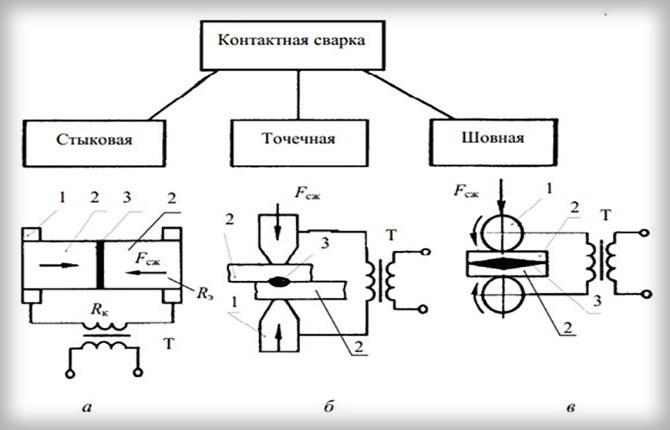
A legelterjedtebb hegesztési mód a ponthegesztés. Fém alkatrészek és szerkezetek összekapcsolására szolgál. Az ilyen csatlakozás minősége az elektromos impulzus megfelelő időtartamától függ. Nézzük meg, hogyan készítsünk ponthegesztést.

A cikk tartalma:
-
Felkészülés a ponthegesztésre
- A hegesztőgép előkészítése
- Hegesztő elektródák előkészítése
- Felület előkészítés
-
Ponthegesztési technika
- A hegesztési hely kiválasztása
- Ponthegesztés alkalmazása
-
A ponthegesztés jellemzői
- Előnyök és hátrányok
- Felhasználási területek
-
Alapvető hibák ponthegesztésnél
- A hibák leírása
- Javításuk módjai
Felkészülés a ponthegesztésre
A jó minőségű csatlakozáshoz az előkészítő munkát megfelelően kell elvégezni. Ezek a felület előkészítéséből állnak, hegesztőgép És elektródák.
A hegesztőgép előkészítése
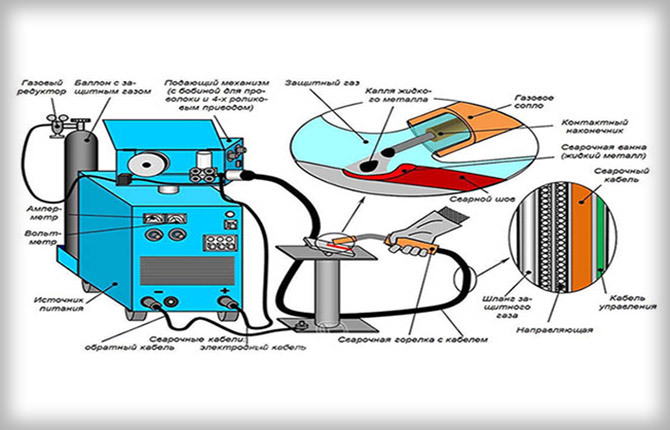
A hegesztéshez speciális felszerelésre van szükség. A vállalkozások hegesztőgépeket használnak. Különböző típusú fémekkel képesek dolgozni.
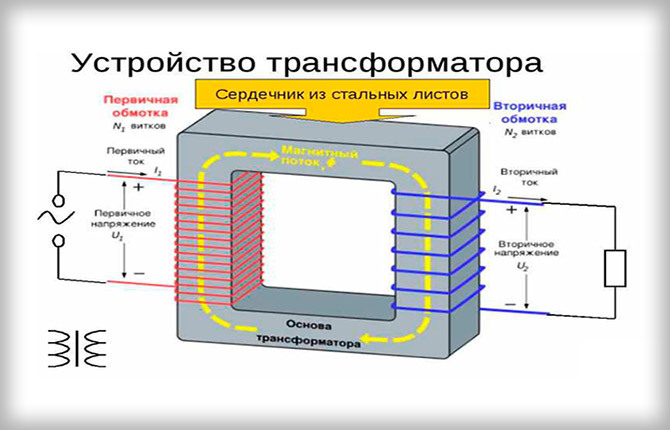
A háztartási fogyasztók kompakt hegesztőgépeket használnak. A készülékhez bilincsek és kis teljesítményű transzformátor tartozik. Üzembe helyezés előtt ellenőrizni kell a hegesztőgép teljesítményének és a tápellátás mutatóinak megfelelőségét.
Ezt követően a hegesztőhuzal felszerelése történik. Típusának és átmérőjének meg kell egyeznie a hegesztőpisztoly hegyével és a vezetőtömlővel. Ha eltérő átmérőjű huzalt kell használnia, a hajtógörgőt meg kell fordítani, vagy megfelelőre kell cserélni.
A hegesztőgép orsója különböző méretű lehet. Ha nem illik, használjon adaptert. A beállítás megkezdése előtt a vezetéket be kell szerelni a kívánt horonyba. Ezt követően beállító hengerrel préselik.
A következő szakaszban az ellátó tömlőt előkészítik. Ki kell hajtani, kiküszöbölve a csavarodásokat. Ez kényelmesen megtehető sima felületen.
Olvasunk: Elektromos hegesztés kezdőknek
Hegesztő elektródák előkészítése
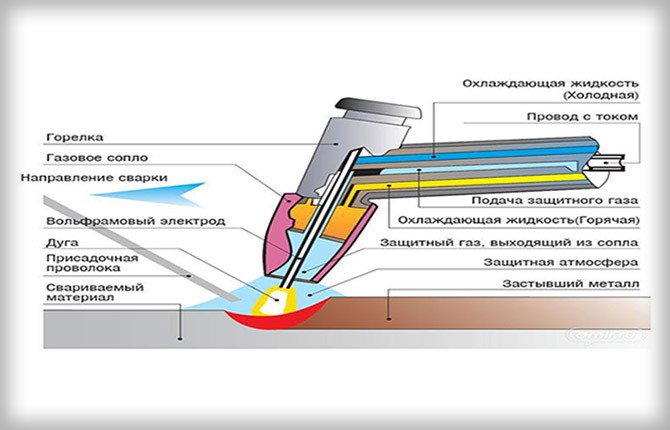
Az elektróda a hegesztés fő attribútuma, amely elektromos áramot biztosít a hegesztendő alkatrészekhez. Gyártásukhoz nagy elektromos és hővezető képességű ötvözeteket használnak. A réz- vagy bronzötvözetek rendelkeznek ezekkel a tulajdonságokkal.
Az elektróda hegye melegszik fel a legjobban, így ez az a rész, amely a leggyorsabban használhatatlanná válik. Emiatt a hegesztési munkák során élezni kell. Az optimális csúcsforma a kúp.
Az elektródák használatának kiterjesztéséhez számos feltételnek kell teljesülnie:
- válasszon elektródát az anyag alapján, amellyel dolgoznia kell;
- használjon vízköpenyt;
- Ne használjon vékony hegyű elektródákat erős hegesztéshez;
- Az elektródákat megfelelően tárolja, és ne sérüljön meg.
Az elektródák munkához való előkészítése kalcinálást vagy szárítást foglal magában. Ezt a bevonat nedvességtartalmának csökkentése érdekében kell megtenni, ami hátrányosan befolyásolja az elvégzett munka minőségét.
A meg nem száradt elektródákat nehéz meggyújtani, összetörni vagy letapadni. A szárítást közvetlenül használat előtt kell elvégezni, mivel ugyanazon elektróda 3-nál többszöri kalcinálása ahhoz vezethet, hogy a bevonat leválik a rúdról.
Felület előkészítés
Mielőtt saját kezűleg ponthegesztést végezne, elő kell készítenie a fémet. Az eljárás abból áll, hogy megtisztítják a korróziótól, szennyeződéstől és oxidációtól azt a területet, ahol a varrat készül. Enélkül működés közben a készülék teljesítménye csökkenhet, kopásának mértéke nő.
A felület tisztításához használjon csiszolópapírral, fémkefével vagy homokfúvással ellátott csiszolót. Ha az alkatrész kicsi, akkor speciális megoldásban tartható.
Az előkészítési folyamat más lesz, ha alumíniummal vagy abból készült ötvözettel dolgozik. Ennek a fémnek a felületén oxidréteg van. Nem teszi lehetővé az alkatrész teljes felmelegedését és hegesztését. Ezért a munka megkezdése előtt el kell távolítani.
Ponthegesztési technika
A ponthegesztési folyamat a hegesztőáram impulzusán alapul, amely az alkatrészek felmelegedéséhez vezet. Időtartama 0,01-0,1 s. Egy ilyen impulzus a fém megolvadásához vezet az érintkezési zónában, folyékony mag képződésével. Ugyanez lesz a két összeszerelendő alkatrész esetében is. Ezt követően az alkatrészeket egy ideig tartjuk, amíg lehűlnek és a mag kikristályosodik.
A hegesztési hely kiválasztása
A hegesztési munkavégzés helyét tisztán kell tartani. Minden szerszámnak jó működőképesnek kell lennie. A szerkezetek rögzítési vagy összeszerelési munkáit állványokon, sík felületen kell végezni.
A transzformátort 10 magas és legalább 80 cm széles fém platformra kell helyezni. Az ezekhez való hozzáférésnek ingyenesnek kell lennie. A transzformátor kapcsolói cső alakú állványokon vannak elhelyezve. Az oszlopok mellett a padlóra áramátalakítók, az oszlop falára pedig kapcsolóberendezések vannak felszerelve.
A biztonságos hegesztési munkához stabil szellőzés szükséges. Ez csökkenti a ponthegesztés során a levegőben megjelenő káros anyagok mennyiségét.
Olvasunk: Hogyan hegeszthetünk függőleges és vízszintes varratokat elektromos hegesztéssel
Ponthegesztés alkalmazása
A ponthegesztési folyamat több szakaszból áll:
- felülettisztítás, munkadarabok szintezése és illesztése;
- az alkatrészek rögzítése fogóval enyhe elhajlásig préselve;
- a fém felmelegítése elektródával, megolvasztása, hegesztett mag kialakítása;
- automata eszközzel végzett munka során a tömörítés felszabadul;
- az áram kikapcsolása, miután a munkafelület vörös árnyalatot kap;
- az alkatrészek erős összenyomása, hogy a fém lehűlésekor kiváló minőségű hegesztett mag keletkezzen.
A fém fröccsenésének megakadályozása érdekében az áram alkalmazása során ellenőrizni kell az alkatrészek összenyomódását.
A ponthegesztés jellemzői
A hegyes módszer különlegessége az alkatrészek befogása speciális fogóval, amelyen elektromos áramot vezetnek át. Segítségével az elektródával érintkező fémet felmelegítik. Ekkor az alkatrész összenyomódik, és néhány lágyított területen egyfajta „forró szegecs” keletkezik, amelyet egy pont határol.
A ponthegesztés jellemzői:
- üzemi feszültség - kevesebb, mint 10 V;
- üzemi áram - 1000 A felett;
- rövid távú kapcsolat (néhány másodperc);
- csipeszek által létrehozott nagy nyomás.
Előnyök és hátrányok
A fémelemek ponthegesztési módszerének előnyei:
- Magassebesség. A magas hőmérséklet elősegíti a fém gyors és egyenletes illesztését. Ezzel elkerülhető a deformáció.
- Alacsony költségek, lehetővé téve a ponttechnológia tömeges alkalmazását. A folyamat automatizálása tovább csökkenti a költségeket.
- Alacsony energiafogyasztás más hegesztési technikákhoz képest.
- Könnyű munkavégzés.
De a technikának vannak hátrányai is:
- Képtelenség nagy vastagságú alkatrészek csatlakoztatására. Ez annak a ténynek köszönhető, hogy a keletkező varrat nem lesz elég erős, és az alkatrészt érő fizikai vagy mechanikai hatás következtében megsérülhet.
- A hegesztési munkák szabad helyet igényelnek.
- Előfordulhat, hogy a kapcsolat megjelenése nem elég vonzó, ezért a ponttechnikát nem feltűnő helyeken alkalmazzák.
- Nagy veszély a munka során. A sérülések elkerülése érdekében fontos betartani a biztonsági óvintézkedéseket. Különleges fémfröccsenés és szikra elleni védelem is szükséges.
Felhasználási területek
A ponthegesztési módszert akkor alkalmazzák, ha fémszerkezeteket kell készíteni egyes elemek összekapcsolásával. A technológia megbízható, gyors és könnyen kivitelezhető, maga a folyamat pedig automatizálható. Ezért a technikát akkor használják, ha a következő szerkezeteket kell elkészíteni:
- autók, mezőgazdasági, vasúti és egyéb berendezések;
- háztartási gépek (hűtőszekrények);
- mikroelektronikai elemek;
- merevítésből készült keretek monolit födémekhez;
- ékszerek.
Alapvető hibák ponthegesztésnél
A tartós termék előállításához fontos elkerülni a hegesztési munkák során gyakran előforduló hibákat. Mire kell figyelni a minőségi dizájn elkészítéséhez?
A hibák leírása
A ponthegesztés pontos beállításokat és a kapott eredmények monitorozását igényli. A leggyakoribb hibák a következők:
- Kiég. Ez egy lyuk a szerkezeten, aminek a szélei könnyen leszakadhatnak. Ez akkor fordul elő, ha hosszú impulzus, nagy áramerősség vagy nagy összenyomódás van a fémrészen, ami túlmelegszik és lemerül. Ennek elkerülése érdekében gyengíteni kell a nyomást, vagy csökkentenie kell az áramerősséget.
- Kiömlések. Ha hosszú ideig gyenge impulzust alkalmazunk, vagy erős kompressziót alkalmazunk, a fém üregek képződésével túljuthat a magon. Működés közben az ilyen fröccsenések a pontokból kirepülő szikrákhoz hasonlítanak. Csökken a vastagság ezen pontok körül, így a kapcsolat kevésbé biztonságos.
- A behatolás hiánya. Előfordulhat, hogy a mag nem melegszik fel, ha gyenge impulzust ad, meglazítja a fogót, és nem nyomja össze túlságosan az alkatrészt. Ez oda vezethet, hogy egy ilyen pont a fizikai aktivitás során kiesik. Az összeolvadás hiánya ott fordulhat elő, ahol a hegesztési pontok közel vannak egymáshoz, így a szomszédos pont söntté válik, amely az elektromos energia egy részét vezeti. Nem lesz elég a fém megolvasztása.
- A pont átmérőjének csökkentése. Ha rövid impulzust ad, vagy lazán megnyomja az alkatrészeket, az olvadási terület nem lesz elegendő. Ebben az esetben a ponton mikroötvözetek keletkeznek, amelyek gyengébbek, mint a monolit hegesztés.
- Repedések a fémben. Akkor jelenhetnek meg, ha a pontok az átfedés széléhez közel vannak kialakítva, a fém nincs előkészítve, vagy a fogó nincs megfelelően összenyomva. Az ilyen hiba nagyító alatt vizsgálható.

Javításuk módjai
A ponthegesztés minőségének ellenőrzése meglehetősen nehéz. Előfordulhat, hogy a gyártásban általánosan használt ultrahangos technikák nem hatékonyak. A kész alkatrész ellenőrzéséhez kontroll töréspróbát kell végezni.
Ha hibákat észlel, a következőket teheti:
- hegeszd újra a pontot;
- tisztítsa meg a külső fröccsenéseket;
- fúrja ki a hibát és hegesztje újra félautomata hegesztőgéppel;
- szegecset készíteni (fújni vagy hegeszteni);
- kovácsolni a forró pontot.
A ponthegesztési technológia meglehetősen elterjedt. A professzionális berendezések azonban drágák, így a kézművesek otthon készíthetnek házi készítésű eszközöket a régi mikrohullámú sütőkből. A készülék rajzai és diagramjai elérhetők az interneten.
A ponthegesztés könnyen kivitelezhető és minimális pénzügyi költségekkel jár. Végrehajtásakor be kell tartani a biztonsági óvintézkedéseket és be kell tartani a munkavégzés szabályait. Ez csökkenti a sérülések kockázatát, és lehetővé teszi, hogy kiváló minőségű fémszerkezetet készítsen.
Rendelkezik ponthegesztési ismeretekkel? Ossza meg titkait a megjegyzésekben. Ne felejtse el megjelölni a cikket a könyvjelzők közé, és megosztani a linket barátaival.


