Beim Axthärten handelt es sich um eine Wärmebehandlung, bei der das Metall auf eine sehr hohe Temperatur erhitzt und dann schnell abgekühlt wird. Ziel des Verfahrens ist es, diese zu verbessern Materialeigenschaften, sowohl Härte als auch Festigkeit, verringern seine Duktilität. Es erfordert die Einhaltung einer bestimmten Technologie, aber im Allgemeinen ist es ein einfacher Prozess. Bei Bedarf können Sie es selbst tun.
Der Inhalt des Artikels
- So erkennen Sie, ob eine Härtung erforderlich ist
-
Wie man eine Axt selbst härtet
- Glühen
- Härtephase
- Urlaub
So erkennen Sie, ob eine Härtung erforderlich ist
Zunächst müssen Sie prüfen, ob ein solches Verfahren erforderlich ist. Nicht alle Hersteller produzieren qualitativ hochwertige Produkte. Es kommt vor, dass die erworbene Axt entweder überhaupt nicht gehärtet wurde oder unter Verletzung des Prozesses ausgeführt wurde:
- im ersten Fall ist das Material des Werkzeugs zu weich, was zum Auftreten von Dellen und Kerben sowie zu einem schnellen Abstumpfen während des Betriebs führt;
- Ein Verstoß gegen die Technologie besteht in der Regel darin, dass die Phase des Anlassens nach dem Erhitzen aus dem Prozess ausgeschlossen wird – das Metall ist spröde und wird schnell mit Rissen bedeckt.
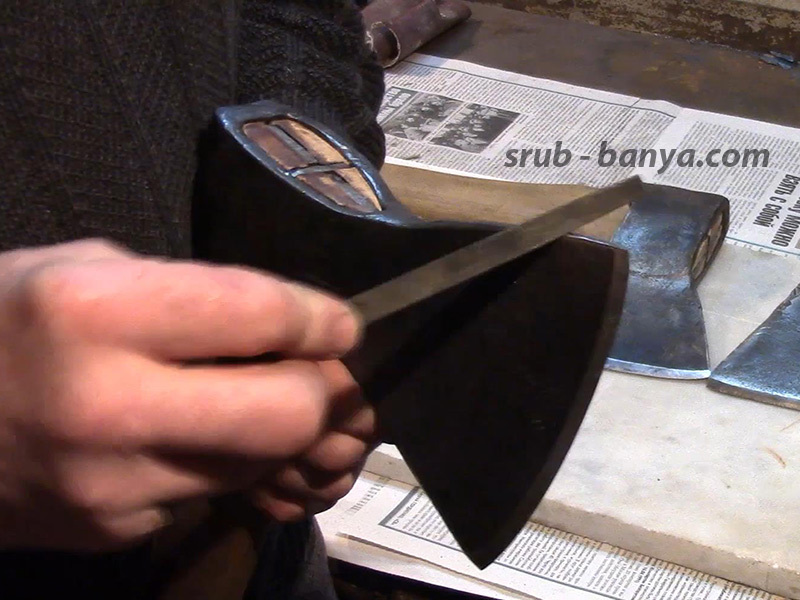
Die Einhaltung der Qualitätsanforderungen wird anhand einer Flachdatei überprüft. Es ist notwendig, mit einer kleinen Kerbe zu nehmen. Wenn es frei über die Oberfläche gleitet, ohne sich daran zu verhaken und keine Spuren zu hinterlassen, deutet dies auf eine hohe Härte der Legierung hin.
@srub-banya.com
Wenn allen Anhaltspunkten zufolge das Werkzeug gehärtet werden muss, sollte ermittelt werden, aus welchem Stahl es hergestellt wurde. Dies ist für eine ordnungsgemäße Verarbeitung erforderlich.
Der beste Stahl, der für eine Qualitätsaxt verwendet wird, ist Kohlenstoffstahl. Es wird mit der Kennzeichnung U7, U8, U8A geliefert.
Wie man eine Axt selbst härtet
Die Wärmebehandlung besteht aus mehreren Schritten.
Das Metall hat ein ungleichmäßiges Kristallgitter. Beim Erhitzen und Schmieden werden die Kristalle zerstört und ihre Struktur verändert sich.
Damit Stahl Härte erhält, ist es notwendig, eine spezielle Anordnung der Kohlenstoffmoleküle im Kristallgitter zu erreichen. Eine solche Struktur wird als gestresst oder martensitisch bezeichnet.
Glühen
Bei diesem Vorgang entsteht unter dem Einfluss einer sehr hohen Temperatur ein Metall, das sich durch eine homogene Struktur auszeichnet. Sein Merkmal ist die Spannungsfreiheit im Kristallgitter. Das Material erhält Weichheit und wird für die Bearbeitung „biegsam“. Zum Glühen eignet sich ein gewöhnlicher Ziegelofen.
Bevor direkt mit dem Glühen fortgefahren wird, muss die Schneidkante durch Schleifen entfernt werden, sodass ihre Dicke 1 mm beträgt. Unter thermischer Einwirkung schmilzt der Schärfen noch. Jetzt können Sie mit dem Erhitzen beginnen.
Der Prozess sieht so aus:
- Die Axt wird auf Rot erhitzt (das entspricht einer Temperatur über 750-800 Grad) – in einem Ofen oder einer Schmiede.
- Lassen Sie das Werkzeug anschließend abkühlen – zusammen mit dem Ofen oder den Kohlen.

@srub-banya.com
Nach dem Glühen lässt sich die Legierung leicht mit einem Metallschneidewerkzeug bearbeiten.
Härtephase
Beim Härten handelt es sich um Erhitzen und schnelles Abkühlen in Wasser oder Öl (reiner Diesel).

@srub-banya.com
Abhängig von der Legierungsmarke, die als Rohstoff für den Arbeitsteil des Werkzeugs dient, kann das Temperaturregime geringfügig abweichen. Informationen hierzu finden Sie in Fachbüchern zur Metallurgie. Die Erhitzung der mit U7 und U8 gekennzeichneten Produkte wird auf 800 Grad gebracht.
Ein Magnet hilft bei der Temperaturbestimmung. Stahl hört bei 760 Grad auf, magnetisiert zu werden.
Weiter:
- Nachdem die Legierung nicht mehr auf den Magneten reagiert, wird sie noch einige Minuten erhitzt. Das zu verarbeitende Produkt sollte sich leuchtend rot verfärben. Um die Heiztemperaturen nach Schatten zu ermitteln, können Sie die Tabelle verwenden.
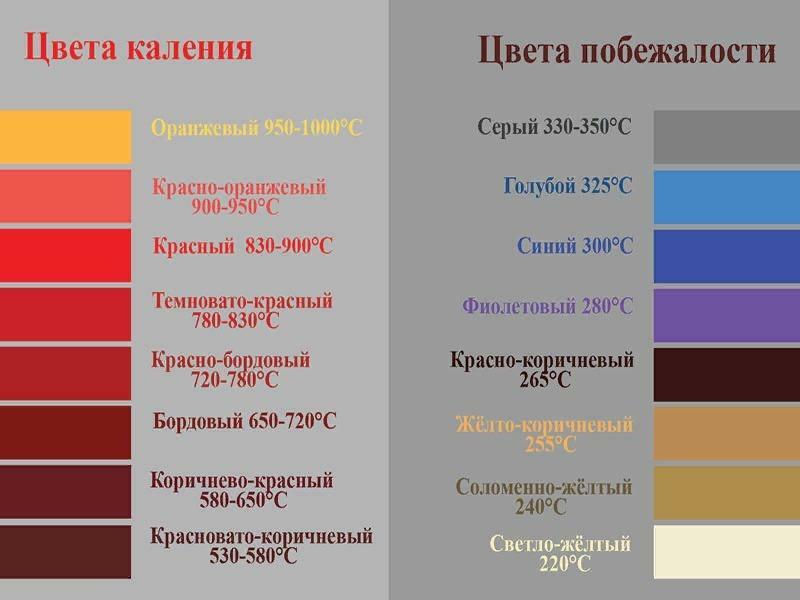
@wikimetall.ru
- Ein glühendes Werkzeug wird durch Eintauchen in Wasser abgekühlt. Es sollte nicht zu kalt sein – die optimale Temperatur liegt bei 30 Grad. Tauchen Sie die Schneide einige Sekunden lang ein. In diesem Fall muss die Axt so bewegt werden, dass der sogenannte Dampfmantel nicht entsteht.
- Dann wird das Werkzeug vollständig in Öl abgesenkt, dessen Temperatur 50-60 Grad betragen sollte. Es ist Vorsicht geboten, da die Flüssigkeit auslaufen kann. Sie müssen warten, bis das Produkt abgekühlt ist, und es dann entfernen.
Manchmal wird zum Härten nur Öl verwendet. Kalkablagerungen werden mit einer Eisenbürste entfernt.
Urlaub
Das Verfahren baut übermäßige Spannungen im Metall ab. Dann wird es klebrig. Der Prozess findet bei 300 Grad statt. Es dauert etwa eine Stunde, dann kühlt die Klinge an der Luft ab.
Für die Durchführung des Prozesses eignet sich am besten ein Ofen mit Temperatureinstellung. Das Instrument wird in eine Kammer gestellt, in der eine Temperatur von 300 °C aufrechterhalten wird.
Bei richtiger Verarbeitung sollte die Legierung blau werden.
Um die Wirksamkeit aller Verfahren zu überprüfen, ist das Anlegen einer Datei erforderlich – wie das geht, wurde oben beschrieben. Das Härten einer Axt erfordert Sorgfalt, Vorsicht und die Einhaltung der Technik. Im Allgemeinen ist es jedoch recht einfach und kann von vielen durchgeführt werden.