Aptariant klausimą, kaip lituoti nerūdijantį plieną, mes nekalbame apie suvirinimą. Konkrečiai, mus domina plonasluoksnio nerūdijančio plieno sujungimo su lydmetaliu, naudojant minimalų įrangos komplektą, problema. Litavimas pastebimai paprastesnis ir leidžia sujungti nedidelius nerūdijančio plieno gaminius beveik juvelyrui būdingu tikslumu ir siūlių kokybe.

Straipsnio turinys:
-
Kaip namuose lituoti nerūdijantį plieną su skarda
- Nerūdijančio plieno litavimo ypatybės
- Naudota įranga
- Skardos litavimo režimai
- Litmetalis nerūdijančiam plienui ir jo rūšims
- Maistiniai lydmetaliai
- Litavimas dujiniu degikliu
- Aukštos temperatūros ir žemos temperatūros litavimo skirtumai
-
Dažniausios klaidos
- Netinkamas šildymas
- Bandoma naudoti nežinomos sudėties ir kokybės medžiagas
- Neteisingas lydmetalio pasirinkimas
- Prastas pasiruošimas
- Rezultatai
Kaip namuose lituoti nerūdijantį plieną su skarda
Šis ryšys yra naudingas tuo, kad net namuose nerūdijančio plieno litavimo procesą galima įvaldyti tiesiog per pusvalandį. Norint išmokti tinkamai suvirinti nerūdijantį plieną, prireiks kelių dešimčių darbo valandų.
Lituoti nerūdijantį plieną namuose nėra sunku, jei turite atitinkamą įrangą:
- galingas elektrinis lituoklis ir elektrinis šildytuvas-viryklė, jei planuojate lituoti indus iš plono nerūdijančio plieno;
- dujų įpurškimo degiklis, jei reikia lituoti gana paprastas dalis su kieto lydmetalio, kurio lydymosi temperatūra yra iki 800OSU;
- propano-deguonies degiklis, jei reikalinga didelio stiprumo jungtis naudojant žalvarį arba nikelio-sidabro lydmetalą.
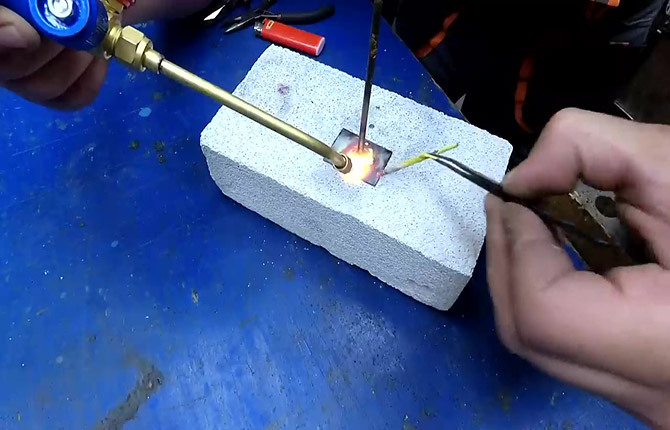
Be to, turėsite nusipirkti atitinkamos prekės ženklo lydmetalį ir srautą. Kiekvienam litavimo tipui yra optimali litavimo srauto poros versija. Be to, reikia pagaminti litavimo stovą, ant kurio bus šildomos jungiamos dalys. Paprastai naudojamas nedidelis akytojo betono arba šamoto plytų blokas.
Svarbu!Atrodytų, nesvarbu, ką naudosite nerūdijančio plieno litavimui. Tiesą sakant, pagrindo arba stovo pasirinkimas litavimo dalims turi įtakos jungties kokybei. Jei bandysite lituoti ant metalo lakšto, nerūdijančio plieno įkaitinti iki reikiamos temperatūros nepavyks.
Kita taisyklė: Jums tereikia lituoti nerūdijantį plieną po gaubtu, galite naudoti garažą, dirbtuves ar balkoną, bet ne buto viduje.
Nerūdijančio plieno litavimo ypatybės
Norėdami tinkamai lituoti nerūdijantį plieną, turite atsižvelgti į šiuos dalykus.
- Nerūdijančio plieno sudėtis yra daug sudėtingesnė nei paprasto anglinio plieno. Nerūdijančio plieno negalima perkaitinti ar ilgai kaitinti. Litavimas turi būti atliekamas greitai ir patartina vengti ilgalaikio aukštos temperatūros liepsnos poveikio nedideliame paviršiaus plote.
- Nerūdijantis plienas turi aukštą šiluminio plėtimosi koeficientą ir santykinai mažą šilumos laidumą. Jei lituosite metalą stipriai perkaitus, litavimo vieta tikrai pasidengs mikroįtrūkimais. Tai reiškia, kad galite sėkmingai lituoti du nerūdijančio plieno vamzdžius, bet tada bandymo metu arba esant apkrovai vienas iš jų sprogs, o ne ties litavimo siūle.

Norėdami gauti aukštos kokybės litavimą, turite laikytis kelių pagrindinių taisyklių:
- Nerūdijantis plienas turi būti valomas mechaniškai, naudojant švitrinį popierių, šepetį arba abrazyvinį apdorojimą (dažnai smėliasrove), kad būtų pašalintas oksidų sluoksnis ant paviršiaus. Be to, tai turi būti padaryta prieš pat lituojant metalą.
- Nerūdijantis plienas turi būti greitai ir stipriai įkaitintas iki lydmetalio lydymosi temperatūros. Fliusą reikia tepti ant paviršiaus, įkaitinto iki 90% darbinės temperatūros, arba naudoti kartu su lydmetaliu. Naudojant kartu, srautas yra padengiamas litavimo strypu arba įterpiamas į jo vidų.
- Stipriems aukštos temperatūros lydmetaliams patartina pirmiausia karštą nerūdijančio plieno paviršių apdoroti fliusu. Kad chemiškai aktyvus reagentas turėtų laiko giliai išgraviruoti nerūdijančio plieno paviršių, pašalinti nuosėdas nuo dujų liepsnos ir tik tada lituoti dalis.
Paprastai nuoseklus apdorojimas yra pageidautinas lituojant nerūdijantį plieną, kuriame yra daug chromo ir nikelio. Sunku užmegzti ryšį su skarda, bet galite naudoti žalvarį ir nikelį-varią P-81. Nors išparduodami galite nusipirkti paruoštų strypų, padengtų fliusu BRASS FLAME 18 XFG, kuriuos galima naudoti nerūdijančio plieno litavimui 870OSU.
Pats litavimo procesas susijęs su teisingu lydalo paskirstymu lydmetaliu ant karšto paviršiaus, kad jis tolygiai užpildytų jungtį. Šiuo metu nerūdijantį plieną turite šildyti degikliu, kol visa siūlė bus užpildyta lydalu.
Ant ilgų linijinių ir apskritų siūlių litavimo vieta šildoma periodiškais judesiais. Kaip žinia, pats lydalas teka iš šaltesnės zonos į karštesnę, tad lydmetalą nesunkiai išsklaidote per visą siūlės ilgį, tik sumaniai kaitinant sujungimo liniją degikliu.
Naudota įranga
Nerūdijantis plienas gali būti lituojamas žemos temperatūros alavo turinčiais lydmetaliais. Tam pakanka 100 W elektrinio lituoklio ir nedidelės elektrinės viryklės. Plytelė naudojama tik detalės pašildymui iki srauto užtepimo temperatūros, o lituoti galite elektriniu lituokliu.

Dažnai elektrinė viryklė praverčia, kai reikia užtaisyti keletą nerūdijančio plieno indų įtrūkimų. Jo pagalba patogu palaikyti reikiamą litavimo temperatūrą nevyniojant indų į aliuminio foliją.
Degiklio tipas parenkamas priklausomai nuo litavimo litavimo markės ir naudojamo srauto. Jei reikia lituoti didelio stiprumo vario-nikelio arba žalvario lydmetaliais, geriausia naudoti rankinį propano-deguonies degiklį, pvz., „MICRO DM 284“ ar panašius modelius.
Mikrodegiklis yra prijungtas prie pavarų dėžių (per liepsnos slopintuvą) ant propano ir deguonies balionų. Šį montavimą galima atlikti savo rankomis, net ir namuose. Juo galima lituoti visus aukštos temperatūros lydmetalius.
Vario-sidabro lydmetaliams pakanka rankinio įpurškimo degiklio su kasetiniu cilindru.

Jis gali būti naudojamas lituoti nerūdijantį plieną sidabro turinčiais kietaisiais lydmetaliais, kurių lydymosi temperatūra yra iki 700OSU.
Skardos litavimo režimai
Alavo lydmetaliai gali būti lituojami naudojant rūgštį. Kyla klausimas, kaip lituoti nerūdijantį plieną su skarda:
- Plynų nerūdijančio plieno lakštų įtrūkimų paviršiaus taisymas. Metalinis paviršius per visą plyšio ilgį padengtas skarda. Tokia siūlė praktiškai neatlaiko mechaninės apkrovos. Lituotas, kad būtų užtikrintas sandarumas nuo vandens nutekėjimo.
- Dėžutės formos dėklų, padėklų ir nerūdijančio plieno dėžių jungčių ir kampinių siūlių užpildymas. Lituotas siekiant sustiprinti riedėjimo jungtį ir užtikrinti jungties sandarumą.
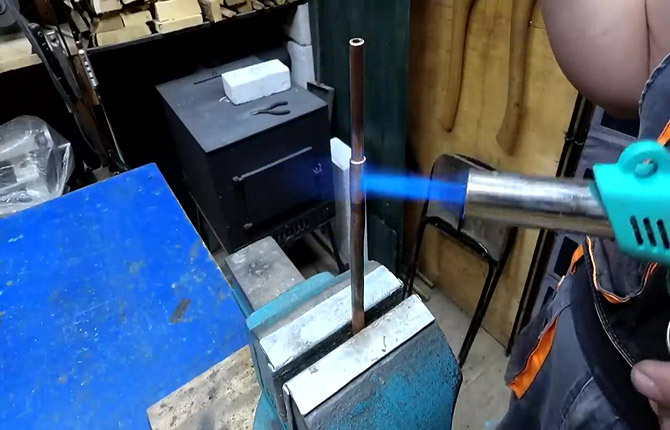
Abiem atvejais nerūdijančio plieno siūlė (įtrūkimas) pirmiausia nuriebalinamas ir išvalomas. Jei metalas storas, galite jį sudeginti degikliu. Tada dalis pašildoma iki 280 laipsniųOC ir apdorotas fliusu.

Dėl plonų įtrūkimų ant indų rekomenduojama naudoti kanifolijos spiritinį tirpalą. Jei reikia lituoti ne maisto talpyklas ar dėžutes, galite naudoti litavimo rūgštį. Tačiau, remiantis apžvalgomis, iš ortofosforo rūgšties pagamintas srautas suteikia aukštesnę nerūdijančio plieno kokybę.
Litmetalis nerūdijančiam plienui ir jo rūšims
Litavimui žemoje temperatūroje galima naudoti tradicines alavo turinčias medžiagas. Jų yra daug, geriausią kokybę rodo specialūs remontiniai lydmetalai, skirti įtrūkimams sandarinti ir variui skardinti.

Nerūdijančio plieno litavimui kietuoju lydmetaliu geriausia suvirinti šveicarišką Castolin ECO BRAZ 38230F. Sidabro kiekis - iki 30%. Kaina gali siekti iki 400 USD. už pakuotę. Tačiau kokybė yra labai aukšta net pradedantiesiems ir lituoti namuose. Galite lituoti 670-750 laipsnių temperatūrojeOSU.
Be to, siūlė plastikinė ir klampi. Be nerūdijančio plieno, jie dažnai naudojami dviračių rėmų dalims lituoti ir senovinių automobilių dekoratyvinei dangai. Geriausiai atlaiko vibracijas. Kaip alternatyvą galima naudoti sidabro turintį L-A9.
Galite naudoti žalvarinę medžiagą, Castolin 18XVG suteikia stipriausią nerūdijančio plieno litavimo jungtį. Bet nerūdijantį plieną su žalvariu lituoti sunku, net ir šveicariškos kokybės. Siūlę reikia pašildyti iki 900OC, lituota siūlė tvirta, bet per standi ir neplasti. Jis gerai neatlaiko vibracijos, naudojamas automobilių ir buitinės technikos remontui.
Vario-cinko-nikelio lydmetalis P-81 yra daug pigesnis nei sidabro turinčios markės. Nerūdijančio plieno litavimas yra sudėtingas, reikalinga šildymo temperatūra iki 950 laipsnių.OSU. Siūlė yra labai standi, kieta ir turi padidintą atsparumą korozijai.
Universalus PV-209 naudojamas kaip srautas. Galite lituoti borakso ir boro rūgšties mišiniu, tačiau kokybė šiek tiek prastesnė.
Maistiniai lydmetaliai
Tarp saugių medžiagų, skirtų nerūdijančio plieno indų litavimui žemoje temperatūroje, galime rekomenduoti lydmetalius POS-1 arba POSu95-5. Nepaisant to, kad bismutas yra sunkusis metalas ir turi tam tikrą toksiškumą, apskritai suvirinimas pasirodo esąs pakankamai saugus verdant geriamąjį vandenį arba virti maistą induose, pagamintuose iš iš nerūdijančio plieno.
Sidabro turinčios medžiagos gali būti naudojamos kietiesiems litams, jei vario kiekis neviršija 10%.
Griežtai draudžiama lituoti maistinį nerūdijantį plieną su lydmetaliais, kuriuose yra stibio ir švino, neatsižvelgiant į jų procentą litavimo medžiagoje.
Litavimas dujiniu degikliu
Yra keletas standartinių dviejų nerūdijančio plieno dalių litavimo schemų:
- dviejų vamzdžių litavimas;
- plieninio strypo litavimas prie nerūdijančio plieno lakšto;
- dviejų lakštų litavimas galais iki galo.
Lengviausias variantas yra lituoti du vamzdžius. Tai gali būti dviejų nerūdijančio plieno vamzdyno dalių sujungimas arba surinkimas prilituojant papildomą vamzdį prie pagrindinio cilindrinio korpuso.
Bet kokiu atveju lituoti reikia ne jungties vietoje, o viena dalis nusėda kitos viduje. Todėl vamzdeliai dažniausiai būna skirtingo skersmens, vienas kito viduje įspaustas bent 10 mm.
Jei jums reikia prilituoti šoninį vamzdį prie pagrindinio nerūdijančio plieno korpuso, pirmiausia turėsite padaryti skylę, lygią išleidimo angos skersmeniui.
Abiem atvejais po nuėmimo nerūdijančio plieno detalės surenkamos ir kaitinamos dujų degiklio liepsna. Kai tik ant paviršiaus atsiranda dėmių, apdorokite siūlę srautu ir kaitinkite dar kelias minutes. Paskutinis etapas yra jungties apskritimas litavimo strypo galu, nestabdant šildymo degikliu. Kai tik medžiaga visiškai užpildo siūlę, šiluma pašalinama.
Dviejų nerūdijančio plieno lakštų litavimas atliekamas pagal tą pačią schemą, visada su išankstiniu apdegimu ir kraštų valymu. Tada lakštai klojami persidengę ir kaitinami dujiniu degikliu, kol atsiranda nešvarumų. Dabar galite apdoroti kraštą srautu, pašildyti ir naudoti srauto strypą, kad ištemptumėte lydalą per visą jungties ilgį.
Svarbu!Aukštos kokybės lydmetalis ir srautas teka giliai į persidengimą. Nebrangios medžiagos dažniausiai prilimpa prie išorinės jungties dėl prasto takumo.
Nerūdijančio plieno strypą statmenai metalo lakštui lituoti kiek sunkiau. Visų pirma, reikia nuvalyti abi dalis išilgai poravimosi paviršių.
Tada strypas dedamas vertikaliai ant lakšto, nedelsiant apdorojamas nedideliu srauto kiekiu, po kurio abi dalys kaitinamos degikliu iki aukštos temperatūros. Lydulys turi eiti iki galo po strypu, tačiau lydmetalis yra klampesnis ir gali nepatekti.
Kai fliuso masė visiškai ištirps, lazdelės pagrindą galite skardinti litu. Be to, reikia lituoti su litavimo medžiagos pertekliumi, kad aplink jį susidarytų lydalo baseinas. Dabar reikia sekundei nuplėšti strypą nuo nerūdijančio plieno lakšto, kad jo galą būtų galima skardinti ir nedelsiant grąžinti į savo vietą. Nerūdijančio plieno detalės dar kelias sekundes kaitinamos degikliu ir šildymas išjungiamas.
Atvėsus susidaro labai tvirta žalvario litavimo jungtis.

Siūlės stiprumas gaunamas suvirinimo lygyje.
Aukštos temperatūros ir žemos temperatūros litavimo skirtumai
Nerūdijančio plieno litavimas degikliu yra gana brangus, nes aukštos kokybės lydmetaliai sidabro pagrindu yra kelis kartus brangesni nei pusiau automatinis suvirinimas anglies dioksidu ar argonu. Litavimas su žalvariu arba vario-nikelio P-81 namuose yra gana sunkus, nes tam reikia specialaus deguonies-propano degiklio ir tam tikros patirties jį tvarkant.
Tačiau litavimas aukštoje temperatūroje turi du svarbius privalumus:
- galite lituoti labai plonas, beveik papuošalų dalis, taisyti ir restauruoti įrangą neprarandant kokybės;
- Siūlė iš vientiso sidabro arba žalvario lydmetalio yra ištisinė, sandari, be porų ir ertmių.
Todėl meistrai remontuodami įrangą dažnai mieliau renkasi nerūdijantį plieną, ypač plonasluoksnį, litavimą, o ne suvirinimą.
Žemos temperatūros litavimas neužtikrina didelio jungties stiprumo. Bet dažniausiai skarda PIC lituoto jungties stiprumo pakanka, kad būtų užtikrintas detalės sandarumas ir standumas. Be to, litavimas su skarda yra daug lengvesnis, nereikia specialių degiklių ar brangių litų.
Dažniausios klaidos
Dažniausiai problemos kyla dėl litavimo sujungimo technologijos pažeidimo. Priežasčių yra nemažai, o dažniausios – skubėjimas darbe ir bandymas sutaupyti medžiagų.
Netinkamas šildymas
Dažniausia klaida – bandymas lituoti dar šaltus ruošinius. Įpurškimo degiklis įkaista greitai ir efektyviai, o lituojama jungtis įkaista per kelias minutes.
Bet jei darbas atliekamas nešildomoje patalpoje esant žemai temperatūrai, tada ruošinys, pavyzdžiui, nerūdijančio plieno lakštas, labai greitai atšąla. Todėl reikia lituoti su asistentu arba papildomai šildyti ruošinį pūtikliu arba elektrine virykle.

Bandoma naudoti nežinomos sudėties ir kokybės medžiagas
Sidabro turintys lydmetalio lydiniai yra labai brangūs – nuo 30 tūkst. patrinti. ir aukščiau. Tačiau kartais tiesiog nėra alternatyvos, jei reikalingos aukštos kokybės litavimo siūlės.
Sėkmingai lituoti žalvarį su boraksu arba senus nežinomos sudėties lydmetalius gali tik didelę patirtį turintys meistrai. Be to, jums reikės veikiančio deguonies degiklio. Jei jau yra poreikis padaryti lituotą jungtį su žalvariu, tuomet patartina bent porai dienų išsinuomoti mikrodegiklį, o vietoj borakso naudoti PV-209.
Neteisingas lydmetalio pasirinkimas
Prieš lituodami tam tikru lydmetaliu, turite įsitikinti (perskaitykite instrukcijas ant pakuotės), kad ši medžiaga dėl savo savybių yra išskirtinai tinkama nerūdijančiam plienui. Pavyzdžiui, daugelis žmonių nežino, kad varis-fosforas netinka nerūdijančiam plienui.
Dažnai daroma klaida, kai sidabrinis lydmetalis naudojamas jungiant dalis, kurios vienu metu patiria dideles statines apkrovas ir vibracijas. Sidabro turintys lydiniai yra labai minkšti ir plastiški, todėl veikiant apkrovai jungtis laikui bėgant „ištempia“, kol nutrūksta.
Esant tokiai situacijai, rekomenduojama atlikti dvigubą litavimą. Iš pradžių su sidabru, paskui iš karto su vario-nikelio-cinko lydmetaliu. Dvigubas litavimas yra sunkesnis, bet jei įvaldysite, galite lituoti 0,1 mm storio nerūdijantį plieną, kurio stiprumas nėra prastesnis už suvirintą jungtį. Tokiu atveju jungties sandarumas bus eilės tvarka didesnis.
Prastas pasiruošimas
Daugelis problemų kyla dėl prasto paviršiaus valymo. Valyti reikia labai ilgai ir efektyviai, galbūt iš anksto sudeginant. Ant nerūdijančio plieno oksidai ir paviršiniai karbidai prilimpa labai tvirtai, todėl metalas valomas abrazyviniais ir metaliniais šepečiais iki blizgesio (nepoliruoti).
Rezultatai
Išsirinkti, su kuo lituoti nerūdijantį plieną, nėra taip sunku, rinkoje yra gana daug įvairių lydmetalių sidabro ir žalvario pagrindu. Pasirinkimas didelis, tačiau jungties stiprumas 90% priklauso nuo medžiagų kokybės. Todėl taupyti neverta.
Papasakokite apie savo litavimo patirtį. Į kokias proceso ypatybes reikėtų atkreipti ypatingą dėmesį? Taip pat pažymėkite straipsnį ir pasidalykite juo socialiniuose tinkluose.