Keevitustöö on keeruline, töömahukas protsess, mis nõuab tegijalt peale teoreetiliste teadmiste ka kogemusi ja praktilisi oskusi. Koos sellega on suur vigastuste tõenäosus. Seetõttu on gaaskeevitamise ajal ettevaatusabinõud vajalikud keevitaja ja teda ümbritsevate inimeste elu ja tervise säilitamiseks.
Artikli sisu:
- Vajalikud kaitsevahendid
- Seadmete ja kulumaterjalide ladustamistingimused
- Seadmete ettevalmistamine tööks
- Keevitustööde reeglid
- Keevitustööde ajal on see rangelt keelatud
- Keevitamise lõpetamise protseduur
- Avarii keevitustööd
Vajalikud kaitsevahendid
Ohutus on teatud tüüpi tegevus, mis hõlmab mitmeid organisatsioonilisi ja tehnilisi aspekte meetmed, kaitsemeetodid ja vahendid ohutuse tagamiseks tootmistegevuses tööline.

Gaaskeevitusprotsess on tööde kogum, mille käigus kasutatakse spetsiaalseid seadmeid metallidevahelise tugeva ühenduse loomiseks. Ohutusmeetmete kohaselt on olemas nimekiri meetoditest, mis on vajalikud silmade individuaalseks kaitsmiseks kiirguse, naha sädemete ja sulametalli pritsmete eest. Sellega seoses hõlmavad IZ vahendid:
- prillid, kilbid;
- maskid, respiraatorid, filtreerivad gaasimaskid;
- kombinesoonid;
- labakindad - kätised;
- kaitsva ninakattega nahast saapad.
Vastavalt gaaskeevituse ohutuseeskirjadele kasutatakse keevituskaitset, mis on varustatud automaatse tumendusfiltriga. Prillid, mis ei lase läbi ultraviolett- ja infrapunakiiri. Ülemiste hingamisteede ja kopsude kaitsmine suitsu eest on kohustuslik ohutusnõue, mis on eriti oluline suletud ruumides.
Ohutusabinõud näevad ette, et keevitajaülikond on salakinnitusega jope ja tulekindla immutusega (lõuend, tent) puuvillasest-linasest kiust püksid. Variant võiks olla põll ja varrukad. Peakattena kasutatakse põrutuskindlat maski (elektriline), teksariidest kaitsevisiiri ja tulekindlat kiivrit, eriti laegaasi keevitamiseks.

Seadmete ja kulumaterjalide ladustamistingimused
Gaaskeevituse põhimõte on leek, mis soojendab töödeldavate detailide servi, osa täitevardast (elektroodist), moodustades keevitusbasseini. Lahtine leek sulatab metalli serva, tõrjub õhku “vannist” välja ning kaitseb kontakte hapniku ja oksüdatsiooni eest.

Elektrilise kaarkeevituse korral sulavad metalli servad kõrgel temperatuuril. Selleks antakse osale ja elektroodile inverterist vool (vahelduv või otsene). See aitab kaasa kaare väljanägemisele ja selle põlemisele.
Kaitsekeskkonna rolli mängib inertgaas argoon. See takistab õhu sattumist keevitustsooni, vältides metalli oksüdeerumist. Argoonkeevitus on üks täpsemaid ja kvaliteetsemaid meetodeid. See võimaldab ühendada osi, mitte ainult väikeseid, vaid ka suuri, järgides samal ajal ohutusnõudeid.
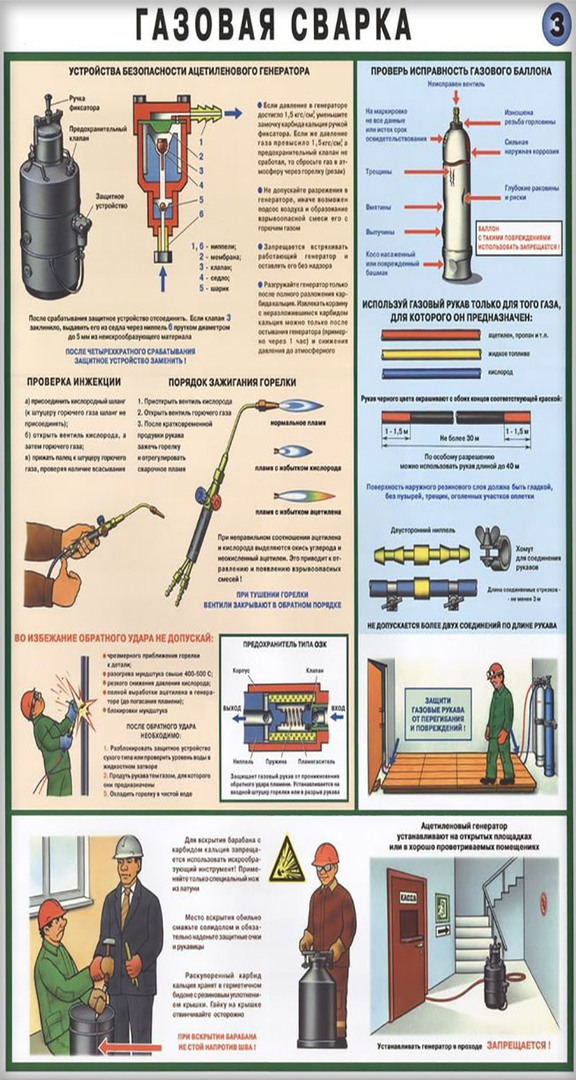
Gaaskeevitusseadmete komplekt sisaldab generaatorit või propaani/butaani silindrit. Veekaitseklapid, mis paigaldatakse atsetüleenigeneraatorite torustikule, gaasiballoonide reduktorid, samuti kõrgsurvevoolikud, lõikurid, põletid, elektroodid, traat, räbusti (orgaanilise ja anorgaanilise päritoluga ained, mis on ette nähtud oksiidide eemaldamiseks keevisõmblustest pinnad).
Ohutusmeetmed gaasikeevituse ajal sõltuvad otseselt seadmete ja kulumaterjalide ladustamistingimustest.
Ohutuseeskirjade kohaselt peab ladu olema kaitstud sademete eest, külmal aastaajal köetud ja hea valgustus, ventilatsioonisüsteem, seadmed, mis eemaldavad kahjulikke gaase, suitsu, temperatuur vähemalt 15° koos niiskusega kuni 40%. Ruum ei tohiks olla tolmune, kuna kaasaegsete keevitusmasinate disain sisaldab elektroonilisi elemente: mikroskeeme, transistore. Põrandapind on sile ja ei ole libe.

Elektroode transporditakse ohutuseeskirjade kohaselt suletud pakendis, mis kaitseb neid vee, mustuse ja tolmu eest. Räbustid - konteinerites, kottides. Materjale hoitakse riiulitel, kuhu on märgitud tüüp, valmistamiskuupäev ja partii number. Nende kuivatamiseks on vaja spetsiaalset ahju, samuti on vaja masinaid puhastamiseks ja traadi kerimiseks. Keevitaja töökohale tuleb paigaldada kinnitustega alused põletite ja lõikurite jaoks.
Täis silindrid, ilma kingadeta, asetatakse riiulitele horisontaalasendis, alusega - vertikaalses asendis. Kukkumise vältimiseks tehakse neile tõkkepuu või puuriga pesad.
Samuti loeme: Külm keevitamine.
Seadmete ettevalmistamine tööks
Gaaskeevitamiseks vajate kahte silindrit: atsetüleeni ja hapnikuga. Need erinevad üksteisest radikaalselt. Hapnik - sinine, messingklapiga, kuna messing terasega võrreldes ei oksüdeeru. Atsetüleeni silinder on valge, terasklapiga ja butaani silinder on punane.
Kõigepealt peaksite hoolikalt kontrollima seadmeid, ennekõike toite- ja maanduskaablite, gaasivarustussüsteemi, aga ka põleti ja selle ühendust keevitusmasinaga. Need on põhilised ohutusnõuded.
Kõigepealt peate eemaldama voolikusse jäänud õhu. Selleks avatakse silindrite klapid kordamööda mõneks sekundiks, seejärel suletakse. Vastasel juhul võib atsetüleenvoolikusse jääv õhk põhjustada tagasilööki (põlemine vastupidises suunas).

Hapnikuvoolik ühendatakse põletiga ja seda kontrollitakse, kas atsetüleentorus on vaakum. Järgmisena ühendage atsetüleenvoolik, pingutage mõlema klambrid - seade on valmis põleti süütamiseks. Mis puudutab osade ettevalmistamist gaaskeevitamiseks, siis see koosneb järgmistest sammudest:
- puhastamine mustusest, tolmust, õlikiledest;
- värvkatte eemaldamine;
- töötlemine rooste ja katlakivi vastu.
Puhastamine toimub traatharja või liivapaberiga kuni läikimiseni. Alumiiniumi töödeldakse happepõhise pastaga. Järgmisena lõigatakse keevitatud servad vastavalt ühenduse tüübile käsitsi peitliga frees- või spetsiaalsel servahöövelpingil. Enne gaaskeevitamist kleebitakse osad kinni nii, et metallkonstruktsioonid ei muudaks oma asendit.
Keevitustööde reeglid
Ohutusabinõud keevitusega töötamisel nõuavad juhendamist. Sellise programmi töötavad välja spetsialistid vastavalt töökaitseeeskirjadele ning kinnitavad juht ja ohutuse eest vastutav isik. Sõltuvalt eesmärgist, kohaletoimetamise sagedusest ja omandatud teadmistest eristatakse järgmist tüüpi juhendamist:
- sissejuhatav;
- esmane;
- korduv;
- planeerimata;
- sihtmärk.
Ohutuseeskirjade alusel võivad gaaskeevitamist läbi viia organisatsioonid või ettevõtjad, kellel on sertifitseeritud keevitustehnoloogia kasutamine ohtlikes rajatistes. Enne alustamist vajate:
- puhastada töökoht prahist ja tuleohtlikest esemetest;
- kaitsta tööpiirkonda 1,8 meetri kõrguse kaitsega;
- kontrollida seadmete töökõlblikkust: gaasiballoonid, mõõteriistad;
- ühenduste tihedus, alustades silindrist ja lõpetades põleti või lõikuriga;
- tulekustutusvahendite kättesaadavus ja kasutuskõlblikkus.
Gaaskeevitamise koht peab olema varustatud tulekustuti, liivakasti ja labidaga. Keevitamine on keelatud tuule kiirusel üle 10 m sekundis, öösel ja äikese ajal, samuti ilma peavarjuta sademete ajal.
Keevitustööde ajal on see rangelt keelatud
Keelatud:
- asetage kergestisüttivad ja tuleohtlikud esemed gaaskeevitamise kohast vähem kui 5 m kaugusele;
- teostada gaasikeevitust või -lõikust gaasiballooni hoidlast lähemal kui 10 meetrit;
- kõrgusel kasutage elektroodijääkide kogumiseks tööriista all olevat kotti;
- teostada torustike ja rõhu all olevate mahutite gaasikeevitust;
- Ohutuseeskirjade kohaselt ei saa kasutada kahjustatud korpuse, vigaste adapterite, ventiilide või aegunud kontrollperioodiga gaasiballoone;
- pauside ajal või töö lõpus jätke voolikud, lõikurid ja põletid järelevalveta;
- kasutada vedelkütuse tööriistu, sealhulgas gaasilõikureid;
- samaaegselt teostada redelite ja treppide elektri- ja gaasikeevitust;
- tööd värskelt värvitud, tuleohtlike värvide või lakkide, toodete kallal;
- kasutage IZ tooteid õli, rasva, bensiini, petrooleumi jälgedega.

Keevitamise lõpetamise protseduur
Lõplik tehnoloogiline protsess, karastamine, on metalli kuumtöötlemine, hoides seda teatud aja jooksul alla kriitilise temperatuuri, jahutades õhutemperatuurini. See protseduur on vajalik sisemiste pingete kõrvaldamiseks, mis võivad mõjutada metalltoote keevisõmbluse kvaliteeti.
Keevisõmblus on sisuliselt lokaalne valu, millel on metalli tahkumisel tekkivad defektid. Seetõttu tehakse selge ja määratletud kujuga osade puhul keevisõmbluste üldine või kohalik kuumtöötlus. Sulami struktuur sisaldab sambakujulisi kristalle, suurenenud gaasisisaldust ja mittetäieliku sulamise kihti.
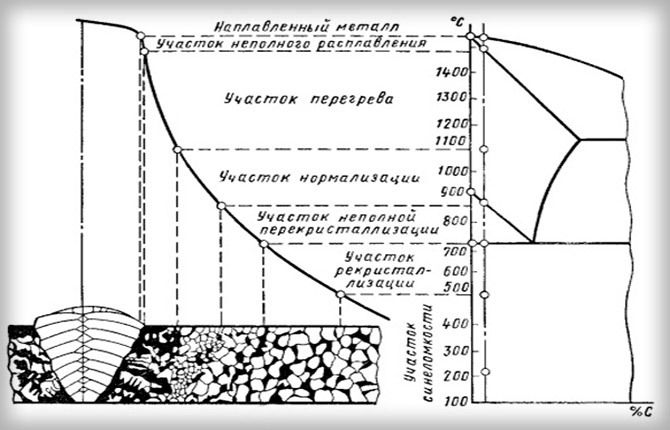
Karastamist teostatakse näiteks legeerterasest toodete gaaskeevitamisel. Selleks kuumutatakse keevisõmbluskoht või kogu osa täielikult induktiivpooli või painduva soojendusega temperatuurile 900–950°, millele järgneb hoidmine ja jahutamine. Keskmise ja madala süsinikusisaldusega metallid kuumutatakse 650°-ni. Sellistel temperatuuridel tuleb erilist tähelepanu pöörata ettevaatusabinõudele.
Põleti leek ei täida ühenduse suhtes kaitsvaid ja taastavaid funktsioone materjali täies mahus, seetõttu lisatakse oksüdatsioonitraadile mangaani ja räni metallist Need sulas olekus ained moodustavad räbu, mis kaitseb gaaskeevituspiirkonda lämmastiku, vesiniku ja hapniku mõju eest.
Töö lõpetamisel kaetakse ühendusõmblus isolatsioonimaterjaliga: tulekindel klaasvill, keraamiline kiud lõuend, kaoliinvill.
Avarii keevitustööd
Veepumbad, soojatrassid, teraskaevud, tulekustutusmahutid, elamu- ja kommunaalmajandus ning paljud muud teenused vajavad sageli remontkeevitustöid. Avariiala asukoht määratakse ohutusmeetmete eest vastutava isiku kirjalikul loal.
Nende eripära on talvine jõudluse erinevus, samuti ohutusmeetmete range järgimine. Keevitamist on hädaolukorras võimatu peatada, hoolimata negatiivsete temperatuuride, lumesaju ja tugeva tuule mõjust. Varjupaigad ei taga alati vihma ja lume eest ettevalmistatud kohta. Isegi väike kogus niiskust mõjutab õmbluse kvaliteeti.

Leegi mõjul laguneb vesi vesinikuks ja hapnikuks. Vesinik reageerib metalliga, mille tulemuseks on halva kvaliteediga ühend. Niiskuse eemaldamiseks kuivatage ja soojendage keevituskoht hügroskoopse ainega portlandtsemendiga, mis imab veeauru. Hädaolukordades on ohutusmeetmete range järgimine eriti vajalik.
Gaaskeevituse peamine positiivne omadus on autonoomia. Selle osade ühendamise meetodi abil on kuumutusastet ja metalli sulamisastet lihtne muuta. Selleks piisab, kui vähendada või suurendada põleti kaugust ühendatavate materjalideni või muuta kaldenurka. Oluline on meeles pidada ettevaatusabinõusid. Puuduste hulka kuulub madal tootlikkus ja vajadus leida kogenud keevitaja.
Mida sa tead uutest keevitusmeetoditest? Jätke oma kommentaar artikli kohta, jagage seda sotsiaalvõrgustikes, lisage see järjehoidjatesse.
Kui hapnik ja gaas on suletud, tekib pauk, see on murettekitav, mis on põhjus ja kuidas seda vältida?
Popsutav müra tekib tavaliselt põleti huuliku sees liikuva põlemise tõttu, mis on tegelikult tagasilöök. See juhtub siis, kui hapniku ja põleva gaasi segu voolukiirus muutub väiksemaks kui põlemisfrondi levimiskiirus. Põleti väljalülitamisel on õige esmalt välja lülitada süttiv gaas, seejärel hapnik – sel juhul ei kostu paugutamist.


