Det er umuligt at købe en svejsemaskine og bruge den hver dag uden yderligere indstillinger. Denne enhed kræver en liste over forberedende arbejde før brug. Ellers vil det ikke fungere normalt. Hvordan man korrekt opsætter en svejsemaskine, og hvilke nuancer der skal tages i betragtning, når man arbejder med den - du skal lære om alt dette på forhånd.

Artiklens indhold:
-
Opsætningsanbefalinger
- Valg af gasblanding
- Spændingsindstilling
- Indstilling af trådfremføringshastigheden
- Indstilling af den korrekte polaritet
- Indstilling af ledningsforlængelsen
- De mest almindelige fejl og deres symptomer
Opsætningsanbefalinger
Der er flere driftsegenskaber ved installationen. Hver af dem påvirker den korrekte funktion af den. Du skal vælge gasblandingen, justere spændingen og hastigheden, hvormed ledningen tilføres. Udfør polaritetsjustering og justering af trådforlængelse.
Det er rimeligt at overveje hvert trin i opsætningen af enheden mere detaljeret separat.
Valg af gasblanding
Overvejelse af spørgsmålet om, hvordan man korrekt opsætter en svejsemaskine, bør begynde med at studere de grundlæggende regler, der skal følges, når man vælger en gasblanding.

For ikke at kompromittere integriteten af de dele, der svejses, og selve svejsemaskinen, skal de beskyttes. Til dette bruges ren gas eller en blanding bestående af flere gasser i forskellige proportioner - de pumpes kun ind i svejsezonen under arbejdet.
Ved brug af halvautomatiske svejsemaskiner anvendes 2 gasser:
- kulsyre;
- argon.
Gasser kan bruges både i ren form og med tilsætning af forskellige kombinationer. For at arbejde med forskellige legeringer, og den resulterende søm er af god kvalitet, skal du vælge de rigtige proportioner:
- Ren kuldioxid (kuldioxid).De bruges til at forbinde tykke plader og individuelle komponenter af installationer i ét stykke i forskellige retninger. Materialerne, som arbejdet udføres med, er lavet på basis af jern - støbejern og stål. I dette tilfælde vil svejsemaskinen ved hjælp af denne gas være i stand til korrekt at danne en dyb penetration. Den negative side af processen er dannelsen af mange gnister. Den resulterende søm er ujævn og æstetisk ubehagelig.
- Gasblanding nummer 1. Arbejdsblandingen indeholder 25% kuldioxid og 75% argon. Det skal bruges korrekt i tilfælde, hvor der er behov for at interagere med tynde metalplader. Justering af blandingen i disse proportioner giver dig mulighed for at opnå en jævn søm.
- Gasblanding nummer 2. Indeholder 98% argon og kun 2% kuldioxid. Denne justering af gasblandingen er korrekt ved tilslutning af metalplader af rustfrit stål eller galvaniseret stål. Indstillingen er også velegnet til arbejde med kobberbaserede legeringer. Udgangsforbindelsesresultatet er af høj kvalitet.
Hvis du vælger den rigtige arbejdsblanding, vil delene blive forbundet pålideligt og vil ikke åbne selv under øgede belastninger på grund af deres intensive brug.
Spændingsindstilling
En anden indtrængningsdybde er altid påkrævet. Tykkelsen af pladerne og størrelsen af de dele, der skal sammenføjes, er også forskellige. Derfor skal du korrekt justere spændingen på svejsemaskinen.

Der er kun én regel - efterhånden som mængden af energi, der bruges på at smelte loddet og legeringen, samt at brænde lysbuen, stiger, øges behovet for mere spænding også. Det er trods alt spænding, der er ansvarlig for at omdanne elektrisk strøm til termisk energi.
Spændingen justeres i trin. På moderne svejsemaskiner er det korrekt at justere denne parameter i 2 trin:
- Første fase af opsætningen – på bagsiden af den halvautomatiske enhed startes en af installationens driftstilstande (1. eller 2.).
- Anden fase af opsætningen – valg af spændingsniveau for en bestemt driftstilstand. Hver semi-automatisk svejsemaskine har altid en separat kontakt til at arbejde med denne parameter.
Spændingen på svejsemaskinen vælges altid mellem to tilstande - minimum og maksimum. For at gøre det nemmere at justere spændingsforsyningen korrekt, placerer producenterne en påmindelse på enhederne, der giver dig mulighed for at justere denne parameter til trådfremføringshastigheden. Hver svejsemaskine har sin egen tabel over driftstilstande.
Forsyningsspændingen skal indstilles korrekt. Konklusionen er, at hvis du indstiller den for svag, vil indtrængningsdybden ikke være tilstrækkelig. Den dannede søm vil være overdrevent skrøbelig. Tværtimod, hvis du opretter en installation med en for høj spænding, kan arbejdsmaterialet brændes, og det bliver uegnet til brug.
Indstilling af trådfremføringshastigheden
Den hastighed, hvormed tråden vil blive fremført på svejsemaskinen, bør kun justeres, efter at spændingen er indstillet korrekt. Tilførselshastigheden bestemmer, hvor hurtigt materialet smelter. Samtidig er driften også påvirket af den spænding, som svejsemaskinen leverer.

Når smelteprocessen af svejsetråden starter, falder hastigheden, hvormed den begynder at bevæge sig, gradvist. Det er vigtigt at konfigurere korrekt, fordi:
- Hvis elektrodeforsyningsindstillingen ikke blev udført korrekt, vil dens form, når den kommer i kontakt med metalstrukturer, begynde at ændre sig, før smeltningsprocessen begynder. Svejsemaskinens elektrode vil begynde at klæbe til arbejdsfladen, hvilket vil fremkalde dannelsen af unødvendig sagging. Sømmen vil være intermitterende og sjusket.
- Hvis filamenttilførslen justeres, så den føder for langsomt, risikerer elektroden at brænde ud, før den når at smelte. Samtidig bliver svejsemaskinens brænderspids tilstoppet. Den resulterende søm vil være bølget.
På en svejsemaskine skal man oftest justere trådfremføringen, for efter hvert spændingsskift eller brug af andre sparteltråde går trådfremføringsindstillingen tabt. Mange modeller af enheder giver dig mulighed for korrekt at vælge elektrodeforsyningsindstillingen i automatisk tilstand (alle handlinger udføres elektronisk).
Erfarne svejsere foretrækker at bruge følgende mærker af svejsemaskiner: invertersvejsning Resanta-enhed (modeller 190, 200), Awelco (f5 - også med inverter), Vniissok (Mig-180), Fubag, Svarog, Kedr, Aurora.
Der er en masse videoer på internettet, der forklarer modeller af svejsemaskiner. Hvis du ønsker, at enheden skal være udstyret med automatiske justeringer af forskellige driftsparametre og fungere korrekt, anbefales det, at du gør dig bekendt med dem.
Alle indstillinger hænger sammen. For korrekt at forstå funktionerne i relationerne er det klogt at studere tabellen.

Indstilling af den korrekte polaritet
Korrekt indstilling af polariteten på en svejsemaskine er det nemmeste. Producenter placerer altid skilte på enhedernes huse, der gør det let at forstå, hvilken polaritet (direkte eller omvendt) der er bedst at vælge i en bestemt situation. Det hele afhænger af de metaller og legeringer, som du vil interagere med.
For at indstille direkte polaritet skal du tilslutte gasbrænderen korrekt til terminalen med "–"-tegnet. For at indstille svejsemaskinen i omvendt polaritetstilstand, er gasbrænderen forbundet til terminalen med "+" tegnet. For nemheds skyld kaldes disse terminaler "positive" og "negative".
Polariteten justeres afhængigt af hvilken type gevind der bruges på installationen på et bestemt tidspunkt. Der er 2 muligheder:
- Tråden er enkel. I dette tilfælde er det solidt. For at bruge det til interaktion med forskellige metaller er det nødvendigt at bruge en beskyttelsesgas. Tråden har ingen tilsætningsstoffer. Arbejdsfladen skal være helt ren. Det er kun tilladt at bruge simpel ledning indendørs. Ved at bruge det kan du regne med dannelsen af en jævn, tynd søm.
- Tråden har flux. Den centrale del af tråden har et specielt additiv. Den er designet til at danne en gas, der udfører en beskyttende funktion. Derfor er der ikke behov for yderligere at bruge andre beskyttelsesgasser. Det er heller ikke nødvendigt at rengøre arbejdsfladen grundigt. Du kan interagere med sådan lodning udendørs - en stærk vind vil ikke forhindre dig i at opnå en jævn søm. Sandt nok, som et resultat dannes en stor mængde slagge, som skal bortskaffes.
Hvis du bruger et almindeligt gevind lavet af kobber, er det korrekt altid at observere omvendt polaritet og også forbinde til den positive terminal. Men i dette tilfælde skal en negativ ladning påføres det metal, der skal svejses. Hvis ledningen er udstyret med flux, skal den have lige polaritet. Forbindelsen sker gennem den negative terminal. En terminal med positiv ladning er placeret på den del, der skal svejses.
Indstilling af ledningsforlængelsen
For korrekt opsætning af svejsemaskinen bør du også sørge for at justere trådforlængelsen. Rækkevidde refererer til afstanden mellem enderne af spidsen og wiren. For nemheds skyld bør du kun overveje længden, som tråden strækker sig fra spidsen.
Hvis du formår at konfigurere denne systemparameter korrekt, vil du under drift være i stand til at eliminere en stor mængde stænk, der gør den endelige søm ujævn og æstetisk uinteressant. Selve svejsemaskinen vil også udvise mindre vibrationer. Svejsningen af metalstrukturer vil blive udført korrekt - det vil være muligt at undgå brænding og utilstrækkelig styrke af forbindelsen af pladerne til hinanden.
I tilfælde af brug af små diametre er udhængs- og udløbsparametrene lig med hinanden. Hvis tykkelsen af tråden stiger, skal frigivelsesparameteren reduceres med 1-10 millimeter (afhængigt af situationen).
Der er mange afgangsstørrelser. Men hovedsageligt bruges kun 3 muligheder. Hver af dem er direkte afhængig af, hvilket design en bestemt gasdyse har, og hvilket beskyttende miljø, der bruges i den aktuelle svejsemaskine.
Kun under hensyntagen til disse procesegenskaber kan du konfigurere svejsemaskinen korrekt og indstille den nødvendige trådforlængelse. Nu lige til mulighederne:
- I de fleste situationer bør udgivelsen konfigureres så lidt som muligt. Gennemsnitsværdier er fra 6 til 10 mm. Værdien er velegnet i en situation, hvor kuldioxid (argonblanding) bruges som et beskyttende medium under stålkogning. Efterhånden som mængden af anvendt argon øges, øges længden af udløbet også.
- Hvis der besluttes at bruge ren argon til beskyttelsesformål, skal svejsemaskinens gevindudhæng justeres korrekt, så det er mere end 10 mm. I nogle modeller justeres frigørelsen automatisk for at opnå den største effektivitet i svejsematerialer.
- Hvis dysespidsen er placeret direkte i svejsemaskinens krop (forsænket i den), så hvis du indstiller udhænget til at være for kort, opnås det nødvendige niveau af smeltning ikke. Derfor er det så vigtigt at konfigurere dette element korrekt.
For bedre at forstå, hvordan man korrekt opsætter en svejsemaskine, er det bedst altid at have dette bord ved hånden.
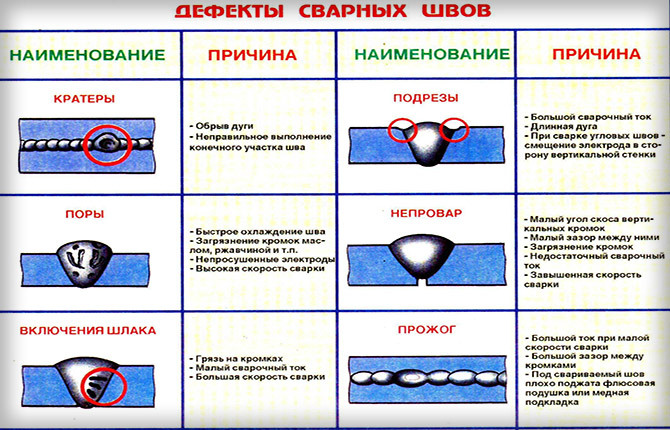
De mest almindelige fejl og deres symptomer
Det er vigtigt at indstille svejsemaskinen korrekt. Ellers vil kvaliteten af sømmen lide meget. Eller endnu værre, selve svejsemaskinen vil fejle. Nedenfor er nogle anbefalinger fra erfarne låsesmede. Før du selv opsætter svejsemaskinen, er det værd at studere dem.
- Hvis den leverede spænding er utilstrækkelig, vil svejsningen ikke trænge dybt nok igennem.
- Hvis materialet ikke renses godt nok før svejsning, vil sømmen dannes rykkende.
- Flyt ikke brænderen for langt væk. Hvis det under svejsning er placeret i en afstand på mere end 12 mm fra materialet, vil sømmen dannes intermitterende.
- Hvis der påføres højspænding, men materialerne, der samles, ikke er tykke nok, er der stor sandsynlighed for, at de bliver gennembrændt. Alt dette vil føre til yderligere tids- og ressourceomkostninger med det formål at eliminere problemet.
- Hvis der ikke er nogen beskyttelsesgas i svejsezonen, bliver sømmen porøs og får en grønlig farvetone. Porøsitet er kendt for at påvirke den samlede styrke af en struktur negativt. Derfor bør dens uddannelse ikke tillades.
- Du bør kun arbejde med svejsemaskinen efter at have diagnosticeret dens tilstand. En visuel inspektion bør altid udføres. Kontroller, om der er nogen krænkelse af integriteten af strømførende dele.
Det er umuligt at arbejde uden specielle beskyttende svejsemasker, der gør blinkene mørkere. Kamæleonmasker fungerer som et lysfilter for at beskytte mod blink med høj lysstyrke. Du kan ikke arbejde uden dem - du kan alvorligt skade dine øjne.
Nu bør der ikke opstå spørgsmål om, hvordan man korrekt opsætter svejsemaskinen. Du skal nøje følge instruktionerne og anbefalingerne i artiklen. Kun i dette tilfælde vil enheden fungere korrekt.
Hvor meget opmærksom er du på at sætte installationen op inden arbejde? Sørg for at dele din mening i kommentarerne. Gem artiklen i dine bogmærker. Måske vil det også hjælpe dig med at konfigurere din enhed.


