A megjelenés polietilén, alumínium és polipropilén alapú háromrétegű csövek egy időben a legtöbb rajongó felfedezésévé vált, hogy saját kezűleg építsen. A merev és ugyanakkor rugalmas fém-műanyag csővel való munka sokkal kényelmesebb volt, mint az acél vagy a tiszta polipropilén.
Az igazi felfedezés azonban az volt, hogy a vízcsöveket egyszerűen kézzel lehetett hajlítani, ehhez egy fém-műanyag csőhöz speciális rugót használtak. Ráadásul a hajlítási minőség meglehetősen jó volt.
A cikk tartalma:
- Amikor rugóra van szüksége
- Hogyan hajlítják meg a csöveket
- Mi adja a rugó hasznát
-
Tavaszi típusok
- Belső rugók
- Külső rugók
- Fém-műanyag cső hajlítási sugarának kiszámítása
- Önhajlító fém-műanyag csövek rugóval
Amikor rugóra van szüksége
A fém-műanyag cső előnye a viszonylag vékony műanyag műanyag falak merev alumínium erősítéssel való kombinációja. Ez azt jelenti, hogy kis radiális vagy hosszanti terhelés esetén a termék úgy viselkedik, mint a vinil hidegben.
Egy bizonyos csavarási szögig egyenletes hajlításra alkalmas. Amint a sugár egy bizonyos értéknél kisebb lesz, a fém-műanyag cső elszakad, és "csukló" vagy mesenterium keletkezik.
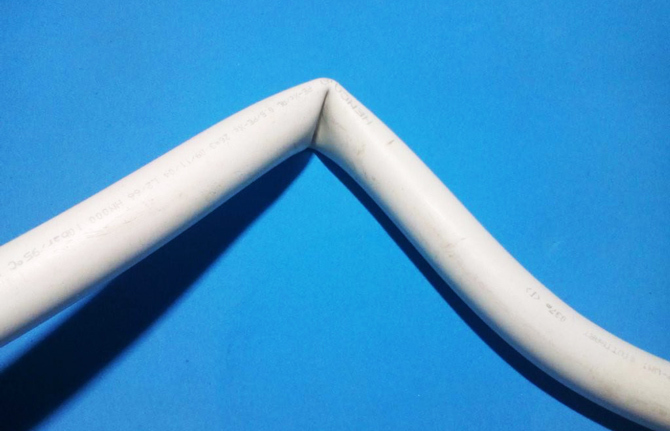
Megpróbálhatja beigazítani a munkadarabot, és erre vannak speciális trükkök, de csak rövid szakaszokra. Ha a probléma a fűtési rendszer vagy a padlófűtési kör hosszú szakaszával merült fel, akkor a helyzet két szerelvény felszerelésével javítható a törésponton.
Az alumínium és polietilén rétegek tartóssága attól függ, hogy a fém-műanyag cső milyen helyesen van meghajlítva. Ha legalább az egyik megsérült, akkor a fém-műanyag elkerülhetetlenül meghibásodik.
Hogyan hajlítják meg a csöveket
A fém-műanyag munkadarab helyes hajlításának számos alapvető módja van.
Otthon három főt használnak:
- A csövet kézzel vagy asztallal kell meghajlítani csőhajlító különböző görbületi sugarú lodges-készlettel.
- A gyors hajlítást vezetőrugó segítségével hajtják végre;
- Egyszeri kanyarokat egy rögtönzött tartó segítségével is meg lehet tenni.
A legmagasabb hajlítási minőséget kézi csőhajlítóval, a legalacsonyabbat félkézműves szerszámokkal érjük el.

Bármilyen kísérlet arra, hogy a csövet önmetsző sablonnal vagy rétegelt lemez vezetővel meghajlítsák, a polietilén leválásához vezet a cső belső falán. Még akkor sem, ha az alumínium hegesztése sértetlen marad, továbbra sem lesz megbízható fémvédelem a víztől.

Nincs értelme csőhajlítót vásárolni egy tucat sugarú hajlítás érdekében. Ezért az lenne az optimális megoldás rugó fém-műanyag csövek hajlításához, főleg, hogy költsége egy nagyságrenddel alacsonyabb, mint egy jó minőségű kéziszerszámé.
Mi adja a rugó hasznát
A megfizethető ár mellett a rugós fúró használata két előnnyel is jár:
A munkadarab meghajlítása során a rugó krómozott tekercsei a belső felületen végigcsúsznak anélkül, hogy a vékony polietilénréteget megkarcolnák vagy károsítanák.
A vezetőrugó merev alapja nem teszi lehetővé, hogy a falak a hajlítási sugárhoz képest keresztirányban deformálódjanak. A szakasz kerek marad, a fém-műanyag cső belsejében nem lesz mesenterium, ami azt jelenti, hogy nem halmozódik fel törmelék, rozsdalerakódás.
A rugó használatának másik előnye a változó görbületi sugarú cső hajlítási képessége. Csak kézzel és rugóval hajtják végre. De csak egy tapasztalt mesterember végezhet ilyen fordulatot a csőhajlítón.
Tavaszi típusok
A rugós vezeték használatának egyetlen hátránya a fém-műanyag cső bizonyos átmérőjére való "élezése".
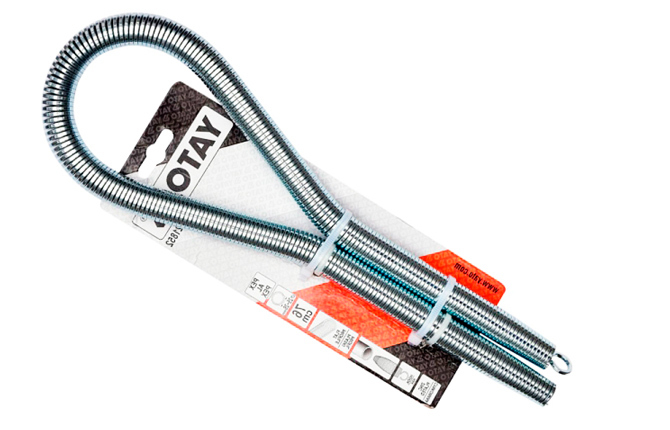
A csődarab mérete a rugóval ellátott csomagoláson van feltüntetve. Ezért a vízellátó rendszer vagy a "meleg padló" rendszer összeállításához egy lakásban rugós vezetékeket kell vásárolnia több csőátmérőhöz.
Az értékesítés során gyakran találhat két különböző átmérőjű rugókészletet, és a vezetők másképp néznek ki. Ez egy megerősített műanyag cső hajlítására szolgáló készlet, amely egy belső vezetőrugót és egy külső rugót tartalmaz többrétegű csövek számára. Az ilyen készleteket 25 mm-nél nagyobb átmérőjű munkadarabok hajlítására használják. Más esetekben egy rugós vezetéket használhat.
A rugók huzalprofilban eltérőek lehetnek. A huzalalap keresztmetszete lehet kerek vagy téglalap alakú.
Belső rugók
A fém-műanyag cső hajlítására szolgáló flexibilis fúró könnyen megkülönböztethető a végén található jellegzetes huzalkúpról és a gyűrű jelenlétéről. Külső átmérője 1-1,5 mm-rel kisebb, mint a csőtuskó belső mérete. Ezért a készülék elkeskenyedő vége segít behelyezni, és az összes fordulaton áthaladni a hajlításig.
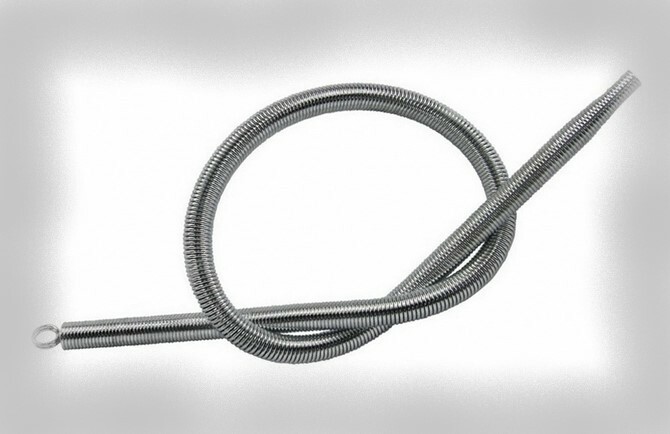
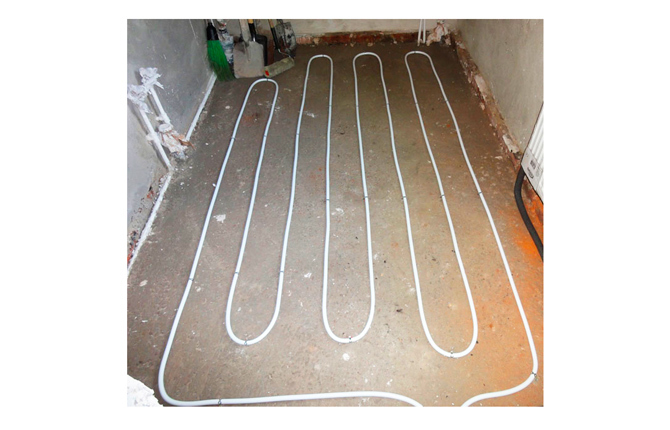
A gyűrűre egy zsinór van kötve, amellyel a vezetőt a hajlítás helyére húzhatja. A gyűrűt és a kúpot nélkülözhetetlennek tekintik hosszú csővezetékek hajlításakor, például ha vízmelegített padlót kell lefektetni egy folyamatos szegmensben.
Külső rugók
Ez a típusú vezetőrugó a csődarabra van felhelyezve, ezért a készülék egyik vége harang alakú.

A kis átmérőjű munkadarabok hajlítására tervezett modellek végein gyűrűk vannak, amelyek 90 -os szögben hajlottakO a munkadarab tengelyéhez.

Arra szolgálnak, hogy a rugót kézzel biztosan tartsák hajlításkor. A kültéri modellek biztonságosabbnak és kényelmesebbnek tekinthetők. A selejtezési arány többszörösen alacsonyabb, mint belső vezetékek használatakor.
Fém-műanyag cső hajlítási sugarának kiszámítása
Van egy feltételes képlet a munkadarab testének minimális megengedett forgási sugarának kiszámítására hideg állapotban történő hajlításkor. Kézi hajlításnál az R sugár nem lehet kisebb, mint a fém-műanyag munkadarab külső átmérőjének 5-szörös szorzata. Például egy 20 mm-es csőnél a hajlítási sugárnak legalább 100 mm-nek kell lennie.
Ez azt jelenti, hogy a kézzel patkóhoz vagy félkörhöz hajlított csőtuskó végei közötti távolság 200 mm lesz.
Rugó használatakor a hajlítási sugarat a munkadarab 3,5 átmérőjével egyenlőnek veszik.
Önhajlító fém-műanyag csövek rugóval
Jól bevált vélemény, hogy a fém-műanyagból készült csőtuskákat hajlítás előtt hajszárítóval 80-90 fokra kell melegíteni. OVAL VEL. Úgy gondolják, hogy a fűtött külső polipropilén és belső polietilén réteg plasztikusabbá válik, hajlításkor könnyebben deformálódik.
A gyakorlatban a munkadarabok melegítése csak akkor javasolt, ha a munkavégzés kézzel történik, +5 alatti hőmérsékleten OVAL VEL. Ellenkező esetben a melegítés károsíthatja az XLPE belső réteget.
A hajlítási folyamat a következő:
- Helyezze be a vezetőrugót a csődarabba. Ha a munkadarab egy viszonylag rövid darabján több hajlítást tervezünk, 10-15 csepp glicerint adhatunk a belsejébe. Hosszú szakaszokhoz a legjobb, ha nem kenő külső rugót használ.
- Egy zsinór vagy sín segítségével a jig a hajlítási zónába tolódik. Az egy méternél hosszabb munkadaraboknál a lyukakat hab gumi tamponokkal kell lezárni, hogy a rugó ne mozduljon el a munka megkezdése előtt.
- A hajlítást rövid, gyengéd mozdulatokkal végezzük. A hajlított szakasz feltételes végeit a kézfejekkel körbetekerjük, a hüvelykujjakat a középpontnak támasztjuk, és a munkadarabot meghajlítjuk.
Ha kis sugarú kanyarra van szükség, akkor kézzel kell megfognia a hajlított szakasz hosszát. A hajlítás általában 15-20 hajlító mozdulattal történik. Még kissé meg kell lazítani a kanyart, hogy a zsinórnál fogva kihúzza a rugót. Ezután öblítse le szappanos vízzel, hogy eltávolítsa a maradék glicerinzsírt.
Volt már olyan, hogy saját magának kellett fém-műanyag csöveket hajlítania?
A fém-műanyag csövek rugója kényelmes és könnyen használható eszköz. Bárki megtanulhat dolgozni egy vezetőrugóval. A hajlítóeszközöket gyakran kézzel készítik.
Rugó műanyag csövek hajlításához: videó
A gyakorlatban kellett már barkácsoló rugós vezetőket készítened? Ossza meg, milyen sikeresek voltak a rugók, kényelmes volt-e hajlítani a fém-műanyag csövet házi készítésű eszközzel. Mentse el a cikket a könyvjelzők közé, hogy ne veszítse el a hasznos információkat.


