Argonhitsaus on yksi sähkökaarimenetelmistä metallien liittämiseen. Valokaari sytytetään inaktiivisessa kaasupallossa volframielektrodilla. Samalla hitsattavien osien reunat sulavat ja tiivistyvät luotettavasti yhdeksi.
Artikkelin sisältö:
- Argonhitsaus - ominaisuudet ja kuvaus
- Argonhitsauksen luokitus
- Argonhitsaus - mitä tarvitset työkaluista ja laitteista
- Turvallisuuden noudattaminen
- Kuinka käyttää argonhitsausta vaihe vaiheelta
Argonhitsaus - ominaisuudet ja kuvaus
Argonhitsaukselle ominaista ominaisuutta voidaan pitää onnistuneena sähkö- ja kaasuhitsausperiaatteiden yhdistelmänä. Tälle hitsaustekniikalle on ominaista korkealaatuiset hitsit. Ne on kiillotettu huolellisesti, ja koko työjakson lopussa pariutumispisteet eivät ole lainkaan havaittavissa.

Prosessin päätekijä on valokaari. Tässä tapahtuu sähköenergian muuntaminen lämpöenergiaksi. Korkea lämpökynnys sulattaa metallin hitsauskohdassa. Jos kaaria liikutetaan tasaisesti, materiaali sulautuu ja työkappaleet ovat tiukasti kiinni. Liikuttamalla elektrodia säädetään hitsausaltaan parametreja, hitsausnopeutta, tunkeutumisastetta, sauman laatua ja leveyttä.
Rakojen täyttämiseksi sulata korkea metallihelmi saumaan, käytetään täytelankaa. Sen on oltava koostumukseltaan sama kuin hitsattavan materiaalin. Täytelanka syötetään sulamispisteeseen manuaalisesti.
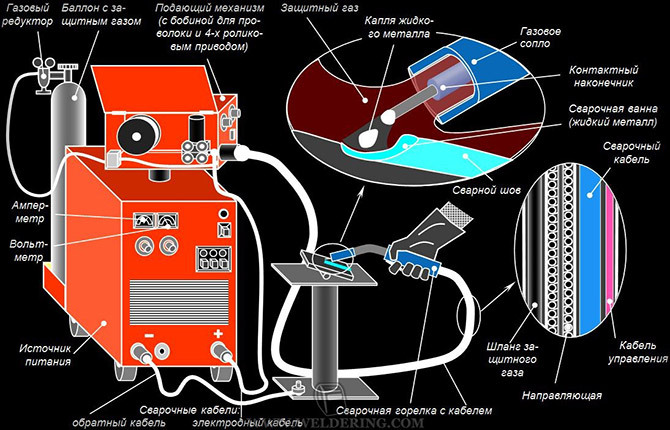
Virtalähde on invertterityyppinen yksikkö, jossa on säätimet, neutraali kaasunsyöttöjärjestelmä, liittimet, joihin poltin on kytketty. Virta voi vaihdella, olla sekä vakio että muuttuva.
Argonhitsausyksikön käytön aikana inerttiä argonkaasua syötetään työkalun suuttimen kautta kaarivyöhykkeelle. Se "syrjäyttää" ilmakehän ilmaa hitsausaltaista, mukaan lukien hapen ja typen. Metalliseumat ovat siten luotettavasti suojattuja hitsauksen aikana. Kaaren perusta on myös suojattu - kulumaton volframielektrodi. Jos hitsaus kuitenkin suoritetaan ilman inerttiä kaasua, volframi altistuu hapen aggressiiviselle vaikutukselle ja tuhoutuu.
Ilmakehän ilma vaikuttaa haitallisesti hitsausprosessin laatuun.Inerttiä kaasua käytetään suojaamaan fuusioaluetta ilmakehän hapelta. Normaalikäytännössä tämä on argonia. Tähän tarkoitukseen voidaan käyttää heliumia, mutta sen hinta on paljon korkeampi. Argonin alhainen hinta selittyy sillä, että se on vain sivutuote teollisessa ilmanerotusprosessissa hapeksi ja typeksi.
Argonkaarihitsauksen edut:
- Esteettinen, luja sauma.
- Fluxeja, elektrodien päällysteitä ei tarvita.
- Työskentele minkä tahansa kokoisten osien kanssa.
- Mahdollisuus pinnoittaa metallia osien vaurioituneisiin osiin niiden palauttamista varten.
- Vaikeasti hitsattavien metallien (titaani, valurauta, alumiini ja muut) liittäminen.
- Vähimmäispäästöt aerosolien verrattuna muihin hitsaustyyppeihin.
- "Argonissa" leikatun metallin reunalla on ihanteellinen geometria, siihen ei muodostu oksidi- ja nitridikalvoja.
- Argon-menetelmän avulla voit yhdistää ohuita metallikerroksia, suorittaa erityisiä hitsaustoimenpiteitä.
Haittoja ovat se, että argonmetallihitsaus on hitaampaa kuin muilla hitsauskoneilla ja -menetelmillä.

Argonin kanssa työskentely on riski ihmisten terveydelle. Hengitetty argonkaasu aiheuttaa huimausta, voi aiheuttaa pahoinvointia, oksentelua, tajunnan menetystä ja jopa kuoleman. Argonhitsauksen parissa työskentelevät kokevat usein päänsärkyä, korvien soimista, väsymystä, ruoansulatushäiriöitä ja hengitysvaikeuksia.
Hitsaajalla on riski sairastua aluminoosiin, joka on peruuttamaton keuhkosatologia, koska hän altistuu otsonin, radioaktiivisuuden ja typen oksidien negatiivisille vaikutuksille.
Argonhitsauksen luokitus
Argonhitsaustekniikka luokitellaan erillisten toimintaperiaatteiden mukaan:
- Manuaalinen tapa. Hitsaaja suorittaa polttimen, kaaripolttimen ja täyteaineen käsittelyt manuaalisesti. Hänen kokemuksensa ja pätevyytensä määräävät prosessin tahdin, hitsien parametrit.

- Puoliautomaattinen.Laitteessa on lisäainelangan syöttötoiminto. Yksikkö on varustettu langansyöttömekanismilla. Hitsauskone toimii vain argonpolttimella, toinen käsi jää vapaaksi. Se voi pitää tai avata työkappaleita. Menetelmä on tuottavampi kuin manuaalinen, mutta hitsaajan pätevyys on erittäin tärkeä.
- Auto. Langansyöttö, vaunun siirtäminen polttimella tapahtuu automaattisesti, ilman työntekijän osallistumista. Edut sileissä, korkealaatuisissa hitsauksissa. Kuljettajan tehtävinä on ohjata ja asettaa oikein parametreja - vaaditun tunkeutumisen syvyys, vaunun optimaalinen nopeus jne.
Lisäksi argonhitsaus erottuu todellisesta prosessista - käytetäänkö täytelankaa vai ei.
Ilman lisäainetta ohut metalli (jopa 2 mm) voidaan hitsata tiukalla puristimella - saumassa ei saa olla rakoja. Sitten reunat sulavat elektrodin kanssa ja tämä metalli riittää yhdistämään työkappaleet. Siitä tulee tiukka, ohut, sileä, kuten peili, sauma ilman "vaakaa".
Täytelangalla kypsennys kestää kauemmin. Saumatyyppi on "hilseilevä", kun taas suomukerrosten lukumäärä riippuu suoraan hitsausaltaaseen lisäaineen syöttämisen rytmistä. Laadullisesti raot ja raot osien välillä, joiden leveys on enintään 5 mm, sulatetaan, pullistumat hitsataan uran alle. Täytemenetelmää käytetään metallien argonhitsaukseen, jonka paksuus on 3 mm.
Ei niin kauan sitten ilmestyi toinen innovatiivinen argon-kaarihitsaustekniikka - robotti. Sen erikoisuus on, että kuljettimien osien hitsaus suoritetaan robottikomplekseilla. Menetelmälle on ominaista korkea tuottavuus alhaisilla työkustannuksilla.

Haittapuolena on ainutlaatuisten laitteiden merkittävät kustannukset, kiireellinen tarve houkutella korkeasti koulutetut asiantuntijat ylläpitoon, ohjelmistotukeen ja hienosäätöön robottisolmut. Tekniikka on suunniteltu suuria tuotantomääriä varten.
Argonhitsaus - mitä tarvitset työkaluista ja laitteista
Argonkaarihitsauksen laitteet ja työkalut on jaettu 3 ryhmään.
Ensimmäinen sisältää erikoislaitteet, jotka suorittavat yhden tietyn toiminnon. Tällaisilla laitteilla suoritettavaa argonhitsausta käytetään suurissa yrityksissä, jotka harjoittavat laajamittaista tuotantolinjaa.
Toinen - erikoislaitteet, jotka on konfiguroitu toimimaan kapealla tietyn luokan osilla.
Kolmanneksi- yleiskoneet, joita käytetään monenlaisiin toimintoihin ja materiaaleihin. Tämä on suosituin massatuotettujen laitteiden ryhmä. Niitä käytetään laajalti paitsi teollisiin tarkoituksiin, vaan niillä on suuri kysyntä käsityöläisten, "autotallien" käsityöläisten keskuudessa.
Laitesarja yleistä argonhitsausta varten:
- haalarit, jalkineet, henkilönsuojaimet;
- yksikkö töiden suorittamiseen kulumattomalla elektrodilla;
- volframi ei-kuluvat elektrodit;
- lanka täyteaine;
- korkeapaineletkut;
- kaasusylinteri;
- kaasu vähennysventtiilillä;
- apuväline.
Kaasusylinterissä, puristetussa muodossa, on kaasu - argon. Sylintereitä käytetään erilaisille kaasuille. Jotta samaa säiliötä ei sekoitettaisi eri sisällön kanssa, sylinterit on merkitty. Joten raaka argon pumpataan mustaan sylinteriin, jossa on valkoinen merkintä, valkoinen raita. Argon tekninen - myös mustassa sylinterissä, mutta kirjoitus on sininen, raita on sininen. Puhdas argon erottuu harmaasta sylinteristä, jossa on vihreä merkintä ja raita. Myös muita erityisiä teknisiä tietoja on leimattu sylintereihin.
Jokainen vähennysventtiili on tarkoitettu "omalle" kaasulle. Vähentimen värin tulee vastata kaasupullon väriä. Halvalla versiolla voit käyttää "mustaa", hiilidioksidivaihteistoa. Mutta useimmiten argonin alle asennetaan pienennys, jossa on rotametri.
Argonille käytetään korkeapainehappiletkuja niiden laadun ja luotettavuuden vuoksi. Sisähalkaisija vaihtelee 9-18 mm. Joten oikean valitseminen ei ole vaikeaa.
Argonhitsauksen teholähde valitaan työn aikana suoritettavien tavoitteiden ja tehtävien mukaan.
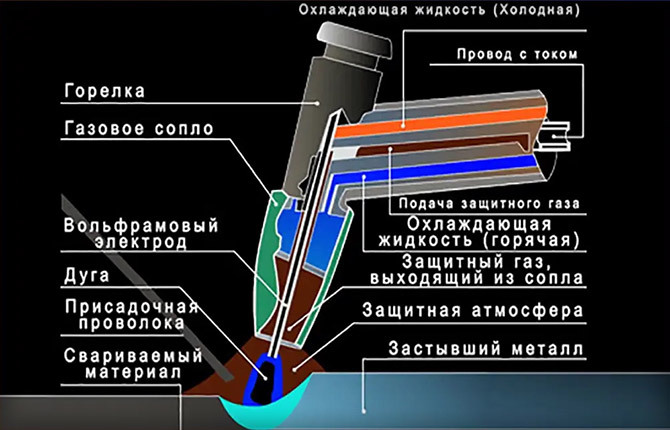
Volframielektrodit on suunniteltu käynnistämään ja ylläpitämään kaari. Niillä on vastaava merkintä, joka kuvaa niiden ominaisuuksia, erityisten epäpuhtauksien esiintymistä.
Metallin valmistukseen hitsausta varten tarvitaan apumateriaaleja, esimerkiksi hiomakone, erilaisia metalliharjoja.
Turvallisuuden noudattaminen
Argon, kuten kaikki muutkin hitsausmenetelmät, vaatii tiukkaa turvallisuusmääräysten noudattamista. Useimmat niistä ovat yksinkertaisia, mutta niiden toteuttamisen avulla voit säästää paitsi terveyttä, myös elämää.
Työ on järjestettävä erityisissä tiloissa tai kopeissa. Jos näitä ehtoja ei ole mahdollista toteuttaa, argonhitsauspaikka aidataan seuloilla. Ne ovat vanerista valmistettuja paneeleja, jotka on maalattu palonestoainekoostumuksella, joka sisältää myös sinkkioksidia, joka absorboi ultraviolettisäteitä. Tällaisen aidan korkeus ei saa olla alle 2 m.
Argonhitsauslaitteet asennetaan tasaiselle alueelle teknisten mittojen mukaisesti. Hitsaajan työpisteessä on oltava poisto- ja tuloilmanvaihto. Pakokaasupaneelit ovat erittäin tehokkaita. Ne on sijoitettu vaakasuoraan tai vinoon siten, että kaaresta tuleva saastunut ilma pumpataan alas tai pois hitsauskoneesta. Tämä estää haitallisten aineiden pääsyn työntekijän hengitysteihin.
Mitä sinun tulee tehdä ennen työn aloittamista:
- Tarkasta ja varmista, että hitsaajan erikoisvaatteet, jalkineet, suojavarusteet ovat hyvässä kunnossa, puhtaat, eivät öljyllä tai muilla palavilla aineilla kyllästyneet.
- Pue haalarit päälle, kiinnitä kaikki napit, solmi nauhat, solmi kengät.
- Takki ja housut ovat kuluneet löysällä, taskut on suljettava venttiileillä, hiukset on piilotettu päähineeseen.
- Tarkista työpaikka, valaistus, konepelti.
- Poista tarpeettomat työkappaleet, tarpeettomat esineet, syttyvät materiaalit.
- Tarkista laitteet. Sen on oltava luotettavasti maadoitettu, korkeajännitekoskettimet on suojattu ja suljettu, johtojen eheys ei ole rikki.
- Varmista, että laitteen mittaus- ja merkinantolaitteet, estolaitteet toimivat.
- Älä aloita työtä ennen kuin havaitut puutteet on poistettu kokonaan.

Kuinka käyttää argonhitsausta vaihe vaiheelta
Ennen hitsausta työkappale on puhdistettava huolellisesti liasta, koneöljystä ja rasvasta. Tämä voidaan tehdä millä tahansa liuottimella. Kun hitsattavien osien paksuus on yli 4 mm, reunojen leikkaaminen on välttämätöntä ja argonhitsaus suoritetaan vain puskuhitsauksella.
Oksidikalvojen tuhoamiseksi liitoskohta käsitellään metalliharjoilla. Monimutkaisen geometrian liitäntä puhdistetaan kulmahiomakoneella.
Kosteuden poistamiseksi työkappaleet tulee lämmittää 150 asteeseen. Ohuen metallin alle asetetaan kupari- tai teräslevyt lämmön poistamiseksi läpipalamisen välttämiseksi.
Lisäaine liikkuu yksinomaan polttimen edessä, hitsattua saumaa pitkin.
Inerttikaasun syöttö kytketään päälle hetkeksi (5-7 sekuntia) ennen valokaaren syttämistä. Hitsauksen päätyttyä on jälleen odotettava sama aika, kunnes kaasu sammutetaan.
Toimintosarja argonkaarihitsauksessa:
- Kytke laitteet päälle.
- Liitä maadoitusjohto hitsauspöytään tai työkappaleeseen.
- Avaa kaasupullon venttiili.
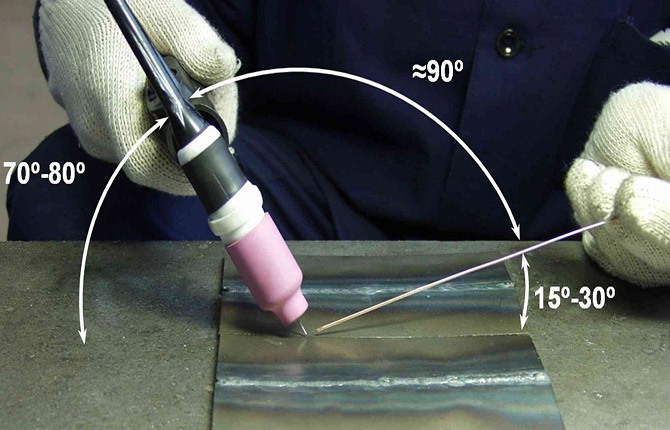
- Tuo argonpoltin lähemmäksi hitsattavaa osaa niin, että etäisyys elektrodiin on 3-5 mm.
- Laita suojanaamari päälle, kytke virta päälle.
- Pidä muodostunutta hitsauskaarta liitoksen alkureunassa, kunnes muodostuu sulan metallin lätäkkö.
- Saavuta sivujen reunojen sulaminen pyöreällä sileällä käsittelyllä.
- Pidä 45 asteen kulma polttimen ja pinnan välillä.
- Siirrä poltinta hitaasti ja varovasti neulalla eteenpäin syöttäen täyttölankaa polttimeen.
- Vähennä sauman lopussa virtaa täyttääksesi kraatterin.
Argonhitsaus on kannattava innovatiivinen menetelmä tuotteen entisöintiin. Hitsaus- ja restaurointitöiden kustannukset ovat paljon alhaisemmat kuin uuden osan valmistus. Kunnostettu tuote voi kestää hyvin pitkään.
Oletko koskaan käyttänyt itse argonhitsausta? Kerro meille ominaispiirteistä, joiden avulla voit nopeasti hankkia taitoja. Jätä kommenttisi, jaa artikkeli sosiaalisissa verkostoissa, lisää se kirjanmerkkeihin.