Hitsaustyö on monimutkainen, työvaltainen prosessi, joka vaatii tekijältä teoreettisen tiedon lisäksi myös kokemusta ja käytännön taitoja. Tämän lisäksi loukkaantumisen todennäköisyys on suuri. Siksi turvatoimenpiteet kaasuhitsauksen aikana ovat välttämättömiä hitsaajan ja hänen ympärillään olevien ihmisten elämän ja terveyden suojelemiseksi.
Artikkelin sisältö:
- Tarvittavat suojavarusteet
- Laitteiden ja kulutustarvikkeiden säilytysolosuhteet
- Laitteiden valmistelu käyttöön
- Hitsaustyön säännöt
- Hitsaustyön aikana se on ehdottomasti kielletty
- Hitsauksen valmistumismenettely
- Hätähitsaustyöt
Tarvittavat suojavarusteet
Turvallisuus on eräänlaista toimintaa, joka sisältää useita organisatorisia ja teknisiä toimenpiteet, suojamenetelmät ja keinot turvallisuuden varmistamiseksi tuotantotoiminnassa työntekijä.

Kaasuhitsausprosessi on sarja töitä, joissa käytetään erikoislaitteita metallien välisen vahvan yhteyden luomiseksi. Turvallisuustoimenpiteiden mukaan on olemassa luettelo menetelmistä, jotka ovat tarpeen silmien yksilölliseen suojaamiseen säteilyltä, ihon kipinöiltä ja sulan metallin roiskeilta. Tältä osin IZ tarkoittaa:
- lasit, suojat;
- naamarit, hengityssuojaimet, suodattavat kaasunaamarit;
- haalarit;
- lapaset - hihansuut;
- nahkasaappaat, joissa suojaava kärki.
Kaasuhitsauksen turvallisuusmääräysten mukaisesti käytetään suojaavaa hitsaussuojaa, joka on varustettu automaattisella tummumissuodattimella. Lasit, jotka eivät läpäise ultravioletti- ja infrapunasäteitä. Ylempien hengitysteiden ja keuhkojen suojaaminen savulta on pakollinen turvallisuusvaatimus, mikä on erityisen tärkeää suljetuissa tiloissa.
Turvallisuusmääräykset edellyttävät, että hitsauspuku on takki, jossa on salakiinnitys ja housut, jotka on valmistettu puuvilla-pellavakuidusta tulenkestävällä kyllästetyllä (kangas, pressu). Vaihtoehtona voisi olla esiliina ja hihat. Iskunkestävää naamaria (sähköinen), denimistä valmistettua suojavisiiriä ja palonkestävää kypärää käytetään päähineinä erityisesti kattokaasuhitsauksessa.

Laitteiden ja kulutustarvikkeiden säilytysolosuhteet
Kaasuhitsauksen periaate on liekki, joka lämmittää työkappaleiden reunoja, osa täytetankoa (elektrodia), muodostaen hitsausaltaan. Avoliekki sulattaa metallireunan, syrjäyttää ilman "kylvystä" ja suojaa koskettimia hapelta ja hapettumiselta.

Valokaarihitsauksessa metallireunat sulavat korkeissa lämpötiloissa. Tätä varten osaan ja elektrodiin syötetään virtaa (vaihto- tai suora) invertteristä. Tämä edistää kaaren ulkonäköä ja sen palamista.
Suojaväliaineen roolia esittää inertti argonkaasu. Se estää ilman pääsyn hitsausalueelle ja estää metallin hapettumisen. Argonhitsaus on yksi tarkimmista ja laadukkaimmista menetelmistä. Sen avulla voit liittää osia, ei vain pieniä, vaan myös suuria turvatoimia noudattaen.
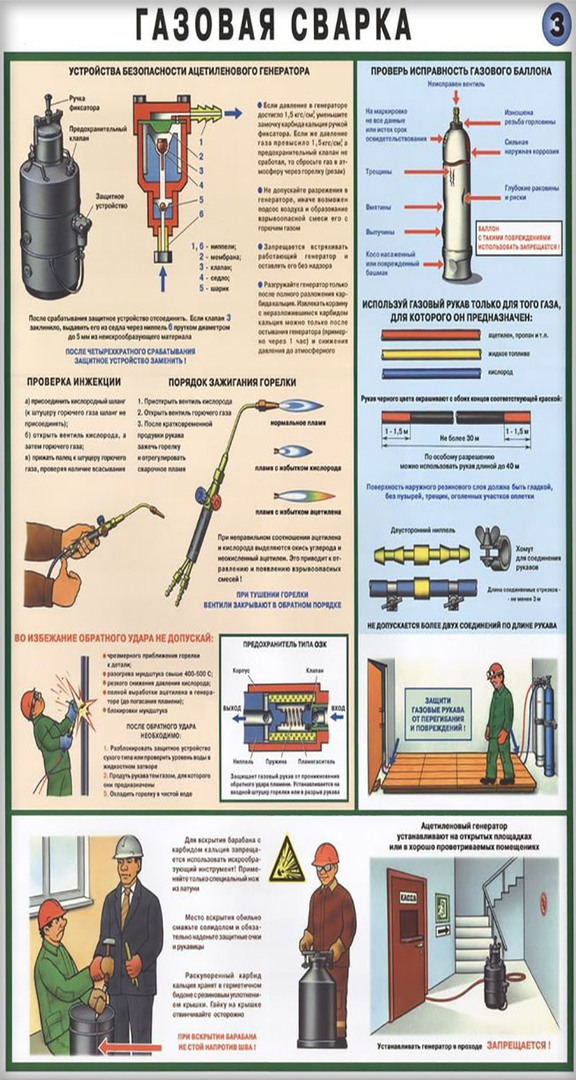
Kaasuhitsaukseen tarkoitettu laitesarja sisältää generaattorin tai propaani/butaanisylinterin. Varovesiventtiilit, jotka asennetaan asetyleenigeneraattoreiden putkiin, kaasupullojen supistusventtiilit sekä korkeapaineletkut, leikkurit, polttimet, elektrodit, lanka, juoksutetta (orgaanista ja epäorgaanista alkuperää olevat aineet, jotka on tarkoitettu poistamaan oksideja hitsatusta pinnat).
Turvatoimenpiteet kaasuhitsauksen aikana riippuvat suoraan olosuhteista, joissa laitteita ja tarvikkeita säilytetään.
Turvamääräysten mukaan varasto on suojattava sateelta, lämmitettävä kylmänä vuodenaikana ja oltava hyvä valaistus, ilmanvaihtojärjestelmä, haitallisia kaasuja, höyryjä poistavat laitteet, lämpötila vähintään 15° kosteudella jopa 40 %. Huone ei saa olla pölyinen, koska nykyaikaisten hitsauskoneiden suunnittelu sisältää elektronisia elementtejä: mikropiirejä, transistoreita. Lattian pinta on sileä eikä liukas.

Elektrodit kuljetetaan turvallisuusmääräysten mukaisesti suljetussa pakkauksessa, joka suojaa niitä vedeltä, lialta ja pölyltä. Fluxes - säiliöissä, pusseissa. Materiaalit varastoidaan hyllyille, joista näkyy tyyppi, valmistuspäivä ja eränumero. Niiden kuivaaminen vaatii erityisen uunin, ja vaatii myös koneet langan puhdistamiseen ja käämitykseen. Hitsaajan työpaikalle on asennettava telineet, joissa on kiinnikkeet jäähdytyspolttimien ja leikkureita varten.
Täydet sylinterit, ilman kenkiä, sijoitetaan hyllyille vaakasuoraan asentoon, jalustalla - pystysuoraan. Niiden putoamisen estämiseksi niille tehdään esteitä tai häkkejä varustetut pesät.
Luimme myös: Kylmähitsaus.
Laitteiden valmistelu käyttöön
Kaasuhitsaukseen tarvitset kaksi sylinteriä: asetyleenilla ja hapella. Ne eroavat radikaalisti toisistaan. Happi - sininen, messinkiventtiilillä, koska messinki ei hapetu teräkseen verrattuna. Asetyleenisylinteri on valkoinen, teräsventtiilillä ja butaanisylinteri on punainen.
Tarkista ensin huolellisesti laitteet, ensinnäkin virta- ja maadoituskaapeleiden eheys, kaasunsyöttöjärjestelmä sekä poltin ja sen liitäntä hitsauskoneeseen. Nämä ovat perusturvallisuusvaatimukset.
Ensin sinun on poistettava letkuun jäänyt ilma. Tätä varten sylinterien venttiilit avataan vuorotellen muutamaksi sekunniksi ja suljetaan sitten. Muutoin asetyleeniletkuun jäänyt ilma voi aiheuttaa takaiskun (palamisen vastakkaiseen suuntaan).

Happiletku liitetään polttimeen, ja asetyleeniputkessa tarkistetaan tyhjiön esiintyminen. Liitä seuraavaksi asetyleeniletku, kiristä molempien puristimet - laite on valmis polttimen sytyttämiseen. Mitä tulee osien valmisteluun kaasuhitsausta varten, se koostuu seuraavista vaiheista:
- puhdistus lialta, pölyltä, öljykalvoilta;
- maalipinnan poisto;
- käsittely ruostetta ja hilsettä vastaan.
Puhdistus suoritetaan teräsharjalla tai hiekkapaperilla kunnes pinta kiiltää. Alumiini käsitellään happopohjaisella tahnalla. Seuraavaksi hitsatut reunat leikataan liitostyypin mukaan käsin taltalla, jyrsintä- tai erityisellä reunahöyläyskoneella. Ennen kaasuhitsausta osat kiinnitetään niin, että metallirakenteet eivät muuta asentoaan.
Hitsaustyön säännöt
Turvallisuusohjeet hitsauksen kanssa työskenneltäessä vaativat opastusta. Asiantuntijat kehittävät tällaisen ohjelman työsuojelusääntöjen mukaisesti ja hyväksyvät johtaja ja turvallisuudesta vastaava henkilö. Tarkoituksen, toimitustiheyden ja hankitun tiedon mukaan erotetaan seuraavat opetustyypit:
- johdanto;
- ensisijainen;
- toistettu;
- suunnittelematon;
- kohde.
Turvallisuusmääräysten perusteella kaasuhitsauksen voivat suorittaa organisaatiot tai yrittäjät, joilla on lupa käyttää hitsaustekniikoita vaarallisissa tiloissa. Ennen kuin aloitat, tarvitset:
- puhdista työpaikka roskista ja syttyvistä esineistä;
- suojaa työaluetta 1,8 metriä korkealla suojalla;
- tarkista laitteiden huollettavuus: kaasupullot, instrumentointi;
- liitosten tiiviys, alkaen sylinteristä ja päättyen polttimeen tai leikkuriin;
- palonsammutuslaitteiden saatavuus ja huollettavuus.
Kaasuhitsauspaikalla on oltava sammutin, hiekkalaatikko ja lapio. Hitsaus on kielletty, kun tuulen nopeus on yli 10 m sekunnissa, yöllä ja ukkosmyrskyn aikana sekä sateen aikana ilman suojaa.
Hitsaustyön aikana se on ehdottomasti kielletty
Kielletty:
- sijoita syttyvät ja syttyvät esineet alle 5 metrin etäisyydelle kaasuhitsauspisteestä;
- suorittaa kaasuhitsaus tai -leikkaus lähempänä kuin 10 metriä kaasupullon varastosta;
- käytä korkeuksissa pussia työkalun alla kerätäksesi elektrodijäämät;
- Suorita kaasuhitsaus paineistetuissa putkissa ja säiliöissä;
- Turvamääräysten mukaan et saa käyttää kaasupulloja, joissa on vaurioitunut kotelo, vialliset sovittimet, venttiilit tai joiden tarkastusaika on vanhentunut;
- jätä letkut, leikkurit ja polttimet ilman valvontaa taukojen aikana tai työn päätyttyä;
- käytä nestemäisen polttoaineen työkaluja, mukaan lukien kaasuleikkurit;
- suorittaa samanaikaisesti sähkö- ja kaasuhitsausta tikkaille ja tikkaille;
- työstää juuri maalattuja, syttyviä maaleja tai lakkoja, tuotteita;
- käytä IZ-tuotteita, joissa on jäämiä öljystä, rasvasta, bensiinistä, kerosiinista.

Hitsauksen valmistumismenettely
Lopullinen teknologinen prosessi, karkaisu, on metallin lämpökäsittely, jossa se pidetään kriittisen lämpötilan alapuolella tietyn ajan, jäähdytys ilman lämpötilaan. Tämä menettely on välttämätön sisäisten jännitysten poistamiseksi, jotka voivat vaikuttaa metallituotteen hitsin laatuun.
Hitsaus on pohjimmiltaan paikallinen valu, jossa on vikoja, jotka syntyvät metallin jähmettyessä. Siksi osille, joilla on selkeä ja määrätty muoto, suoritetaan hitsien yleinen tai paikallinen lämpökäsittely. Seoksen rakenne sisältää pylväskiteitä, lisääntyneen kaasupitoisuuden ja epätäydellisen sulamiskerroksen.
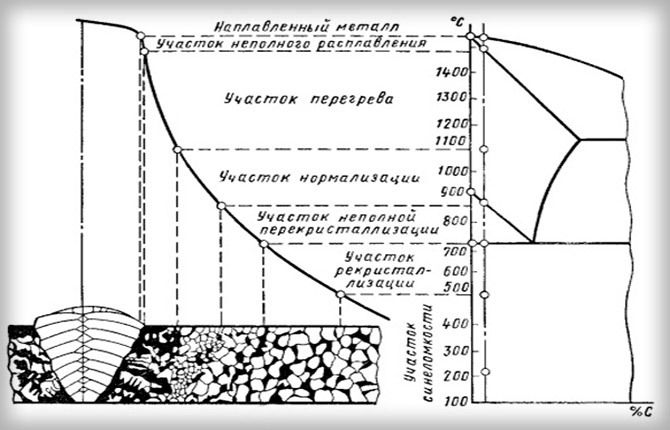
Karkaisu suoritetaan esimerkiksi seosterästuotteiden kaasuhitsauksen aikana. Tätä varten hitsausalue tai koko osa lämmitetään kokonaan induktorilla tai joustavalla lämmittimellä 900–950° lämpötilaan, minkä jälkeen pidetään kiinni ja jäähdytetään. Keski- ja vähähiiliset metallit kuumennetaan 650°:een. Tällaisissa lämpötiloissa on kiinnitettävä erityistä huomiota turvatoimiin.
Polttimen liekki ei suorita suojaavia ja palauttavia toimintoja suhteessa kytkettyyn materiaalia mahdollisimman suuressa määrin, siksi mangaania ja piitä lisätään lisäainelangaan hapetusta varten metalli Nämä aineet muodostavat sulassa tilassa kuonaa, joka suojaa kaasuhitsausaluetta typen, vedyn ja hapen vaikutuksilta.
Työn päätyttyä liitäntäsauma peitetään eristysmateriaalilla: palonkestävä lasivilla, keraaminen kuitukangas, kaoliinivilla.
Hätähitsaustyöt
Vesipumput, lämpöjohdot, teräskaivot, sammutussäiliöt, asunto- ja kunnalliset palvelut sekä monet muut palvelut vaativat usein korjaushitsausta. Hätäalueen tunnistamispaikka määräytyy turvatoimista vastaavan henkilön kirjallisella luvalla.
Niiden erityispiirteenä on suorituskyvyn ero talvella sekä tiukka turvatoimien noudattaminen. Hitsausta on mahdotonta lopettaa hätätilanteessa negatiivisten lämpötilojen, lumisateiden ja voimakkaiden tuulien vaikutuksesta huolimatta. Katokset eivät aina takaa sateelta ja lumelta valmistettua paikkaa. Pienikin määrä kosteutta vaikuttaa sauman laatuun.

Liekin vaikutuksesta vesi hajoaa vedyksi ja hapeksi. Vety reagoi metallin kanssa, mikä johtaa huonolaatuiseen yhdisteeseen. Kosteuden poistamiseksi kuivaa ja lämmitä hitsauskohta hygroskooppisella aineella, portlandsementillä, joka imee vesihöyryä. Hätätilanteissa turvatoimien tiukka noudattaminen on erityisen tärkeää.
Kaasuhitsauksen tärkein positiivinen ominaisuus on autonomia. Tällä osien yhdistämismenetelmällä on helppo muuttaa lämmitystasoa ja metallin sulamisastetta. Tätä varten riittää, että pienennät tai lisäät polttimen etäisyyttä liitettäviin materiaaleihin tai muutat kaltevuuskulmaa. On tärkeää muistaa turvatoimet. Haittoja ovat alhainen tuottavuus ja tarve löytää kokenut hitsaaja.
Mitä tiedät uusista hitsausmenetelmistä? Jätä kommenttisi artikkeliin, jaa se sosiaalisissa verkostoissa, lisää se kirjanmerkkeihin.
Kun happi ja kaasu suljetaan, tapahtuu pamaus, tämä on hälyttävää, mikä on syy ja kuinka välttää se?
Poksahteleva ääni johtuu yleensä polttimen suukappaleen sisällä liikkuvasta palamisesta, mikä on itse asiassa takaisku. Tämä tapahtuu, kun hapen ja palavan kaasun seoksen virtausnopeus laskee pienemmäksi kuin palamisrintaman etenemisnopeus. Poltin sammutettaessa on oikein sammuttaa ensin palava kaasu ja sitten happi - tässä tapauksessa ei kuulu poksahdusääniä.