Lehetetlen hegesztőgépet vásárolni és minden nap használni további beállítások nélkül. Ez az eszköz használat előtt egy listát igényel az előkészítő munkákról. Ellenkező esetben nem fog normálisan működni. Hogyan kell megfelelően beállítani a hegesztőgépet, és milyen árnyalatokat kell figyelembe venni a vele végzett munka során - mindezt előre meg kell tanulnia.

A cikk tartalma:
-
Beállítási javaslatok
- A gázkeverék kiválasztása
- Feszültség beállítása
- A huzalelőtolás sebességének beállítása
- A helyes polaritás beállítása
- A huzalhosszabbítás beállítása
- A leggyakoribb hibák és tüneteik
Beállítási javaslatok
A telepítésnek számos működési jellemzője van. Mindegyik befolyásolja annak megfelelő működését. Ki kell választani a gázkeveréket, be kell állítani a feszültséget és a sebességet, amellyel a vezetéket táplálják. Végezze el a polaritás beállítását és a huzalhosszabbítás beállítását.
Célszerű az egység beállításának minden szakaszát külön-külön részletesebben megvizsgálni.
A gázkeverék kiválasztása
A hegesztőgép megfelelő beállításának kérdését a gázkeverék kiválasztásakor követendő alapvető szabályok tanulmányozásával kell kezdeni.

Annak érdekében, hogy ne veszélyeztessék a hegesztendő alkatrészek és magának a hegesztőgépnek az integritását, azokat védeni kell. Ehhez tiszta gázt vagy több gázból álló keveréket használnak, különböző arányban - csak munka közben szivattyúzzák a hegesztési zónába.
Félautomata hegesztőgépek használata esetén 2 gázt használnak:
- szénsavas;
- argon.
A gázok tiszta formában és különféle kombinációk hozzáadásával is használhatók. A különböző ötvözetekkel való munkavégzéshez és a kapott varrás jó minőségűhez ki kell választania a megfelelő arányokat:
- Tiszta szén-dioxid (szén-dioxid).Különböző irányú, egy darabból álló berendezések vastag lemezeinek és egyes alkatrészeinek összekapcsolására szolgálnak. Az anyagok, amelyekkel a munkát végzik, vas - öntöttvas és acél alapúak. Ebben az esetben ennek a gáznak a segítségével a hegesztőgép képes lesz megfelelően mély behatolást kialakítani. A folyamat negatív oldala a sok szikra kialakulása. A keletkező varrás egyenetlen és esztétikailag kellemetlen.
- 1-es számú gázkeverék. A munkakeverék 25% szén-dioxidot és 75% argont tartalmaz. Helyesen kell használni olyan esetekben, amikor szükség van vékony fémlemezekkel való érintkezésre. A keverék beállításával ezekben az arányokban egyenletes varrást érhet el.
- 2-es számú gázkeverék. 98% argont és csak 2% szén-dioxidot tartalmaz. A gázkeveréknek ez a beállítása helyes, ha rozsdamentes acélból vagy horganyzott acélból készült fémlemezeket csatlakoztat. A beállítás rézalapú ötvözetek megmunkálására is alkalmas. A kimeneti csatlakozás eredménye kiváló minőségű.
Megfelelő munkakeverék kiválasztása esetén az alkatrészek megbízhatóan csatlakoznak, és intenzív használatuk miatt megnövekedett terhelés esetén sem nyílnak ki.
Feszültség beállítása
Mindig eltérő mélységű behatolás szükséges. A lemezek vastagsága és az összeillesztendő részek mérete is eltérő. Ezért helyesen kell beállítania a hegesztőgép feszültségét.

Csak egy szabály van - ahogy a forrasztás és az ötvözet olvasztására, valamint az ív elégetésére fordított energia növekszik, a nagyobb feszültség igénye is megnő. Végül is a feszültség felelős az elektromos áram hőenergiává alakításáért.
A feszültséget lépésenként állítjuk be. A modern hegesztőgépeken helyes ezt a paramétert 2 lépésben beállítani:
- A beállítás első szakasza – a félautomata készülék hátoldalán a beépítési üzemmódok egyike (1. vagy 2.) elindul.
- A beállítás második szakasza – feszültségszint kiválasztása egy adott üzemmódhoz. Minden félautomata hegesztőgépnek mindig van külön kapcsolója ezzel a paraméterrel történő munkavégzéshez.
A hegesztőgép feszültsége mindig két mód között van kiválasztva - minimum és maximum. A feszültségellátás helyes beállításának megkönnyítése érdekében a gyártók emlékeztetőt helyeznek el az egységeken, amely lehetővé teszi, hogy ezt a paramétert a huzalelőtolási sebességhez igazítsa. Minden hegesztőgépnek megvan a maga működési módok táblázata.
A tápfeszültséget helyesen kell beállítani. A lényeg az, hogy ha túl gyengére állítja, a behatolási mélység nem lesz elegendő. A kialakult varrás túlságosan törékeny lesz. Ellenkezőleg, ha túlzott feszültségű berendezést hoz létre, akkor a munkaanyag elégethet, és alkalmatlanná válik a használatra.
A huzalelőtolás sebességének beállítása
A huzal hegesztőgépbe történő betáplálási sebességét csak a feszültség megfelelő beállítása után szabad beállítani. Az előtolási sebesség határozza meg, hogy az anyag milyen gyorsan olvad meg. Ugyanakkor a működést befolyásolja a hegesztőgép által szolgáltatott feszültség is.

Amikor a hegesztőszál olvadási folyamata megindul, a sebesség, amellyel elkezd mozogni, fokozatosan csökken. Fontos a helyes beállítás, mert:
- Ha az elektróda betáplálását nem megfelelően állította be, akkor fémszerkezetekkel érintkezve alakja az olvadási folyamat megkezdése előtt megváltozik. A hegesztőgép elektródája elkezd tapadni a munkafelülethez, ami szükségtelen megereszkedést okoz. A varrás szakaszos és hanyag lesz.
- Ha az izzószál adagolását úgy állítják be, hogy túl lassan táplálkozzon, fennáll a veszélye, hogy az elektróda kiég, mielőtt megolvadna. Ugyanakkor a hegesztőpisztoly hegye eltömődik. A kapott varrás hullámos lesz.
A hegesztőgépen leggyakrabban a huzalelőtolást kell állítani, mert minden feszültségváltás vagy más töltőszál használata után a huzalelőtolás beállítása elvész. Számos egységmodell lehetővé teszi az elektródaellátás beállításának helyes kiválasztását automatikus üzemmódban (minden műveletet elektronikusan hajtanak végre).
A tapasztalt hegesztők szívesebben használják a következő márkájú hegesztőgépeket: inverteres hegesztés Resanta készülék (190, 200 modell), Awelco (f5 - inverterrel is), Vniissok (Mig-180), Fubag, Svarog, Kedr, Hajnal.
Az interneten sok videó található, amelyek elmagyarázzák a hegesztőgépek modelljeit. Ezért, ha azt szeretné, hogy az egység különféle működési paraméterek automatikus beállításával legyen felszerelve, és megfelelően működjön, javasoljuk, hogy ismerkedjen meg velük.
Minden beállítás össze van kötve. A kapcsolatok jellemzőinek helyes megértése érdekében bölcs dolog tanulmányozni a táblázatot.

A helyes polaritás beállítása
A hegesztőgépen a polaritás helyes beállítása a legegyszerűbb. A gyártók mindig olyan táblákat helyeznek el az egységek házán, amelyek segítségével könnyen érthető, hogy egy adott helyzetben melyik polaritást (közvetlen vagy fordított) a legjobb választani. Minden attól függ, hogy milyen fémekkel és ötvözetekkel lép kapcsolatba.
A közvetlen polaritás beállításához megfelelően csatlakoztassa a gázégőt a „–” jelű terminálhoz. A hegesztőgép fordított polaritású üzemmódba állításához a gázpisztolyt a „+” jellel ellátott terminálhoz kell csatlakoztatni. Az egyszerűség kedvéért ezeket a terminálokat „pozitívnak” és „negatívnak” nevezik.
A polaritás beállítása attól függ, hogy egy adott időpontban milyen típusú menetet használnak a telepítéshez. 2 lehetőség van:
- A vezeték egyszerű. Ebben az esetben szilárd. A különböző fémekkel való kölcsönhatáshoz védőgázt kell használni. A cérna nem tartalmaz adalékanyagot. A munkafelületnek teljesen tisztának kell lennie. Egyszerű huzal használata csak beltérben megengedett. Használatával egyenletes, vékony varrás kialakulására számíthat.
- A vezetéknek fluxusa van. A szál központi része speciális adalékanyaggal rendelkezik. Úgy tervezték, hogy olyan gázt képezzen, amely védő funkciót lát el. Ezért nincs szükség további védőgázok használatára. Egyáltalán nem szükséges a munkafelületet alaposan megtisztítani. Az ilyen forraszanyaggal a szabadban is kölcsönhatásba léphet - az erős szél nem akadályozza meg az egyenletes varrat elérését. Igaz, ennek eredményeként nagy mennyiségű salak képződik, amelyet ártalmatlanítani kell.
Ha normál rézmenetet használ, akkor mindig figyeljen a fordított polaritásra, és csatlakoztassa a pozitív kivezetéshez. De ebben az esetben negatív töltést kell alkalmazni a hegesztendő fémre. Ha a vezeték fluxussal van felszerelve, annak egyenes polaritásúnak kell lennie. A csatlakozás a negatív terminálon keresztül történik. A hegesztendő alkatrészre pozitív töltésű kapocs kerül.
A huzalhosszabbítás beállítása
A hegesztőgép megfelelő beállításához gondoskodnia kell a huzalhosszabbítás beállításáról is. A kinyúlás a hegy végei és a vezeték közötti távolságra utal. Az egyszerűség kedvéért csak azt a hosszt vegye figyelembe, amennyire a szál a csúcstól kinyúlik.
Ha ezt a rendszerparamétert megfelelően konfigurálja, akkor működés közben nagy mennyiségű fröccsenést tud kiküszöbölni, amelyek a végső varrást egyenetlenné és esztétikailag nem vonzóvá teszik. Maga a hegesztőgép is kevesebb vibrációt fog kifejteni. A fémszerkezetek hegesztése helyesen történik - elkerülhető az égés és a lemezek egymáshoz való csatlakozásának elégtelen erőssége.
Kis átmérők alkalmazása esetén a túlnyúlás és a kimenet paraméterei megegyeznek egymással. Ha a menet vastagsága nő, akkor a kioldási paramétert 1-10 milliméterrel kell csökkenteni (a helyzettől függően).
Számos indulási méret létezik. De főleg csak 3 lehetőséget használnak. Mindegyik közvetlenül függ attól, hogy egy adott gázfúvóka milyen kialakítású, és milyen védőkörnyezetet használnak az aktuális hegesztőgépben.
Csak ezen folyamatjellemzők figyelembevételével tudja helyesen konfigurálni a hegesztőgépet és beállítani a szükséges huzalhosszabbítást. Most egyenesen a lehetőségekhez:
- A legtöbb esetben a kiadást a lehető legkevesebbre kell konfigurálni. Az átlagos értékek 6-10 mm. Az érték olyan helyzetben megfelelő, amikor az acélfőzés során szén-dioxidot (argonkeveréket) használnak védőközegként. A felhasznált argon mennyiségének növekedésével a kimenet hossza is növekszik.
- Ha úgy döntenek, hogy tiszta argont használnak védelmi célokra, akkor a hegesztőgép menet túlnyúlását megfelelően be kell állítani úgy, hogy az több mint 10 mm legyen. Egyes modelleknél a kioldás automatikusan beállítható a hegesztési anyagok legnagyobb hatékonyságának elérése érdekében.
- Ha a fúvóka hegye közvetlenül a hegesztőgép testében található (bele süllyesztve), akkor ha túl rövidre állítja a túlnyúlást, akkor nem éri el a kívánt olvadási szintet. Ezért olyan fontos ezt az elemet helyesen konfigurálni.
A hegesztőgép megfelelő beállításának jobb megértése érdekében a legjobb, ha mindig kéznél van ez az asztal.
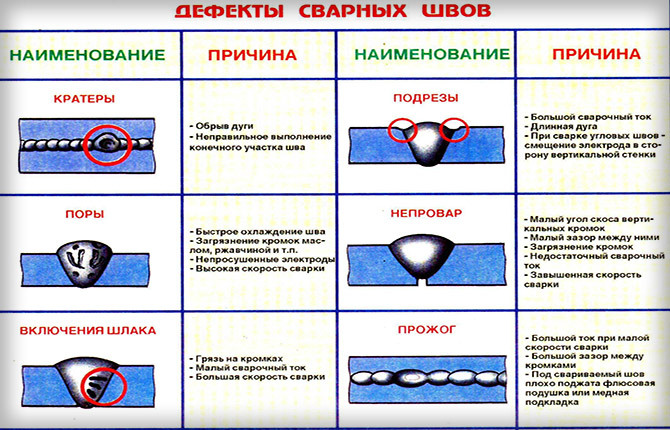
A leggyakoribb hibák és tüneteik
Fontos a hegesztőgép megfelelő beállítása. Ellenkező esetben a varrás minősége nagymértékben szenved. Vagy ami még rosszabb, maga a hegesztőgép meghibásodik. Az alábbiakban tapasztalt lakatosok ajánlásait olvashatja. Mielőtt saját maga állítaná be a hegesztőgépet, érdemes áttanulmányozni őket.
- Ha a betáplált feszültség nem elegendő, a varrat nem hatol elég mélyre.
- Ha az anyagot nem tisztítják meg kellően a hegesztés előtt, a varrat szaggatottan képződik.
- Ne vigye túl messzire az égőt. Ha a hegesztés során 12 mm-nél nagyobb távolságra van az anyagtól, akkor a varrat szakaszosan képződik.
- Ha nagy feszültséget alkalmaznak, de az összeillesztendő anyagok nem elég vastagok, nagy a valószínűsége annak, hogy átégnek. Mindez további idő- és erőforrás-költségekhez vezet, amelyek célja a probléma kiküszöbölése.
- Ha a hegesztési zónában nincs védőgáz, akkor a varrat porózussá válik, és zöldes árnyalatot kap. A porozitás köztudottan negatívan befolyásolja a szerkezet általános szilárdságát. Éppen ezért az oktatását nem szabad megengedni.
- A hegesztőgéppel csak állapotának diagnosztizálása után szabad dolgozni. Mindig szemrevételezéssel kell ellenőrizni. Ellenőrizze, hogy nem sérült-e meg a feszültség alatt álló részek integritása.
A villanásokat elsötétítő speciális hegesztőmaszkok nélkül lehetetlen dolgozni. A kaméleon maszkok fényszűrőként védenek a nagy fényerejű villanások ellen. Ezek nélkül nem tud dolgozni – súlyosan károsíthatja a szemét.
Most nem merülhet fel kérdések a hegesztőgép megfelelő beállításával kapcsolatban. Szigorúan be kell tartania a cikkben található utasításokat és ajánlásokat. A készülék csak ebben az esetben fog megfelelően működni.
Mennyi figyelmet fordít a telepítés munka előtti beállítására? Feltétlenül ossza meg véleményét a megjegyzésekben. Mentse el a cikket a könyvjelzői közé. Talán ez is segít a készülék beállításában.