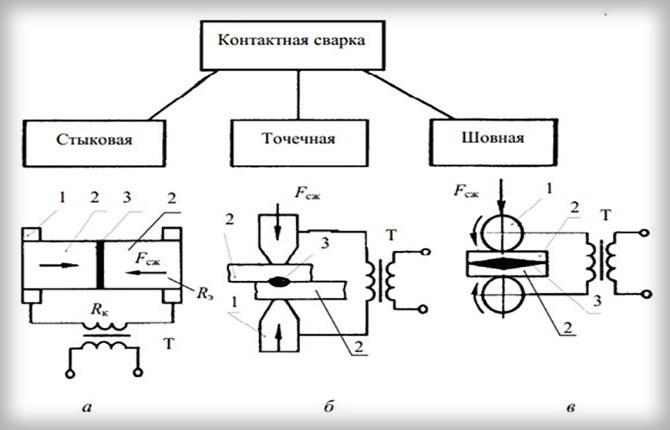
Den mest almindelige type svejsning er punktsvejsning. Det bruges til at forbinde metaldele og strukturer. Kvaliteten af en sådan forbindelse vil afhænge af den korrekte varighed af den elektriske impuls. Lad os se på, hvordan man laver punktsvejsning.

Artiklens indhold:
-
Forberedelse til punktsvejsning
- Klargøring af svejsemaskinen
- Klargøring af svejseelektroder
- Forberedelse af overfladen
-
Punktsvejseteknik
- Valg af svejsested
- Punktsvejseapplikation
-
Funktioner ved punktsvejsning
- Fordele og ulemper
- Anvendelsesområder
-
Grundlæggende fejl ved punktsvejsning
- Beskrivelse af fejl
- Måder at rette dem på
Forberedelse til punktsvejsning
For at lave en forbindelse af høj kvalitet er det nødvendigt at udføre det forberedende arbejde korrekt. De består i at forberede overfladen, svejsemaskine Og elektroder.
Klargøring af svejsemaskinen
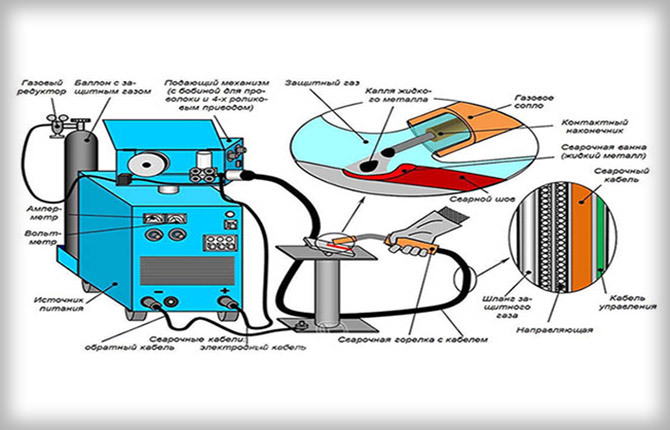
For at udføre svejsning kræves specialudstyr. Virksomheder bruger svejsemaskiner. De er i stand til at arbejde med forskellige typer metal.
Husholdningsforbrugere bruger kompakte svejsemaskiner. Enheden leveres med klemmer og en laveffekttransformer. Før den tages i brug, er det nødvendigt at kontrollere overensstemmelsen mellem svejsemaskinens kraft og strømforsyningsindikatorerne.
Herefter monteres svejsetråden. Dens type og diameter skal svare til spidsen af svejsepistolen og styreslangen. Hvis du skal bruge en wire med en anden diameter, vendes drivrullen eller udskiftes med en passende.
Svejsemaskinespolen kan have forskellige størrelser. Hvis det ikke passer, skal du bruge en adapter. Før justeringen påbegyndes, monteres ledningen i den ønskede rille. Herefter presses den med en justeringsrulle.
På næste trin forberedes tilførselsslangen. Det skal foldes ud, hvilket eliminerer knæk. Dette kan gøres bekvemt på en flad overflade.
Vi læser: Elektrisk svejsning for begyndere
Klargøring af svejseelektroder
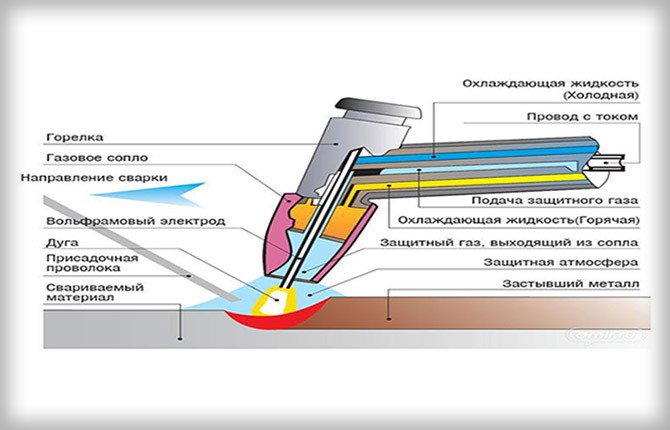
En elektrode er hovedegenskaben ved svejsning, som udfører funktionen til at levere elektrisk strøm til de dele, der skal svejses. Til deres fremstilling anvendes legeringer med høj elektrisk og termisk ledningsevne. Kobber- eller bronzelegeringer har disse kvaliteter.
Spidsen af elektroden varmes mest op, så det er den del, der hurtigst bliver ubrugelig. På grund af dette skal det slibes under svejsearbejde. Den optimale spidsform er en kegle.
For at udvide brugen af elektroder skal en række betingelser være opfyldt:
- vælg en elektrode baseret på det materiale, du skal arbejde med;
- brug en vandjakke;
- Brug ikke tynde spidselektroder til kraftig svejsning;
- Opbevar elektroderne korrekt og undgå, at de bliver beskadiget.
Forberedelse af elektroder til arbejde involverer kalcinering eller tørring af dem. Dette skal gøres for at reducere fugtniveauet i belægningen, hvilket påvirker kvaliteten af det udførte arbejde negativt.
Utørrede elektroder er svære at antænde, smuldre eller klæbe. Tørring skal udføres umiddelbart før brug, da kalcinering af den samme elektrode mere end 3 gange kan føre til, at belægningen kommer af stangen.
Forberedelse af overfladen
Før du udfører punktsvejsning med dine egne hænder, skal du forberede metallet. Processen består i at rense det område, hvor sømmen vil blive lavet, fra korrosion, forurening og oxidation. Uden dette, under drift, kan enhedens kraft falde, og graden af dens slid øges.
For at rense overfladen skal du bruge en slibemaskine med sandpapir, en metalbørste eller sandblæsning. Hvis delen er lille i størrelse, kan den opbevares i en speciel løsning.
Forberedelsesprocessen vil være anderledes, når du arbejder med aluminium eller en legering lavet af det. Der er en oxidfilm på overfladen af dette metal. Det tillader ikke, at delen bliver fuldt opvarmet og svejset. Derfor skal den fjernes inden arbejdet påbegyndes.
Punktsvejseteknik
Punktsvejseprocessen er baseret på en puls af svejsestrøm, som fører til opvarmning af delene. Dens varighed er 0,01-0,1 s. En sådan puls fører til smeltning af metallet i kontaktzonen med dannelse af en flydende kerne. Det vil være det samme for de to dele, der skal samles. Herefter holdes delene i noget tid, indtil de afkøles og kernen krystalliserer.
Valg af svejsested
Stedet, hvor der udføres svejsearbejde, skal holdes rent. Alt værktøj skal være i god stand. Arbejde med fastgørelse eller montering af strukturer skal udføres i bukke på en plan overflade.
Transformatoren placeres på en metalplatform med en højde på 10 og en bredde på mindst 80 cm. Adgang til dem skal være gratis. Afbrydere til transformeren er placeret på rørformede stativer. Strømomformere er monteret på gulvet ved siden af søjlerne, og koblingsenheder er monteret på søjlens væg.
For sikkert svejsearbejde kræves stabil ventilation. Dette vil reducere mængden af skadelige stoffer, der opstår i luften under punkt- eller anden svejsning.
Vi læser: Sådan svejses lodrette og vandrette sømme ved hjælp af elektrisk svejsning
Punktsvejseapplikation
Der er flere stadier af punktsvejseprocessen:
- overfladerensning, nivellering og montering af emner;
- fiksering af dele med tænger med kompression til en let afbøjning;
- opvarmning af metallet ved hjælp af en elektrode, smeltning af det, dannelse af en svejset kerne;
- når du arbejder med en automatisk enhed, frigives kompression;
- at slukke for strømmen, efter at arbejdsfladen får en rød farvetone;
- stærk komprimering af dele for at danne en højkvalitets svejset kerne, når metallet afkøles.
For at forhindre metalsprøjt er det nødvendigt at kontrollere komprimeringen af dele under påføring af strøm.
Funktioner ved punktsvejsning
Et særligt træk ved punktmetoden er fastspændingen af dele med en speciel tang, gennem hvilken en elektrisk strøm føres. Med dens hjælp opvarmes metallet ved kontaktpunktet med elektroden. På dette tidspunkt er delen komprimeret, og i nogle blødgjorte områder opnås en slags "hot nitte", begrænset af et punkt.
Funktioner ved punktsvejsning:
- driftsspænding - mindre end 10 V;
- driftsstrøm - over 1000 A;
- kortvarig forbindelse (et par sekunder);
- højt tryk skabt af tang.
Fordele og ulemper
Fordele ved spotmetoden til svejsning af metalelementer:
- Høj hastighed. Høj temperatur fremmer hurtig og ensartet sammenføjning af metal. Dette undgår dens deformation.
- Lave omkostninger, hvilket gør det muligt at bruge punktteknologi i massevis. Automatisering af processen reducerer omkostningerne yderligere.
- Lavt energiforbrug sammenlignet med andre svejseteknikker.
- Nem at udføre arbejdet.
Men teknikken har også ulemper:
- Manglende evne til at forbinde dele af stor tykkelse. Dette skyldes det faktum, at den resulterende søm ikke vil være stærk nok og kan blive beskadiget som følge af fysisk eller mekanisk påvirkning af delen.
- Svejsearbejde kræver fri plads.
- Forbindelsens udseende er måske ikke attraktivt nok, så punktteknikken bruges på uanselige steder.
- Høj fare under arbejdet. Det er vigtigt at følge sikkerhedsforanstaltningerne for at undgå skader. Særlig beskyttelse mod metalstænk og gnister er også påkrævet.
Anvendelsesområder
Punktsvejsemetoden bruges, når det er nødvendigt at lave metalstrukturer ved at forbinde individuelle elementer. Teknologien er pålidelig, hurtig og nem at udføre, og selve processen kan automatiseres. Derfor bruges teknikken, hvis du skal lave følgende strukturer:
- biler, landbrugs-, jernbane- og andet udstyr;
- husholdningsapparater (køleskabe);
- mikroelektronik elementer;
- rammer lavet af forstærkning til monolitiske plader;
- smykker.
Grundlæggende fejl ved punktsvejsning
For at lave et holdbart produkt er det vigtigt at undgå almindelige fejl, når du udfører svejsearbejde. Hvad skal du være opmærksom på for at lave et design af høj kvalitet?
Beskrivelse af fejl
Punktsvejsning kræver præcise indstillinger og overvågning af de opnåede resultater. De mest almindelige fejl begået er:
- Brænde ud. Det er et hul i strukturen, hvis kanter nemt kan komme af. Dette sker, når der er en lang puls, høj strøm eller stor kompression af metaldelen, som får den til at overophedes og drænes. For at undgå dette skal du gøre trykket svagere eller reducere strømmen.
- Spild. Hvis en svag puls påføres i lang tid eller stærk kompression påføres, kan metallet bevæge sig ud over kernen med dannelse af hulrum. Under drift ligner sådanne stænk gnister, der flyver ud fra punkter. Tykkelsen omkring disse punkter reduceres, hvilket gør forbindelsen mindre sikker.
- Manglende penetration. Kernen bliver muligvis ikke varmet op, hvis du laver en svag impuls, løsner tangen og ikke komprimerer delen for meget. Dette kan føre til, at et sådant punkt forsvinder under fysisk aktivitet. Manglende sammensmeltning kan opstå, hvor svejsepunkter er tæt på hinanden, så det tilstødende punkt bliver en shunt, der leder noget af den elektriske energi. Det vil ikke være nok at smelte metallet.
- Reduktion af spidsens diameter. Hvis du laver en kort puls eller trykker løst på delene, vil smelteområdet være utilstrækkeligt. I dette tilfælde dannes mikrolegeringer på punktet, som er svagere end monolitisk svejsning.
- Revner i metal. De kan vises, hvis punkterne er lavet nær kanten af overlapningen, metallet ikke er forberedt, eller tangen ikke er ordentligt komprimeret. En sådan defekt kan undersøges under et forstørrelsesglas.

Måder at rette dem på
Det er ret svært at kontrollere kvaliteten af punktsvejsning. Ultralydsteknikker, der almindeligvis anvendes i fremstillingen, er muligvis ikke effektive. For at kontrollere den færdige del udføres en kontrolbrudtest.
Hvis der konstateres fejl, kan du gøre følgende:
- gen-svejs punktet;
- rydde op udvendigt stænk;
- bor defekten ud og svejs den igen ved hjælp af en semi-automatisk svejsemaskine;
- lav en nitte (blæs eller svejset);
- smede hot spot.
Punktsvejseteknologi er ret almindelig. Men professionelt udstyr er dyrt, så håndværkere derhjemme kan lave hjemmelavede enheder af gamle mikrobølger. Tegninger og diagrammer af enheden er tilgængelige på internettet.
Punktsvejsning er let at udføre og har minimale økonomiske omkostninger. Når du udfører det, er det nødvendigt at overholde sikkerhedsforanstaltninger og overholde arbejdsreglerne. Dette vil reducere risikoen for skader og give dig mulighed for at lave en metalstruktur af høj kvalitet.
Har du evner til punktsvejsning? Del dine hemmeligheder i kommentarerne. Glem heller ikke at bogmærke artiklen og dele linket med dine venner.