Az argonhegesztés a fémek összekapcsolásának egyik fajtája az elektromos íveljárással. Az ívet az inaktív gázgömbben egy volfrámelektróda segítségével gyújtják meg. Ezzel egyidejűleg a hegesztendő alkatrészek élei megolvadnak, megbízhatóan összeállnak.
A cikk tartalma:
- Argon hegesztés - jellemzők és leírás
- Argon hegesztés osztályozása
- Argon hegesztés - amire szüksége van a szerszámokból és berendezésekből
- Biztonsági megfelelőség
- Az argonhegesztés használatának lépésről lépésre vonatkozó utasításai
Argon hegesztés - jellemzők és leírás
Az argonhegesztésre jellemző tulajdonság az elektromos és gázhegesztési elvek sikeres kombinációjának tekinthető. Ezt a hegesztési technikát kiváló minőségű varratok jellemzik. Gondosan polírozottak, és a teljes munkaciklus végén a párosítási pontok egyáltalán nem észrevehetők.

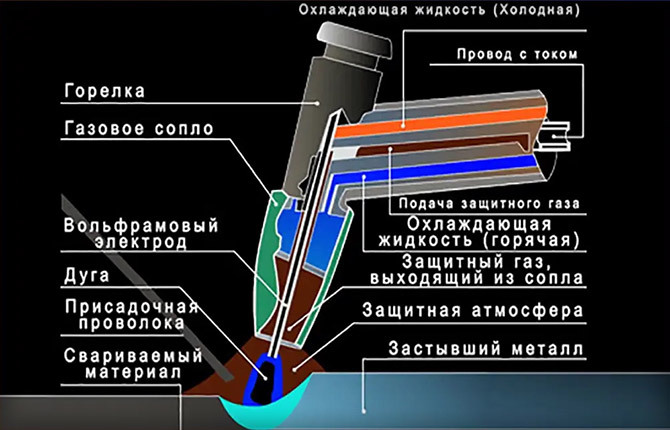
A folyamat fő tényezője az elektromos ív. Itt történik az elektromos energia hőenergiává történő átalakítása. A magas hőküszöb megolvasztja a fémet a hegesztési ponton. Ha az ívet simán mozgatják, az anyag megolvad, és a munkadarabok szorosan össze vannak kötve. Az elektróda mozgatásával a hegesztési medence paraméterei, a hegesztési sebesség, a behatolás mértéke, a varrat minősége és szélessége beállítható.
A hézagok kitöltéséhez egy magas fémgyöngyöt kell a varratra olvasztani, töltőhuzalt használnak. Ugyanolyan összetételűnek kell lennie, mint a hegesztendő anyag. A töltőhuzalt kézzel vezetik be az olvadáspontba.
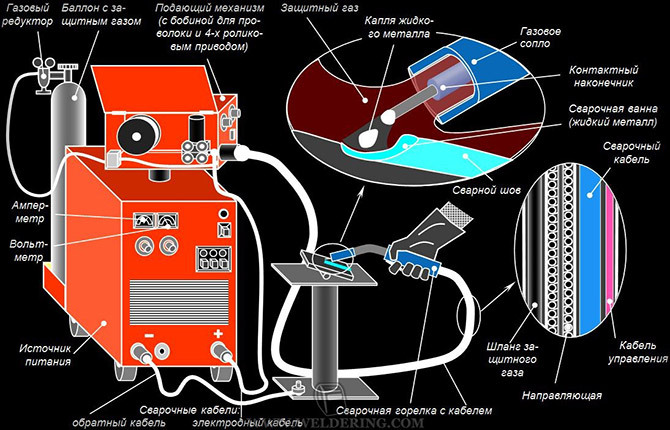
A tápegység egy inverteres egység vezérléssel, nulla gázellátó rendszerrel, csatlakozókkal, ahol az égő csatlakozik. Az áramerősség változhat, lehet állandó és változó is.
Az argonhegesztő egység működése során a szerszám fúvókáján keresztül inert argongáz kerül az ívzónába. „kiszorítja” a légköri levegőt a hegesztőmedencéből, beleértve az oxigént és a nitrogént is. A fém varratok így megbízhatóan védettek a hegesztés során. Az ív alapja is védett - egy nem fogyó wolframelektróda. Ha azonban a hegesztést inert gáz nélkül végezzük, a wolfram az oxigén agresszív hatásának van kitéve, és megsemmisül.
A légköri levegő hátrányosan befolyásolja a hegesztési folyamat minőségét.Inert gázt használnak a fúziós zóna légköri oxigéntől való védelmére. A normál gyakorlatban ez argon. Erre a célra hélium használható, de költsége sokkal magasabb. Az argon alacsony árát az magyarázza, hogy az ipari levegős oxigén- és nitrogénszeparációs eljárás mellékterméke.
Az argon ívhegesztés előnyei:
- Esztétikus, nagy szilárdságú varrás.
- Folyasztószerek, elektródaburkolatok nem szükségesek.
- Bármilyen méretű részekkel dolgozzon.
- Fém felületkezelésének lehetősége az alkatrészek sérült részein azok helyreállításához.
- Nehezen hegeszthető fémek (titán, öntöttvas, alumínium és mások) csatlakoztatása.
- Minimális kibocsátott aeroszol, összehasonlítva más hegesztési típusokkal.
- Az „argonba” vágott fém éle ideális geometriájú, nem képződnek rajta oxid- és nitridfilmek.
- Az argon módszer lehetővé teszi vékony fémrétegek csatlakoztatását, speciális hegesztési műveletek elvégzését.
A hátrányok közé tartozik, hogy az argon fémhegesztés lassabb, mint más hegesztőgépekkel és módszerekkel.

Az argonnal végzett munka veszélyt jelent az emberi egészségre. A belélegzett argongáz szédülést vált ki, hányingerhez, hányáshoz, eszméletvesztéshez és akár halálhoz is vezethet. Az argonhegesztéssel dolgozók gyakran tapasztalnak fejfájást, fülzúgást, fáradtságot, emésztési zavarokat és légzési problémákat.
A hegesztőnek fennáll annak a veszélye, hogy aluminózissal, egy visszafordíthatatlan tüdőpatológiával megbetegszik, mivel ki van téve az ózon, a radioaktivitás és a nitrogén-oxidok negatív hatásainak.
Argon hegesztés osztályozása
Az argonhegesztési technológia külön funkcionális elvek szerint osztályozható:
- Kézi úton. A hegesztőpisztoly, ívpisztoly, töltőanyag kezelését a hegesztő kézzel végzi. Tapasztalata és képzettsége meghatározta a folyamat ütemét, a hegesztési varratok paramétereit.

- Félautomata.A berendezés rendelkezik a töltőhuzal adagolására szolgáló funkcióval. Az egység huzalelőtoló mechanizmussal van felszerelve. A hegesztő csak argon égővel működik, az egyik keze szabad marad. Megfoghatja vagy kihajthatja a munkadarabokat. A módszer hatékonyabb, mint a kézi, de nagyon fontos a hegesztő képesítése.
- Auto. A huzal adagolása, a kocsi mozgatása fáklyával automatikusan, a dolgozó részvétele nélkül történik. A sima, kiváló minőségű hegesztések előnyei. A kezelő feladata a paraméterek ellenőrzése és helyes beállítása - a szükséges behatolás mélysége, a kocsi optimális sebessége stb.
Ezenkívül az argonhegesztést a tényleges folyamat különbözteti meg - függetlenül attól, hogy használnak-e töltőhuzalt vagy sem.
Adalékanyag nélkül vékony fém (legfeljebb 2 mm) hegeszthető, szoros bilinccsel - a varrás mentén nem lehet hézag. Ezután az élek megolvadnak az elektródával, és ez a fém elegendő a munkadarabok összekapcsolásához. Kiderül, hogy szűk, vékony, sima, mint egy tükör, egy varrás "mérleg" nélkül.
Töltőhuzallal tovább tart a főzés. A varrat típusa „pikkelyes”, míg a pikkelyrétegek száma közvetlenül függ a hegesztőmedence adalékanyag-ellátásának ritmusától. Minőségileg a legfeljebb 5 mm széles alkatrészek közötti hézagokat megolvasztják, a horony alatt dudorokat hegesztenek. A töltőanyag módszert 3 mm vastagságú fémek argonhegesztésére használják.
Nem is olyan régen megjelent az argoníves hegesztés egy másik innovatív technológiája - a robot. Sajátossága, hogy az alkatrészek hegesztését szállítószalagokon robotkomplexumok végzik. A módszert magas termelékenység és alacsony munkaköltség jellemzi.

Hátránya az egyedi berendezések jelentős költsége, a sürgős vonzás magasan képzett szakemberek karbantartásra, szoftvertámogatásra, finomhangolásra robot csomópontok. A technológiát nagy mennyiségű gyártásra tervezték.
Argon hegesztés - amire szüksége van a szerszámokból és berendezésekből
Az argon ívhegesztéshez szükséges berendezések és szerszámok 3 csoportra oszthatók.
Az első tartalmazza speciális eszközök, amelyek egy meghatározott műveletet hajtanak végre. Az ilyen eszközökkel végzett argonhegesztést a nagyméretű soros gyártás nagyvállalatainál használják.
Második - speciális berendezések, amelyek egy bizonyos kategóriájú alkatrész szűk körével történő műveletekre vannak konfigurálva.
Harmadik- univerzális gépek, többféle művelethez és anyaghoz használhatók. Ez a sorozatgyártású készülékek legnépszerűbb csoportja. Nemcsak ipari célokra használják őket széles körben, hanem nagy kereslet van a kézműves, "garázsos" kézművesek körében.
Berendezéskészlet univerzális argonhegesztéshez:
- overallok, lábbelik, egyéni védőfelszerelések;
- egység nem fogyó elektródával történő munkavégzéshez;
- wolfram nem fogyasztható elektródák;
- töltőhuzal;
- nagynyomású tömlők;
- gázpalack;
- gáz reduktor;
- segédeszköz.
Egy gázpalackban, sűrített formában, van egy gáz - argon. A palackokat különféle gázokhoz használják. Annak érdekében, hogy ne keverjük össze ugyanazt a tartályt különböző tartalommal, a hengereket jelöljük. Tehát nyers argont pumpálnak egy fekete hengerbe, fehér felirattal, fehér csíkkal. Argon műszaki - szintén fekete hengerben, de kék a felirat, kék a csík. A tiszta argont szürke henger jelzi, zöld felirattal és csíkkal. A hengerekre egyéb speciális műszaki adatok is rá vannak nyomva.
Mindegyik reduktor a "saját" gázhoz van ellátva. A reduktor színének meg kell egyeznie a gázpalack színével. Olcsó változatban "fekete", szén-dioxid hajtóművet használhat. De leggyakrabban egy rotaméterrel ellátott reduktort argon alá szerelnek be.
Az argon esetében minőségük és megbízhatóságuk miatt nagynyomású oxigéntömlőket használnak. A belső átmérő 9-18 mm között változik. Így nem lesz nehéz kiválasztani a megfelelőt.
Az argonhegesztés áramforrását a munka során elvégzendő célok és feladatok alapján választják ki.
A volfrámelektródákat az ív elindítására és fenntartására tervezték. Megfelelő jelöléssel rendelkeznek, amely jellemzi tulajdonságaikat, speciális szennyeződések jelenlétét.
Segédanyagokra van szükség a fém hegesztésre való előkészítéséhez, például köszörűre, különféle fémkefékre.
Biztonsági megfelelőség
Az argon, mint minden más hegesztési módszer, szigorúan be kell tartani a biztonsági előírásokat. Legtöbbjük egyszerű, de megvalósításuk nemcsak az egészséget, hanem az életet is megmentheti.
A munkát speciális helyiségekben vagy fülkékben kell megszervezni. Ahol ezek a feltételek nem valósíthatók meg, ott az argonhegesztés helyét paravánokkal kell elkeríteni. Rétegelt lemezből készült panelek, égésgátló kompozícióval festve, amely cink-oxidot is tartalmaz, amely elnyeli az ultraibolya sugarakat. Az ilyen kerítés magassága nem lehet kevesebb 2 m-nél.
Az argon hegesztő berendezés sík felületre kerül beépítésre a technológiai méretek betartásával. A hegesztő munkahelyét elszívó és befúvó szellőzéssel kell ellátni. A kipufogó panelek nagyon hatékonyak. Vízszintesen vagy ferdén helyezkednek el úgy, hogy az ívből származó szennyezett levegőt lefelé vagy a hegesztőgéptől távolítják el. Ez megakadályozza a káros anyagok bejutását a dolgozó légzőrendszerébe.
Mit kell tennie a munka megkezdése előtt:
- Vizsgálja meg és győződjön meg arról, hogy a hegesztő speciális ruházata, lábbelije, védőfelszerelése jó állapotú, tiszta, olajjal vagy más éghető anyaggal nem telített.
- Overall felvéve, minden gombot rögzíteni, szalagot felkötni, cipőt befűzni.
- A kabát és a nadrág lazán hordott, a zsebeket szelepekkel kell zárni, a haj a fejdísz alá bújik.
- Ellenőrizze a munkahelyet, a világítást, a motorháztetőt.
- Távolítsa el a felesleges munkadarabokat, a felesleges tárgyakat, a gyúlékony anyagokat.
- Vizsgálja meg a berendezést. Megbízhatóan földelni kell, a nagyfeszültségű érintkezők védettek és zártak, a vezetékek épsége nem sérül meg.
- Győződjön meg arról, hogy a berendezés mérő- és jelzőberendezései, blokkoló berendezései működnek.
- Ne kezdje el a munkát, amíg a feltárt hiányosságokat teljesen meg nem szünteti.

Az argonhegesztés használatának lépésről lépésre vonatkozó utasításai
Hegesztés előtt a munkadarabot alaposan meg kell tisztítani a szennyeződéstől, a gépolajtól és a zsírtól. Ezt bármilyen oldószerrel meg lehet tenni. Ha a hegesztendő alkatrészek vastagsága meghaladja a 4 mm-t, akkor az éleket le kell vágni, és az argonhegesztést csak tompahegesztéssel végezzük.
Az oxidfilmek megsemmisítésére a csomópontot fémkefével kezelik. Az összetett geometriájú csatlakozásokat sarokcsiszolóval tisztítjuk.
A nedvesség eltávolítása érdekében a munkadarabokat 150 fokra kell melegíteni. A vékony fém alá az átégés elkerülése érdekében réz- vagy acéllemezeket helyeznek el a hő eltávolítására.
Az adalékanyag kizárólag az égő előtt, a hegesztett varrat mentén mozog.
Az ív meggyújtása előtt rövid időre (5-7 másodperc) az inert gázellátás bekapcsol. A hegesztés befejezése után ismét meg kell várni, amíg a gázt elzárják.
Az argon ívhegesztési műveletek sorrendje:
- Kapcsolja be a berendezést.
- Csatlakoztassa a földelő vezetéket a hegesztőasztalhoz vagy a munkadarabhoz.
- Nyissa ki a gázpalack szelepét.
- Vigye közelebb az argonégőt a hegesztendő alkatrészhez úgy, hogy az elektródától való távolság 3-5 mm legyen.
- Vegyen fel védőmaszkot, kapcsolja be a tápfeszültséget.
- Tartsa a kapott hegesztési ívet a csatlakozás kezdeti szélén, amíg egy olvadt fém tócsa nem képződik.
- Körkörös sima manipulációkkal érje el az oldalak éleinek megolvadását.
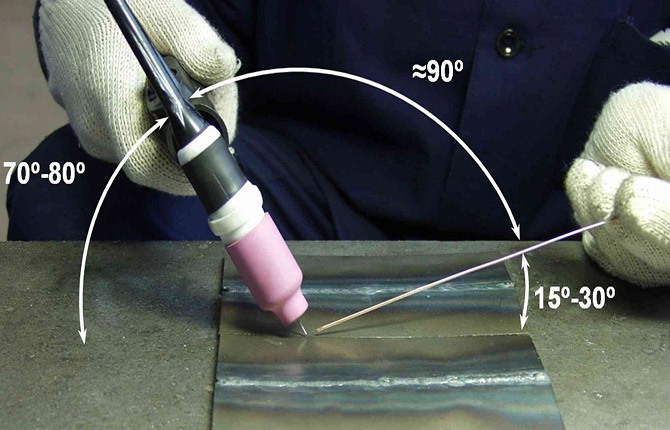
- Tartson 45 fokos szöget az égő és a felület között.
- Lassan és óvatosan mozgassa az égőt a tűvel előre, és vezesse be a töltőhuzalt a fáklyába.
- A varrás végén csökkentse az áramerősséget, hogy feltöltse a krátert.
Az argonhegesztés jövedelmező innovatív módszer a termék helyreállítására. A hegesztési és helyreállítási munkák költsége sokkal alacsonyabb, mint egy új alkatrész gyártása. Egy felújított termék nagyon sokáig eltarthat.
Használtál már valaha argon hegesztést? Meséljen nekünk azokról a jellemző tulajdonságokról, amelyek lehetővé teszik a készségek gyors elsajátítását. Hagyja megjegyzését, ossza meg a cikket a közösségi hálózatokon, vegye fel a könyvjelzők közé.


