התקשות גרזן היא טיפול בחום הכולל חימום המתכת לטמפרטורה גבוהה מאוד ולאחר מכן קירור מהיר שלה. מטרת ההליך היא לשפר כאלה מאפייני החומר, הן קשיות והן חוזק, מפחיתים את משיכותו. זה דורש עמידה בטכנולוגיה מסוימת, אבל באופן כללי מדובר בתהליך פשוט. במידת הצורך, אתה יכול לעשות זאת בעצמך.
תוכן המאמר
- איך להבין אם יש צורך בהקשחה
-
איך להבליג גרזן בעצמך
- רִכּוּך
- שלב התקשות
- חוּפשָׁה
איך להבין אם יש צורך בהקשחה
ראשית עליך לבדוק אם הליך כזה נדרש. לא כל היצרנים מייצרים מוצרים באיכות גבוהה. קורה שהגרזן הנרכש לא הוקשח כלל, או שהוא בוצע תוך הפרה של התהליך:
- במקרה הראשון, החומר של הכלי יהיה רך מדי, וזה מוביל להופעת שקעים וחריצים, כמו גם להקהה מהירה במהלך הפעולה;
- הפרת הטכנולוגיה, ככלל, מורכבת מהדרת שלב הטמפרור לאחר חימום מהתהליך - המתכת שבירה ומתכסה במהירות בסדקים.
עמידה בדרישות האיכות נבדקת באמצעות קובץ שטוח. יש צורך לקחת עם חריץ קטן. אם הוא מחליק בחופשיות על פני השטח מבלי לתפוס אותו ולא להשאיר סימנים, הדבר מעיד על קשיות גבוהה של הסגסוגת.
@srub-banya.com
אם, לפי כל הסימנים, יש צורך להקשיח את הכלי, יש לקבוע איזו פלדה נכנסה לייצור שלה. זה הכרחי לעיבוד תקין.
הפלדה הטובה ביותר המשמשת לגרזן איכותי היא פלדת פחמן. הוא מסופק עם הסימון U7, U8, U8A.
איך להבליג גרזן בעצמך
טיפול בחום מורכב ממספר שלבים.
למתכת יש סריג קריסטל לא אחיד. כאשר הוא עובר את שלבי החימום והחישול, הגבישים נהרסים והמבנה שלהם משתנה.
על מנת שפלדה תרכוש קשיות, יש צורך להשיג סידור מיוחד של מולקולות פחמן בסריג הגביש. מבנה כזה נקרא לחוץ או מרטנסיטי.
רִכּוּך
במהלך הליך זה, בהשפעת טמפרטורה גבוהה מאוד, מתקבלת מתכת המאופיינת במבנה הומוגני. התכונה שלו היא היעדר מתח בסריג הגביש. החומר מקבל רכות והופך ל"גמיש" לעיבוד שבבי. כבשן לבנים רגיל מתאים לחישול.
לפני שממשיכים ישירות לחישול, יש צורך להסיר את קצה החיתוך על ידי שחיקה כך שעוביו יהפוך ל-1 מ"מ. בחשיפה תרמית, ההשחזה עדיין תימס. עכשיו אתה יכול להתחיל לחמם.
התהליך נראה כך:
- הגרזן מחומם לאדום (זה מתאים לטמפרטורה מעל 750-800 מעלות) - בכבשן או במחושה.
- לאחר מכן תנו לכלי להתקרר - יחד עם התנור או הגחלים.

@srub-banya.com
לאחר חישול, הסגסוגת תעובד בקלות בעזרת כלי חיתוך מתכת.
שלב התקשות
התקשות היא חימום וקירור מהיר במים או בשמן (סולר טהור).

@srub-banya.com
בהתאם למותג הסגסוגת שהפך לחומר הגלם עבור החלק העובד של הכלי, משטר הטמפרטורה עשוי להשתנות מעט. מידע על כך זמין בספרי עיון בנושא מטלורגיה. החימום של מוצרים המסומנים U7 ו-U8 מובא ל-800 מעלות.
מגנט יעזור לקבוע את הטמפרטורה. פלדה מפסיקה להתמגנט ב-760 מעלות.
נוסף:
- לאחר שהסגסוגת הפסיקה להגיב למגנט, הוא מחומם לכמה דקות נוספות. המוצר המיועד לעיבוד צריך להפוך לאדום בוהק. כדי לקבוע את טמפרטורות החימום לפי צל, אתה יכול להשתמש בטבלה.
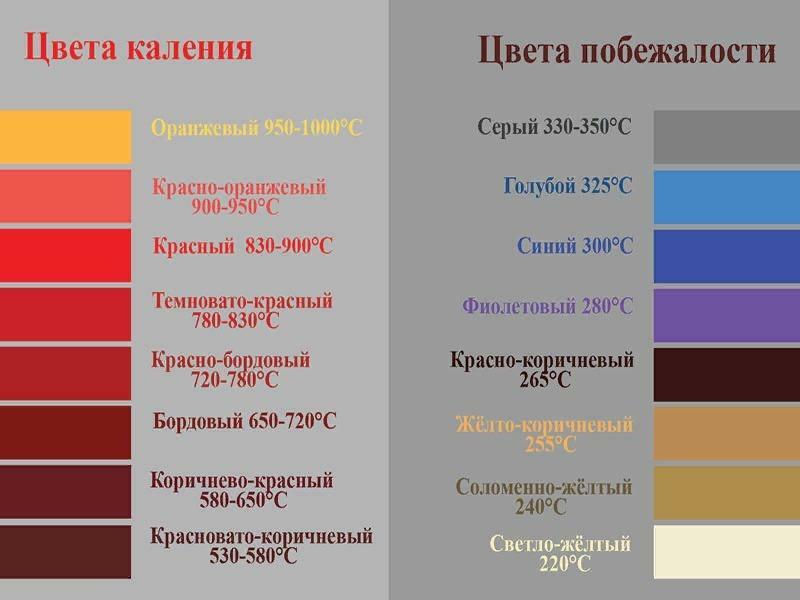
@wikimetall.ru
- כלי אדום לוהט מקורר על ידי טבילה במים. זה לא צריך להיות קר מדי - הטמפרטורה האופטימלית היא 30 מעלות. לטבול את קצה החיתוך למשך כמה שניות. במקרה זה, יש להזיז את הגרזן כך שמעיל הקיטור כביכול לא יופיע.
- אז הכלי מורידים לחלוטין לשמן, שהטמפרטורה שלו צריכה להיות 50-60 מעלות. יש לנקוט זהירות מכיוון שהנוזל עלול להתלקח. עליך להמתין עד שהמוצר יתקרר ולהסיר אותו.
לפעמים משתמשים רק בשמן להתקשות. משקעי אבנית מוסרים עם מברשת ברזל.
חוּפשָׁה
ההליך משחרר מתח עודף במתכת. ואז זה נהיה דביק. התהליך מתרחש ב-300 מעלות. זה לוקח בערך שעה, ואז הלהב מתקרר באוויר.
ליישום התהליך, תנור עם יכולת לקבוע את הטמפרטורה הוא המתאים ביותר. המכשיר ממוקם בתא בו נשמרת טמפרטורה של 300 מעלות צלזיוס.
אם מעובדים כראוי, הסגסוגת אמורה להפוך לכחול.
כדי לבדוק את היעילות של כל ההליכים, יש צורך להחיל קובץ - כיצד לעשות זאת תואר לעיל. הקשחת גרזן דורשת טיפול, זהירות והקפדה על טכנולוגיה. עם זאת, באופן כללי, זה די פשוט ויכול להיעשות על ידי רבים.


