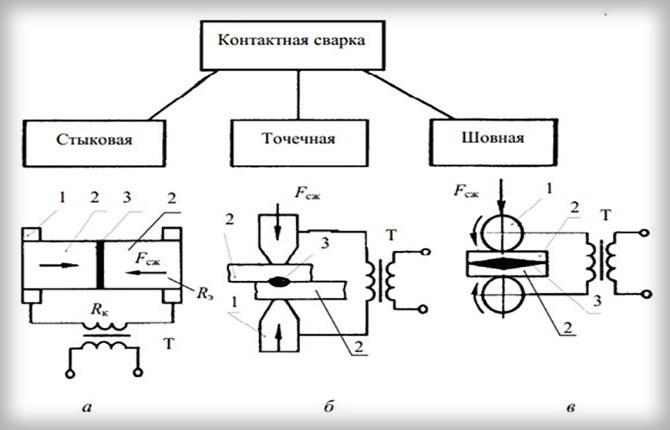
Yleisin hitsaustyyppi on pistehitsaus. Sitä käytetään metalliosien ja -rakenteiden yhdistämiseen. Tällaisen yhteyden laatu riippuu sähköpulssin oikeasta kestosta. Katsotaan kuinka tehdä pistehitsaus.

Artikkelin sisältö:
-
Pistehitsauksen valmistelu
- Hitsauskoneen valmistelu
- Hitsauselektrodien valmistus
- Pinnan esikäsittely
-
Pistehitsaustekniikka
- Hitsauspaikan valinta
- Pistehitsaussovellus
-
Pistehitsauksen ominaisuudet
- Hyödyt ja haitat
- Käyttöalueet
-
Perusvirheet pistehitsauksessa
- Kuvaus virheistä
- Tapoja korjata ne
Pistehitsauksen valmistelu
Laadukkaan liitoksen tekemiseksi on välttämätöntä suorittaa valmistelutyöt oikein. Ne koostuvat pinnan valmistelusta, hitsauskone Ja elektrodit.
Hitsauskoneen valmistelu
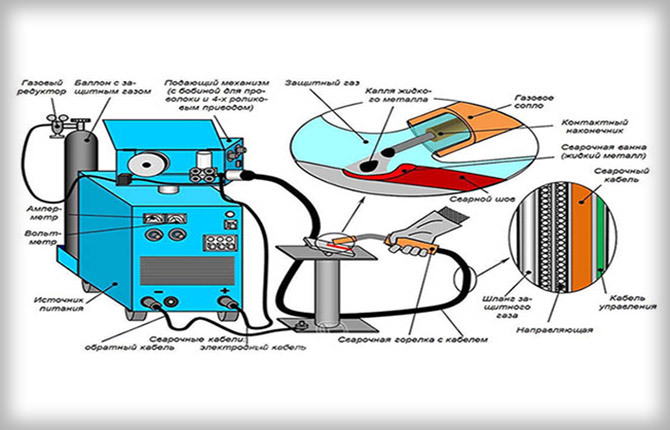
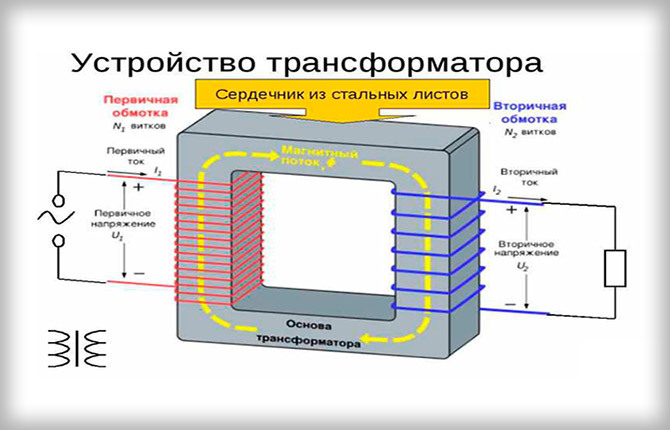
Hitsauksen suorittamiseen tarvitaan erikoislaitteita. Yritykset käyttävät hitsauskoneita. He pystyvät työskentelemään erilaisten metallien kanssa.
Kotitalouskuluttajat käyttävät kompakteja hitsauskoneita. Laitteen mukana tulee kiinnikkeet ja pienitehoinen muuntaja. Ennen kuin se otetaan käyttöön, on tarpeen tarkistaa hitsauskoneen tehon ja virtalähteen indikaattoreiden vastaavuus.
Tämän jälkeen hitsauslanka asennetaan. Sen tyypin ja halkaisijan tulee vastata hitsauspistoolin kärkeä ja ohjausletkua. Jos joudut käyttämään erihalkaisijaa olevaa lankaa, käyttörulla käännetään tai vaihdetaan sopivaan.
Hitsauskoneen kelalla voi olla eri kokoja. Jos se ei sovi, käytä adapteria. Ennen säädön aloittamista lanka asennetaan haluttuun uraan. Tämän jälkeen sitä puristetaan säätötelalla.
Seuraavassa vaiheessa syöttöletku valmistetaan. Se on avattava, jotta taitokset poistetaan. Tämä voidaan tehdä kätevästi tasaisella alustalla.
Luemme: Sähköhitsaus aloittelijoille
Hitsauselektrodien valmistus
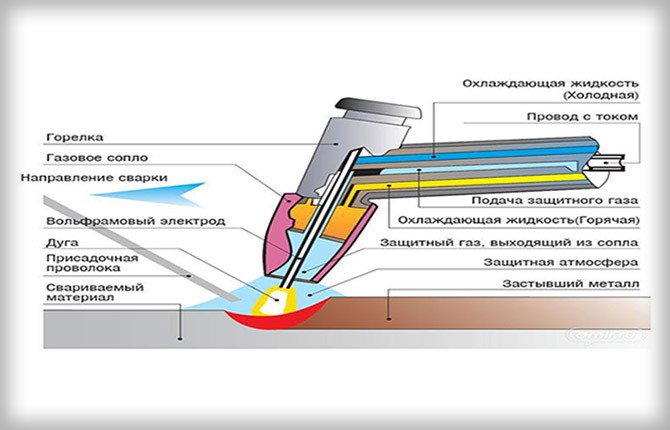
Hitsauksen pääominaisuus on elektrodi, joka toimittaa sähkövirtaa hitsattaviin osiin. Niiden valmistukseen käytetään metalliseoksia, joilla on korkea sähkön- ja lämmönjohtavuus. Kupari- tai pronssilejeeringeillä on nämä ominaisuudet.
Elektrodin kärki kuumenee eniten, joten tämä osa tulee nopeimmin käyttökelvottomaksi. Tästä syystä se on teroitettava hitsaustyön aikana. Kärjen optimaalinen muoto on kartio.
Elektrodien käytön laajentamiseksi useiden ehtojen on täytyttävä:
- valitse elektrodi työstettävän materiaalin perusteella;
- käytä vesitakkia;
- Älä käytä ohutkärkisiä elektrodeja raskaaseen hitsaukseen;
- Säilytä elektrodit oikein ja estä ne vahingoittumasta.
Elektrodien valmistelu työhön edellyttää niiden kalsinointia tai kuivaamista. Tämä on tehtävä pinnoitteen kosteustason vähentämiseksi, mikä vaikuttaa haitallisesti suoritetun työn laatuun.
Kuivaamattomia elektrodeja on vaikea sytyttää, murentua tai tarttua. Kuivaus on suoritettava välittömästi ennen käyttöä, koska saman elektrodin kalsinointi yli 3 kertaa voi johtaa pinnoitteen irtoamiseen tangosta.
Pinnan esikäsittely
Ennen kuin suoritat pistehitsauksen omin käsin, sinun on valmistettava metalli. Prosessi koostuu alueen, jossa sauma tehdään, puhdistamisesta korroosiolta, saastumiselta ja hapettumiselta. Ilman tätä laitteen teho voi pienentyä käytön aikana ja sen kulumisaste kasvaa.
Käytä pinnan puhdistamiseen hiomapaperia, metalliharjaa tai hiekkapuhallusta. Jos osa on kooltaan pieni, se voidaan säilyttää erikoisliuoksessa.
Valmistusprosessi on erilainen käytettäessä alumiinia tai siitä valmistettua seosta. Tämän metallin pinnalla on oksidikalvo. Se ei salli osan täysin kuumenemista ja hitsaamista. Siksi se on poistettava ennen työn aloittamista.
Pistehitsaustekniikka
Pistehitsausprosessi perustuu hitsausvirran pulssiin, joka johtaa osien kuumenemiseen. Sen kesto on 0,01-0,1 s. Tällainen pulssi johtaa metallin sulamiseen kosketusvyöhykkeellä nestemäisen ytimen muodostuessa. Se on sama kahdelle osalle, jotka on koottava. Tämän jälkeen osia pidetään jonkin aikaa, kunnes ne jäähtyvät ja ydin kiteytyy.
Hitsauspaikan valinta
Paikka, jossa hitsaustyöt suoritetaan, on pidettävä puhtaana. Kaikkien työkalujen tulee olla hyvässä toimintakunnossa. Rakenteiden kiinnitys- tai kokoamistyöt tulee suorittaa pukeissa, tasaisella alustalla.
Muuntaja sijoitetaan metallialustalle, jonka korkeus on 10 ja leveys vähintään 80 cm. Pääsyn niihin on oltava ilmainen. Muuntajan kytkimet on sijoitettu putkimaisille telineille. Virtamuuntimet on asennettu lattialle pylväiden viereen ja kytkinlaitteet on asennettu pilarin seinään.
Turvallisen hitsaustyön varmistamiseksi tarvitaan vakaa ilmanvaihto. Tämä vähentää haitallisten aineiden määrää ilmaan pistehitsauksen tai muun hitsauksen aikana.
Luemme: Kuinka hitsata pysty- ja vaakasaumat sähköhitsauksella
Pistehitsaussovellus
Pistehitsausprosessissa on useita vaiheita:
- pinnan puhdistus, tasoitus ja työkappaleiden sovitus;
- kiinnitä osat pihdeillä puristamalla kevyesti taipumaan;
- metallin kuumennus elektrodilla, sulatus, hitsatun ytimen muodostaminen;
- kun työskentelet automaattisen laitteen kanssa, puristus vapautetaan;
- virran katkaiseminen sen jälkeen, kun työpinta on saanut punaisen sävyn;
- osien voimakas puristus korkealaatuisen hitsatun ytimen muodostamiseksi metallin jäähtyessä.
Metallin roiskeiden estämiseksi on tarpeen hallita osien puristusta virran käytön aikana.
Pistehitsauksen ominaisuudet
Pistemenetelmän erityispiirre on osien kiinnittäminen erityisillä pihdeillä, joiden läpi johdetaan sähkövirta. Sen avulla metalli kuumennetaan elektrodin kosketuskohdassa. Tällä hetkellä osa puristetaan ja joillain pehmennetyillä alueilla saadaan eräänlainen "kuuma niitti", jota rajoittaa kärki.
Pistehitsauksen ominaisuudet:
- käyttöjännite - alle 10 V;
- käyttövirta - yli 1000 A;
- lyhytaikainen yhteys (muutama sekunti);
- pihtien aiheuttama korkea paine.
Hyödyt ja haitat
Metallielementtien hitsauspistemenetelmän edut:
- Suuri nopeus. Korkea lämpötila edistää metallin nopeaa ja tasaista liittämistä. Näin vältetään sen muodonmuutos.
- Alhaiset kustannukset mahdollistavat pisteteknologian massakäytön. Prosessin automatisointi vähentää kustannuksia entisestään.
- Alhainen energiankulutus muihin hitsaustekniikoihin verrattuna.
- Työn tekemisen helppous.
Mutta tekniikalla on myös haittoja:
- Kyvyttömyys liittää suuripaksuisia osia. Tämä johtuu siitä, että tuloksena oleva sauma ei ole tarpeeksi vahva ja voi vaurioitua osaan kohdistuvan fyysisen tai mekaanisen vaikutuksen seurauksena.
- Hitsaustyö vaatii vapaata tilaa.
- Liitoksen ulkonäkö ei välttämättä ole tarpeeksi houkutteleva, joten pistetekniikkaa käytetään huomaamattomissa paikoissa.
- Suuri vaara työn aikana. On tärkeää noudattaa turvatoimia loukkaantumisen välttämiseksi. Tarvitaan myös erityinen suojaus metalliroiskeilta ja kipinöiltä.
Käyttöalueet
Pistehitsausmenetelmää käytetään, kun on tarpeen valmistaa metallirakenteita yhdistämällä yksittäisiä elementtejä. Tekniikka on luotettava, nopea ja helppo suorittaa, ja itse prosessi voidaan automatisoida. Siksi tekniikkaa käytetään, jos sinun on tehtävä seuraavat rakenteet:
- autot, maatalous-, rautatie-ja muut laitteet;
- kodinkoneet (jääkaapit);
- mikroelektroniikan elementit;
- monoliittisten laattojen vahvistamisesta valmistetut kehykset;
- korut.
Perusvirheet pistehitsauksessa
Kestävän tuotteen valmistamiseksi on tärkeää välttää yleisiä virheitä hitsaustöitä tehtäessä. Mihin sinun tulee kiinnittää huomiota, jotta voit tehdä laadukkaan suunnittelun?
Kuvaus virheistä
Pistehitsaus vaatii tarkkoja asetuksia ja tulosten seurantaa. Yleisimmät tehdyt virheet ovat:
- Loppuun palaminen. Se on rakenteessa oleva reikä, jonka reunat irtoavat helposti. Tämä tapahtuu, kun metalliosalla on pitkä pulssi, suuri virta tai suuri puristus, mikä aiheuttaa sen ylikuumenemisen ja tyhjenemisen. Tämän välttämiseksi sinun on vähennettävä painetta tai vähennettävä virtaa.
- Roiskeet. Jos heikkoa pulssia käytetään pitkään tai voimakasta puristusta, metalli voi siirtyä ytimen ulkopuolelle ja muodostua tyhjiä tiloja. Käytön aikana tällaiset roiskeet muistuttavat pisteistä lentäviä kipinöitä. Paksuus näiden pisteiden ympärillä pienenee, mikä tekee liitännästä vähemmän turvallista.
- Läpäisyn puute. Sydän ei ehkä lämpene, jos annat heikon impulssin, löysät pihdit etkä purista osaa liikaa. Tämä voi johtaa tällaisen pisteen irtoamiseen fyysisen toiminnan aikana. Sulamisen puutetta voi esiintyä silloin, kun hitsauskohdat ovat lähellä toisiaan, joten viereisestä pisteestä tulee shuntti, joka johtaa osan sähköenergiasta. Se ei riitä sulattamaan metallia.
- Pisteen halkaisijan pienentäminen. Jos teet lyhyen pulssin tai painat osia löysästi, sulatusalue ei ole riittävä. Tällöin pisteeseen muodostuu mikroseoksia, jotka ovat heikompia kuin monoliittinen hitsaus.
- Halkeamia metallissa. Ne voivat ilmaantua, jos kärjet on tehty lähelle limityksen reunaa, metallia ei ole valmistettu tai pihtejä ei ole puristettu kunnolla. Tällainen vika voidaan tutkia suurennuslasin alla.

Tapoja korjata ne
Pistehitsauksen laadun tarkistaminen on melko vaikeaa. Valmistuksessa yleisesti käytetyt ultraäänitekniikat eivät välttämättä ole tehokkaita. Valmiin osan tarkistamiseksi suoritetaan kontrollimurtumakoe.
Jos vikoja havaitaan, voit toimia seuraavasti:
- hitsaa kohta uudelleen;
- puhdistaa ulkoiset roiskeet;
- poraa vika ja hitsaa se uudelleen puoliautomaattisella hitsauskoneella;
- tee niitti (puhallus tai hitsattu);
- tako kuuma piste.
Pistehitsaustekniikka on melko yleinen. Mutta ammattilaitteet ovat kalliita, joten kotona olevat käsityöläiset voivat tehdä kotitekoisia laitteita vanhoista mikroaaltouuneista. Laitteen piirustukset ja kaaviot ovat saatavilla Internetissä.
Pistehitsaus on helppo suorittaa ja sen taloudelliset kustannukset ovat minimaaliset. Sitä suoritettaessa on noudatettava turvatoimia ja noudatettava työsääntöjä. Tämä vähentää loukkaantumisriskiä ja antaa sinun tehdä korkealaatuisen metallirakenteen.
Onko sinulla pistehitsaustaitoja? Jaa salaisuutesi kommenteissa. Älä myöskään unohda lisätä artikkelia kirjanmerkkeihin ja jakaa linkki ystävillesi.