Hitsauskone on suosittu yksityiskotien asukkaiden ja erikoistuneiden työntekijöiden keskuudessa. Ensimmäisen täytyy aina kokata jotain, mutta tietoa ei ole. Tämä artikkeli on heille, koska et halua soittaa mestareille joka kerta huomattavasta summasta. Siksi alla analysoimme kuinka hitsausinvertteriä käytetään oikein, mikä hitsausinvertteri on, miten se toimii, kuinka sauma saadaan hitsauksen aikana, kuinka metallia hitsataan invertterihitsauksella.
Miksi invertteri? Tämä on paras hitsaus yksityisille kauppiaille. Invertterit ovat suuritehoisia, valoa/tilaa säästäviä, tehokkaita, tuottavat tasavirtaa, helppoja kuljettaa, edullisia. Hyvä invertteri maksaa sinulle 7-10 tuhatta ruplaa.

Artikkelin sisältö
- Invertteri - mikä se on. Kuinka invertterihitsauskone toimii
- Mistä invertteri on tehty? Miltä invertterihitsauskone näyttää.
- Kuinka kokata invertterillä. Vinkkejä aloitteleville hitsaajille. Kuinka hitsaus tapahtuu. Mistä elektrodi on tehty?
Invertteri - mikä se on. Kuinka invertterihitsauskone toimii
Invertteri on eräänlainen hitsauskone, jota ammattilaiset käyttävät jokapäiväisessä elämässä ja teollisuudessa. Sen tehtävänä on liittää / hitsata metallipintoja / työkappaleita. Tämä tapahtuu lämmittämällä niitä suurella virralla.
Invertteri koostuu muuntajasta, tasasuuntaajasta, liitäntäkaapeleista, säätöelementeistä, kotelosta ja työkahvasta.
Vaihtojännite verkosta tulee invertteriin, sieltä se tulee muuntajaan. Siellä jännite laskee. Ohjauspaneelin avulla voit säätää muuttuvaa jännitettä. Seuraavaksi virta tulee tasasuuntaajaan, jossa se kulkee transistorien läpi ja muuttuu vakioksi. Tasavirta syötetään kaapeleiden kautta työkahvaan. Elektrodi asetetaan kynään. Massa yhdistetään puhdistettuun metallipintaan. Näin luodaan piiri - massasta invertterin läpi työosan elektrodiin. Kun piiri on suljettu, muodostuu sähkökaari, jolla on suuri virta. Tämä kaari lämmittää ilmaa ja metallia sen vieressä. Tämä sulattaa työkappaleen ja elektrodin. Sulaneet metallit sekoittuvat ja jäähtyvät muodostaen sauman - metallien pinnat liittyvät toisiinsa.
Invertterihitsaajat toimivat 220 voltin verkkojännitteellä. On erikoislaitteita, jotka toimivat 380 voltilla.
Invertterien tärkeimpien etujen (koko, mitat, teho) lisäksi voidaan huomata, että invertterit eivät pudota jännitettä verkossa. Joidenkin hitsauskoneiden käytön aikana verkon jännite voi laskea - riittävä jännite ei saavuta sähkölaitteita. Tämän vuoksi ne eivät ehkä toimi oikein / eivät toimi. Invertterihitsaus voi toimia myös matalalla jännitteellä - kotitalousmallit käynnistyvät 180 voltilla, ammattimaiset - mallista riippuen. Tämä on plussaa maaseudun asukkaille. Alennettu verkkojännite kylissä ei yllätä ketään, joillekin tämä on normi.
Hitsaajat sanovat, että invertterit ovat suosittuja niiden etujen vuoksi, joista yksi on kaari. Se on pehmeämpi, helpompi ohjata, joten hitsaajat oppivat työskentelemään invertterien parissa ensin.
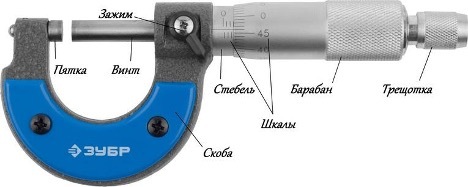
Mistä invertteri on tehty? Miltä invertterihitsauskone näyttää.
Hitsaus on pieni peltilaatikko. Siinä on tuuletusaukot, ohjauspaneeli ylikuumenemissuojailmaisimilla, verkot, säätimet, kaksi liitintä hitsauskaapeleille, yksi liitin hitsausteholle.
Sisäisesti invertteri koostuu tasasuuntaajasta, tasavirtaväylästä, itse invertteristä ja liitäntäkaapeleista.
Tämä malli painaa jopa 7 kiloa (kotitalomallit). Ammattimaiset painavat enemmän. Jotta työkalun kantaminen/käyttö olisi kätevää, siinä on aina kahva/kantohihna.
Invertteriä valitessasi ota huomioon kaapeleiden pituus ja joustavuus - mitä pidempiä ja joustavampia ne ovat, sitä mukavampaa laitetta on käyttää. Mutta taipuisia kaapeleita ei ole varustettu suuritehoisilla inverttereillä.
Kuinka kokata invertterillä. Vinkkejä aloitteleville hitsaajille. Kuinka hitsaus tapahtuu. Mistä elektrodi on tehty?
Kaiken tyyppisen hitsauksen yleinen käsite on, että ne luovat piirin, jonka täydentävät käsiteltävä metalli ja elektrodi / lanka. Piiri saadaan verkon sähköstä, sen jännite laskee, virta kasvaa. Kun piiri sulkeutuu, muodostuu kaari. Se sulattaa elektrodissa olevan metallitangon ja osan metallin.

Hitsausmenetelmiä on kaksi:
- yhdistä massa plus-kohtaan ja elektrodi miinukseen;
- maadoitus miinukseen, elektrodi plussaan.
Niitä kutsutaan vastaavasti suoriksi ja käänteisiksi. Mikä on syy tähän jakautumiseen? Hitsatun metallin paksuus. Käänteistä menetelmää käytetään ohuiden levyjen hitsaukseen, suoraa menetelmää käytetään metalleille 3 millimetristä alkaen. Miksi? Positiiviseen lähtöön liitetty esine lämpenee enemmän. Jos liität metallilevyn plussaan, se ylikuumenee, sulaa, sulaa, joten positiiviseen lähtöön on kytketty elektrodi. Paksu metalli kestää korkeita lämpötiloja, joten siihen liitetään massa positiivisesta lähdöstä.
Elektrodi koostuu pinnoitteesta ja metallitangosta. Hitsauksen aikana osan pinta, elektroditanko ja pinnoite sulavat. Pinnoite siirtyy nestemäiseen muotoon, osittain kaasumaiseen muotoon ja haihtuu. Nestemäinen pinnoite peittää sulan metallin luoden suojaavan ympäristön ja hitsausaltaan. Kylpy on seos sulaneita metalleja, jotka jäähtyvät ja muodostavat sauman. Suojaava ympäristö ei anna metallin joutua kosketuksiin ilman kanssa, joten se ei hapetu. Kun liitos jäähtyy, myös suojaneste/sulapesuaine jäähtyy. Tämä on kuona, joka jää jäljelle hitsauksen jälkeen.
Ennen kuin käytät hitsausinvertteriä, tarkasta se ja verkkojännite. Liitä laite verkkovirtaan. Anna hänen lämmetä. Valitse hitsausmenetelmä metallisi paksuudesta riippuen. Kytke sopivat kaapelit lähtöihin. Aseta elektrodi kahvaan. Puhdista hitsatun metallin kohdat massaa ja hitsausta varten. Yhdistä maadoitus. Vaikeasti saavutettavat paikat kypsennetään suorassa kulmassa. Kallistamalla kahvaa elektrodilla 30-60 astetta itseäsi kohti ja siirtämällä sitä eteenpäin (poispäin itsestäsi), voit valmistaa vaaka- ja pystysuoria pintoja. Samoin kallistamalla kahvaa elektrodilla, mutta ohjaamalla sitä itseäsi kohti (takaa), tee liitokset kulmiin / liitoksiin.
Hitsauksen aikana sinun on kirjoitettava kuviot elektrodilla sauman laajentamiseksi, jotta se olisi luotettavampi. Elektrodin kirjoittamat pääluvut ovat ympyrät, kolmiot, salama, siksak.
Pidä taukoja hitsauksen käyttöjaksostasi riippuen, jotta invertteri jäähtyy. PV - sisällyttämisen kesto. Tämä on osoitus siitä, kuinka paljon hitsaus voi toimia. Eli jos PV on 50%, niin ehdollisen 10 minuutin aikana laite voi toimia / keittää 5 minuuttia. Loput 5 minuuttia se jäähtyy. On olemassa malleja invertterihitsauksesta, jotka voivat toimia jatkuvasti - käyttösuhde on 100%.