fugens længde.
Vigtig!Højkvalitets loddemiddel og flux flyder dybt ind i overlapningen. Billige materialer klæber normalt kun til den ydre led på grund af dårlig flydeevne.
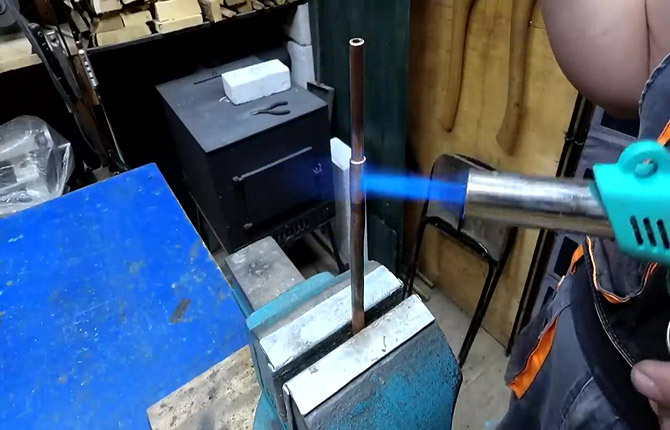
Det er lidt sværere at lodde en rustfri stålstang vinkelret på en metalplade. Først og fremmest skal du rense begge dele langs de parrende overflader.
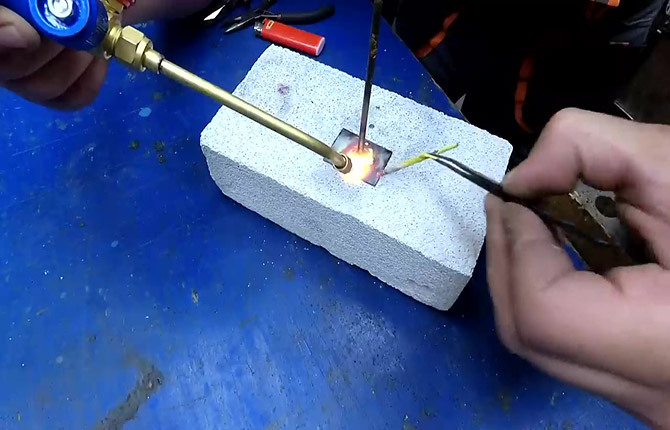
Dernæst placeres stangen lodret på arket, behandles straks med en lille mængde flux, hvorefter begge dele opvarmes med en brænder til høj temperatur. Smelten skal gå ende-til-ende under stangen, men loddet er mere tyktflydende og kommer muligvis ikke derhen.
Når fluxmassen er helt smeltet, kan du fortinne bunden af stangen med lodde. Desuden skal du lodde med et overskud af loddemateriale, så der dannes en smeltepool omkring det. Nu skal du rive stangen af rustfrit stålpladen i et sekund for at tinde enden og straks vende den tilbage til sin plads. De rustfrie ståldele opvarmes med en brænder i et par sekunder mere, og varmen slukkes.
Efter afkøling dannes en meget stærk messingloddeforbindelse.

Styrken af sømmen opnås på svejseniveauet.
Forskelle mellem højtemperaturlodning og lavtemperaturlodning
Lodning af rustfrit stål med en lommelygte er ret dyrt, da sølvbaserede lodninger af høj kvalitet er flere gange dyrere end halvautomatisk kuldioxid- eller argonsvejsning. Lodning med messing eller kobber-nikkel P-81 derhjemme er ret vanskeligt, da det kræver en speciel ilt-propan brænder og en vis erfaring med at håndtere det.
Men højtemperaturlodning har to vigtige fordele:
- du kan lodde meget tynde, næsten smykkedele, reparere og restaurere udstyr uden tab af kvalitet;
- sømmen fra massivt sølv eller messinglodde er kontinuerlig, forseglet, uden porer eller hulrum.
Derfor foretrækker håndværkere, når de reparerer udstyr, ofte at lodde rustfrit stål, især tyndpladestål, frem for at bruge svejsning.
Lavtemperaturlodning giver ikke høj fugestyrke. Men normalt er styrken af samlingen loddet med tin PIC tilstrækkelig til at sikre tætheden og stivheden af delen. Derudover er lodning med tin meget lettere, ingen specielle brændere eller dyre lodninger er nødvendige.
De mest almindelige fejl
Oftest opstår der problemer på grund af en krænkelse af loddeforbindelsesteknologi. Der er en del årsager, og de mest almindelige er hastværk i arbejdet og et forsøg på at spare på materialer.
Forkert opvarmning
Den mest almindelige fejl er at forsøge at lodde på stadig kolde emner. Indsprøjtningsbrænderen opvarmes hurtigt og effektivt; samlingen, der skal loddes, kan opvarmes på få minutter.
Men hvis der arbejdes i et uopvarmet rum ved lave temperaturer, så afkøles emnet, for eksempel en rustfri stålplade, meget hurtigt. Derfor skal du lodde med en assistent eller yderligere opvarme emnet med en blæselampe eller elektrisk komfur.

Forsøg på at bruge materialer af ukendt sammensætning og kvalitet
Sølvholdige loddelegeringer er meget dyre - fra 30 tusind. gnide. og højere. Men nogle gange er der simpelthen ikke noget alternativ, hvis der kræves loddesømme af høj kvalitet.
Kun håndværkere med stor erfaring kan med succes lodde messing med borax eller gamle lodninger af ukendt sammensætning. Derudover skal du bruge en fungerende iltbrænder. Hvis der allerede er behov for at lave en loddet samling med messing, så er det tilrådeligt i det mindste at leje en mikrolampe i et par dage og bruge PV-209 i stedet for borax.
Forkert valg af lodde
Før du lodder med et bestemt loddemiddel, skal du sikre dig (læs instruktionerne på pakken), at dette materiale er unikt egnet til rustfrit stål på grund af dets egenskaber. Mange ved for eksempel ikke, at kobber-fosfor ikke er velegnet til rustfrit stål.
Der begås ofte en fejl, når sølvloddemidler bruges til at forbinde dele, der er udsat for store statiske belastninger og vibrationer på samme tid. Sølvholdige legeringer er meget bløde og duktile, så fugen "strækkes" over tid under belastning, indtil den knækker.
I en sådan situation anbefales det at udføre dobbeltlodning. Først med sølv, derefter straks med kobber-nikkel-zink lodde. Dobbeltlodning er sværere, men hvis du mestrer det, kan du lodde rustfrit stål 0,1 mm tykt med en styrke, der ikke er ringere end en svejset samling. I dette tilfælde vil tætheden af leddet være en størrelsesorden højere.
Dårlig forberedelse
Mange problemer skyldes dårlig overfladerengøring. Du skal rengøre den i meget lang tid og effektivt, måske forbrænde den. På rustfrit stål klæber oxider og overfladekarbider meget fast, så metallet renses med slibemiddel og metalbørster, indtil det er blankt (må ikke poleres).
Resultater
Det er ikke så svært at vælge, hvad man skal lodde rustfrit stål med, der findes en hel del af alle slags lodninger baseret på sølv og messing på markedet. Valget er stort, men styrken af forbindelsen afhænger 90% af materialernes kvalitet. Derfor er det ikke værd at spare.
Fortæl os om din loddeoplevelse. Hvilke procesfunktioner skal du være særlig opmærksom på? Bogmærk også artiklen og del den på sociale netværk.


