Svejsearbejde er en kompleks, arbejdskrævende proces, der kræver af udføreren ikke kun teoretisk viden, men også erfaring og praktiske færdigheder. Sammen med dette er der stor sandsynlighed for skade. Derfor er sikkerhedsforanstaltninger under gassvejsning nødvendige for at bevare liv og helbred for svejseren og menneskerne omkring ham.
Artiklens indhold:
- Nødvendigt beskyttelsesudstyr
- Opbevaringsbetingelser for udstyr og forbrugsvarer
- Klargøring af udstyr til drift
- Regler for svejsearbejde
- Under svejsearbejde er det strengt forbudt
- Procedure for afslutning af svejsning
- Nødsvejsearbejde
Nødvendigt beskyttelsesudstyr
Sikkerhed er en type aktivitet, der omfatter en række organisatoriske og tekniske foranstaltninger, beskyttelsesmetoder og midler til at sikre sikkerhed i produktionsaktiviteter arbejder.

Gassvejseprocessen er et sæt værker, der bruger specialudstyr til at skabe en stærk forbindelse mellem metaller. Ifølge sikkerhedsforanstaltninger er der en liste over metoder, der er nødvendige for individuel beskyttelse af øjne mod stråling, hud fra gnister og stænk af smeltet metal. I denne henseende omfatter IZ-midler:
- briller, skjolde;
- masker, åndedrætsværn, filtrerende gasmasker;
- overalls;
- vanter - manchetter;
- læderstøvler med beskyttende tåkappe.
I henhold til sikkerhedsforskrifter for gassvejsning anvendes et beskyttende svejseskjold udstyret med et automatisk mørklægningsfilter. Briller, der ikke transmitterer ultraviolette og infrarøde stråler. Beskyttelse af de øvre luftveje og lunger mod røg er et obligatorisk sikkerhedskrav, hvilket er særligt vigtigt i lukkede rum.
Sikkerhedsforanstaltninger foreskriver, at en svejserdragt er en jakke med hemmeligt lukke og bukser af bomuld-linnedfiber med brandsikker imprægnering (lærred, presenning). En mulighed kunne være et forklæde og ærmer. En stødsikker maske (elektrisk), et beskyttelsesvisir lavet af denim og en brandsikker hjelm bruges som hovedbeklædning, især til loftgassvejsning.

Opbevaringsbetingelser for udstyr og forbrugsvarer
Princippet om gassvejsning er en flamme, der opvarmer kanterne af emnerne, en del af påfyldningsstangen (elektrode), og danner en svejsepool. En åben ild smelter metalkanten, fortrænger luft fra "badet" og beskytter kontakterne mod ilt og oxidation.

Ved elektrisk lysbuesvejsning smelter metalkanter under høje temperaturer. For at gøre dette tilføres strøm (veksel eller direkte) til delen og elektroden fra inverteren. Dette bidrager til lysbuens udseende og forbrænding.
Beskyttelsesmediets rolle spilles af den inerte gas argon. Det forhindrer luft i at trænge ind i svejsezonen og forhindrer metaloxidation. Argonsvejsning er en af de mest præcise og højkvalitetsmetoder. Det giver dig mulighed for at forbinde dele, ikke kun små, men også store, mens du overholder sikkerhedsforanstaltninger.
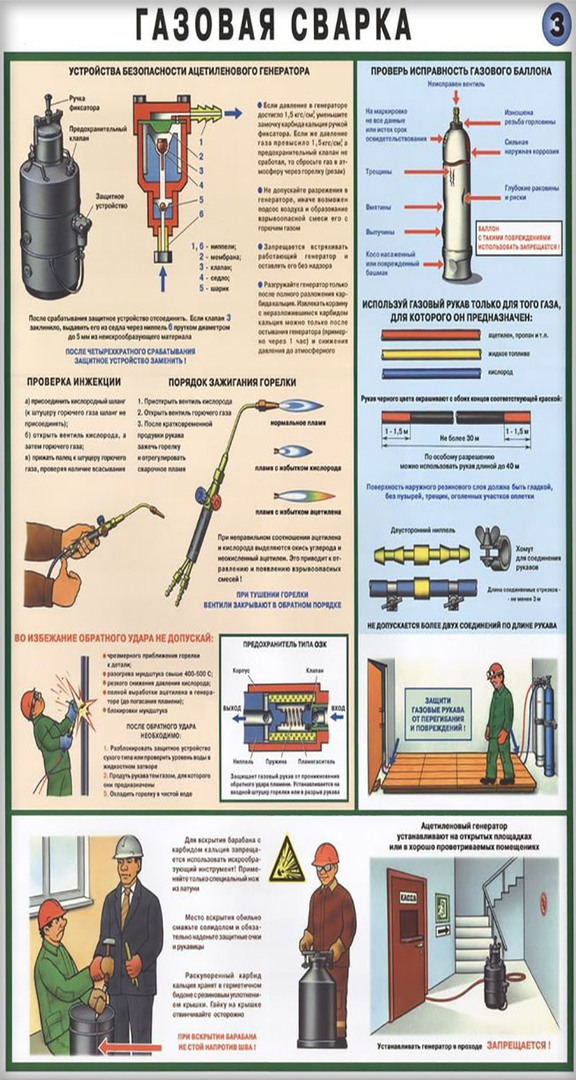
Et sæt udstyr til gassvejsning inkluderer en generator eller en propan/butan cylinder. Sikkerhedsvandsventiler, der er installeret på rørledningen af acetylengeneratorer, reduktionsgear til gasflasker samt højtryksslanger, skærere, brændere, elektroder, tråd, flusmiddel (stoffer af organisk og uorganisk oprindelse beregnet til at fjerne oxider fra svejsede overflader).
Sikkerhedsforanstaltninger under gassvejsning afhænger direkte af de forhold, som udstyr og forbrugsstoffer opbevares under.
Ifølge sikkerhedsforskrifter skal lageret være beskyttet mod nedbør, opvarmet i den kolde årstid og have god belysning, ventilationssystem, enheder, der eliminerer skadelige gasser, dampe, temperatur på mindst 15° med luftfugtighed op til 40 %. Rummet bør ikke være støvet, da designet af moderne svejsemaskiner indeholder elektroniske elementer: mikrokredsløb, transistorer. Gulvoverfladen er glat og ikke glat.

Elektroder transporteres i overensstemmelse med sikkerhedsbestemmelser, i lukket emballage, der beskytter dem mod vand, snavs og støv. Fluxer - i beholdere, poser. Materialer opbevares på hylder med angivelse af type, fremstillingsdato og batchnummer. Tørring af dem kræver en speciel ovn, og kræver også maskiner til rengøring og vikling af tråd. På svejserens arbejdsplads skal der monteres stativer med befæstelser til kølebrændere og skæremaskiner.
Fuld cylindre, uden sko, er placeret på hylder i vandret position, med et stativ - i en lodret position. For at forhindre dem i at falde laves der reder med barrierer eller bure til dem.
Vi læser også: Kold svejsning.
Klargøring af udstyr til drift
Til gassvejsning har du brug for to cylindre: med acetylen og oxygen. De er radikalt forskellige fra hinanden. Ilt - blå, med en messingventil, da messing, i sammenligning med stål, ikke oxiderer. Acetylencylinderen er hvid med stålventil, og butancylinderen er rød.
Du bør først omhyggeligt kontrollere udstyret, først og fremmest integriteten af strøm- og jordkablerne, gasforsyningssystemet såvel som brænderen og dens forbindelse til svejsemaskinen. Dette er de grundlæggende sikkerhedskrav.
Først skal du fjerne den luft, der er tilbage i slangen. For at gøre dette åbnes cylindrenes ventiler på skift i et par sekunder og lukkes derefter. Ellers kan resterende luft i acetylenslangen forårsage bagslag (brænding i den modsatte retning).

Iltslangen tilsluttes brænderen, og den kontrolleres for tilstedeværelse af vakuum i acetylenrøret. Tilslut derefter acetylenslangen, spænd klemmerne på begge - udstyret er klar til at antænde brænderen. Hvad angår forberedelse af dele til gassvejsning, består det af følgende trin:
- rengøring fra snavs, støv, oliefilm;
- fjernelse af maling;
- behandling mod rust og skæl.
Rengøring udføres, indtil den er skinnende, med en stålbørste eller sandpapir. Aluminium er behandlet med en syrebaseret pasta. Derefter skæres de svejste kanter, i overensstemmelse med forbindelsestypen, manuelt med en mejsel, på en fræse- eller speciel kanthøvlemaskine. Inden gassvejsning klæbes delene, så metalstrukturerne ikke ændrer deres position.
Regler for svejsearbejde
Sikkerhedsforanstaltninger ved arbejde med svejsning kræver instruktion. Et sådant program er udviklet af specialister i overensstemmelse med arbejdsbeskyttelsesregler og godkendt af lederen og den person, der er ansvarlig for sikkerheden. Afhængigt af formålet, leveringshyppigheden og den opnåede viden skelnes der mellem følgende typer undervisning:
- indledende;
- primær;
- gentaget;
- uplanlagt;
- mål.
Baseret på sikkerhedsbestemmelser kan gassvejsning udføres af organisationer eller iværksættere, der er certificeret til at bruge svejseteknologier på farlige faciliteter. Før du starter, skal du bruge:
- ryd arbejdspladsen for affald og brændbare genstande;
- beskyt arbejdsområdet med en beskyttelse på 1,8 meter høj;
- kontrollere brugbarheden af udstyr: gasflasker, instrumentering;
- tæthed af forbindelser, startende fra cylinderen og slutter med brænderen eller skæreren;
- tilgængelighed og brugbarhed af brandslukningsudstyr.
Stedet for gassvejsning skal være forsynet med en ildslukker, en sandkasse og en skovl. Svejsning er forbudt, når vindhastigheden er mere end 10 m pr. sekund, om natten og ved tordenvejr samt ved nedbør uden læ.
Under svejsearbejde er det strengt forbudt
Forbudt:
- placere brændbare og brændbare genstande i en afstand på mindre end 5 m fra det sted, hvor gassvejsning udføres;
- udføre gassvejsning eller -skæring tættere end 10 meter fra gasflaskelageret;
- i højder, brug en pose under værktøjet til at opsamle elektroderester;
- udføre gassvejsning på rørledninger og beholdere under tryk;
- I henhold til sikkerhedsbestemmelserne må du ikke bruge gasflasker med beskadiget hus, defekte adaptere, ventiler eller med udløbet verifikationsperiode;
- under pauser eller ved afslutningen af arbejdet, lad slanger, fræsere og brændere være uden opsyn;
- brug flydende brændstofværktøjer, herunder gasskærere;
- udfør samtidig el- og gassvejsning på stiger og trappestiger;
- arbejde på nymalede, brandfarlige malinger eller lakker, produkter;
- brug IZ-produkter med spor af olie, fedt, benzin, petroleum.

Procedure for afslutning af svejsning
Den sidste teknologiske proces, temperering, er varmebehandlingen af metallet, der holder det under den kritiske temperatur i en vis tid, afkøling til lufttemperatur. Denne procedure er nødvendig for at eliminere interne spændinger, der kan påvirke kvaliteten af svejsningen af et metalprodukt.
En svejsning er i det væsentlige en lokal støbning med defekter, der opstår, når metallet størkner. For dele med klare og definerede former udføres derfor generel eller lokal varmebehandling af svejsninger. Legeringens struktur indeholder søjleformede krystaller, et øget indhold af gasser og et lag af ufuldstændig smeltning.
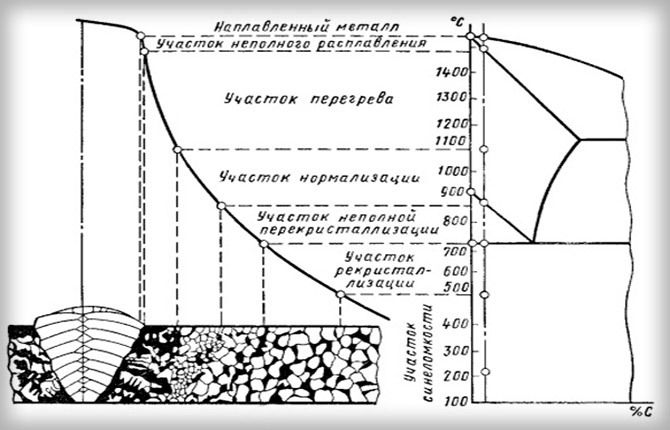
Anløbning udføres for eksempel under gassvejsning af legerede stålprodukter. For at gøre dette opvarmes svejseområdet eller hele delen fuldstændigt med en induktor eller fleksibel varmelegeme ved en temperatur på 900–950°, efterfulgt af fastholdelse og afkøling. Mellem- og kulstoffattige metaller opvarmes til 650°. Ved sådanne temperaturer skal man være særlig opmærksom på sikkerhedsforanstaltninger.
Brænderflammen udfører ikke beskyttende og genoprettende funktioner i forhold til det tilsluttede materiale i fuld udstrækning, derfor tilsættes mangan og silicium til additivetråden for oxidation metal Disse stoffer i smeltet tilstand danner slagger, som beskytter gassvejseområdet mod virkningerne af nitrogen, brint og oxygen.
Efter arbejdets afslutning er forbindelsessømmen dækket med isoleringsmateriale: brandsikkert glasuld, keramisk fiberlærred, kaolinuld.
Nødsvejsearbejde
Vandpumper, varmeledninger, stålbrønde, brandslukningstanke, boliger og kommunale tjenester og mange andre tjenester har ofte brug for reparationssvejsearbejde. Placeringen af beredskabsområdet bestemmes efter skriftlig tilladelse fra den person, der er ansvarlig for sikkerhedsforanstaltninger.
Deres ejendommelighed er forskellen i ydeevne om vinteren, såvel som streng overholdelse af sikkerhedsforanstaltninger. Det er umuligt at stoppe svejsningen i en nødsituation på trods af påvirkningen af negative temperaturer, snefald og stærk vind. Shelters garanterer ikke altid et forberedt sted mod regn og sne. Selv en lille mængde fugt påvirker sømmens kvalitet.

Under påvirkning af en flamme nedbrydes vand til brint og ilt. Brint reagerer med metallet, hvilket resulterer i en forbindelse af dårlig kvalitet. For at fjerne fugt skal du tørre og varme svejsestedet med et hygroskopisk stof, Portlandcement, som absorberer vanddamp. I nødsituationer er det især nødvendigt med nøje overholdelse af sikkerhedsforanstaltninger.
Det vigtigste positive træk ved gassvejsning er autonomi. Med denne metode til at forbinde dele er det nemt at ændre opvarmningsniveauet og graden af metalsmeltning. For at gøre dette er det nok at reducere eller øge brænderens afstand til de materialer, der sammenføjes, eller ændre hældningsvinklen. Det er vigtigt at huske sikkerhedsforanstaltninger. Ulemper omfatter lav produktivitet og behovet for at finde en erfaren svejser.
Hvad ved du om nye svejsemetoder? Efterlad din kommentar til artiklen, del den på sociale netværk, bogmærk den.
Når ilt og gas lukkes, opstår der et brag, dette er alarmerende, hvad er årsagen og hvordan undgår man det?
Den knaldende støj opstår normalt på grund af forbrænding, der bevæger sig inde i brænderens mundstykke, hvilket faktisk er et bagslag. Dette sker, når strømningshastigheden af en blanding af oxygen og brændbar gas bliver mindre end forbrændingsfrontens udbredelseshastighed. Når du slukker for brænderen, er det korrekt først at slukke for den brændbare gas, derefter ilten - i dette tilfælde vil der ikke være nogen poppede lyde.