Divu cauruļu metināšanas šuve ir visneuzticamākā cauruļvadu daļa. Cik ilgi līnija darbosies, ir atkarīgs no tās kvalitātes. Lai izvairītos no negadījumiem konstrukcijas ekspluatācijas laikā, tiek veikta cauruļvadu defektu noteikšana. Tas ir īpaši svarīgi lielceļiem, kas atrodas pazemē.
Raksta saturs:
- Galvenā informācija
-
Sīkāka informācija par metodēm
- Virpuļstrāvas defektu detektori
- Ultraskaņas defektu detektori
- Magnētisko daļiņu defektu detektori
- Kapilāru defektu detektori
- Rezultāti
Galvenā informācija
Ir vairākas metodes cauruļu metinājuma šuvju defektu noteikšanai:
- magnētisks;
- akustiskā;
- elektrisks;
- optika.
Viņu uzdevums ir noteikt savienojumu blīvumu, metāla izturību šuvēs, vai ir spriegumi un citi parametri, kas nosaka cauruļvadu uzticamību. Tajā pašā laikā defektu noteikšanas metodes ir praktiski vienādas visu veidu elektrotīkliem: siltuma, gāzes, ūdens-, naftas vadi.
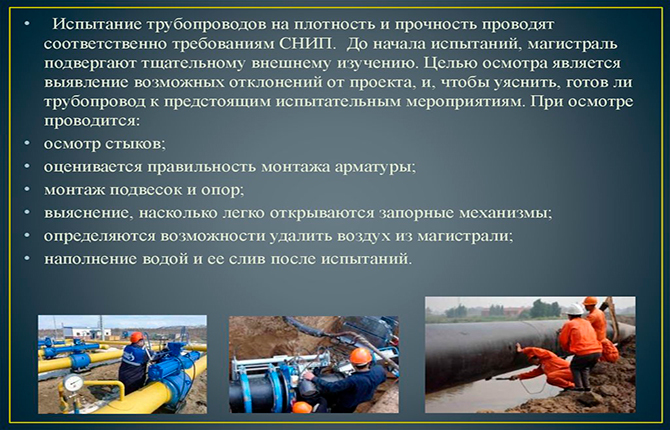
Cauruļvada defektu noteikšana
Visas iepriekš minētās metodes ir klasificētas kā "nesagraujošās" tehnoloģijas. Tas ir, defektu noteikšana tiek veikta tieši būvlaukumā. Cauruļu savienojumi netiek iznīcināti, kas samazina uzstādīšanas darbu izmaksas.
Cauruļvadu defektu noteikšanas pamatā ir skeneris, ko sauc par defektu detektoru. Katrai tehnoloģijai ir savs šīs iekārtas darbības princips. Visefektīvākie defektu detektori:
- virpuļstrāva;
- ultraskaņas;
- magnētiskais pulveris;
- kapilārs.

Sīkāka informācija par metodēm
Cauruļvadu defektoskopija ir procedūra, kas jāveic pēc cauruļvada uzstādīšanas. Tas ļaus izvairīties no tā iespējamās iznīcināšanas darbības laikā. Defektu noteikšana ļauj atklāt jebkādus cauruļu defektus. Diagnostikas procesā izmantoto skeneru darbības princips ir atšķirīgs. Tāpēc vispirms ir vērts sīkāk izpētīt katru no tiem.
Virpuļstrāvas defektu detektori
Ierīces darbības princips ir balstīts uz virpuļstrāvu radīšanu, kas caur metinājumu tiek virzītas no cauruļvada ārējās plaknes uz iekšējo. Strāva, kas iet caur viendabīgu metāla konstrukciju, nemaina tās parametrus. Ja šuves iekšpusē ir defekti, tas ir, tās viendabīgums ir bojāts, pretestība palielinās, kas samazina virpuļstrāvas stiprumu.

Trūkumu detektors nosaka un atšifrē šo samazinājumu, nosakot metinātā metāla kvalitāti, defektus un neviendabīgumu.
Metodes priekšrocības:
- liels darba ātrums;
- zema rezultāta kļūda;
- zemas operāciju izmaksas.
Mīnusi:
- pārbaudītās šuves biezums nav lielāks par 2 mm;
- ierīces uzticamība ir zema.
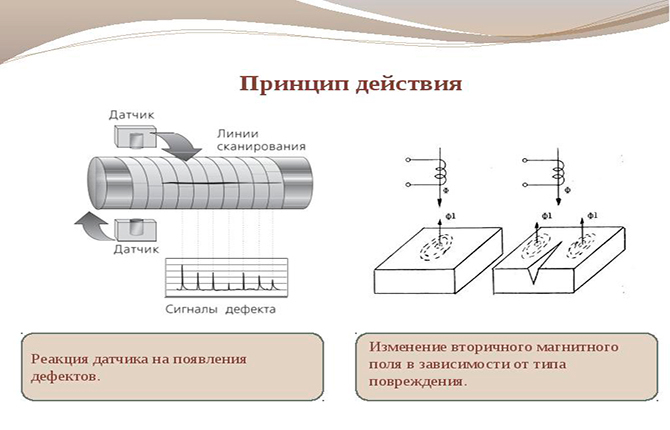
Virpuļstrāvas defektu detektora darbības princips
Ultraskaņas defektu detektori
Cauruļvadu defektu noteikšana ar ultraskaņu tiek uzskatīta par visbiežāk izmantoto tehnoloģiju. To veic, izmantojot piecas dažādas defektu noteikšanas metodes:
- Atbalss-impulsa metode.
- Ēna.
- Atbalss spogulis.
- Spoguļa ēna.
- delta metode.
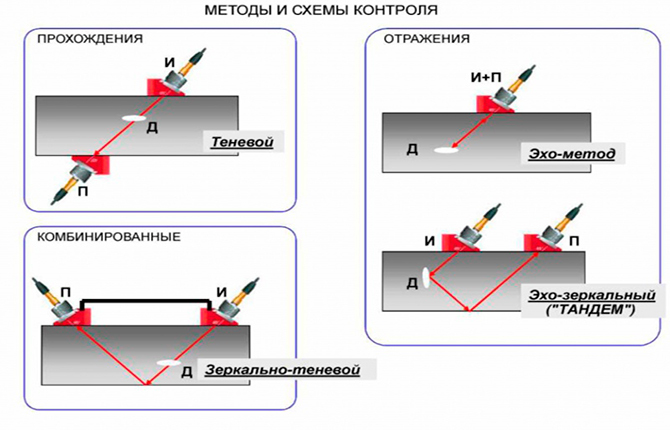
Pirmajā gadījumā ultraskaņu ierīce nosūta caur metinājuma slāni. Ja metāla iekšpusē ir defekti, impulss tiek atspoguļots atbalss veidā. Tas ir, ultraskaņa atgriežas atpakaļ. Ierīce fiksē atgriešanās laiku, kas nosaka apvalka vai poru dziļumu.
Otrajā gadījumā tiek izmantota ne tikai ierīce, kas sūta ultraskaņas signālu, bet arī reflektors. Pēdējais ir uzstādīts cauruļvada metinātā savienojuma pretējā pusē. Ja ir zināms attālums starp abām ierīces daļām un skaņas izplatīšanās laiks, tad mainot otro parametru (palielinājumu), var noteikt, kur defekts atrodas, kāda izmēra tas ir.
Trešā ultraskaņas defektu noteikšanas versija atgādina pirmo. Tikai defektu detektoram tiek piegādāts atstarotājs, kas tiek uzstādīts uz šuves augšējās virsmas, kā arī signāla raidītājs. Abi elementi ir paralēli viens otram. Ja signāls nāca uz uztvērēju, tas nozīmē, ka metāla iekšpusē ir defekts, kas atspoguļoja staru.
Nākamā metode ir līdzīga iepriekšējai. Atšķirība ir tāda, ka signalizācijas ierīce un atstarotājs atrodas 90 ° leņķī viens pret otru.
Piektā ultraskaņas defektu noteikšanas metode tiek izmantota reti. Iemesli ir aprīkojuma iestatīšanas sarežģītība, ilgstoša rezultātu atšifrēšana. Tas ir balstīts uz ultraskaņas enerģijas novirzīšanu, kuras virziens maina metinājuma šuves defektu.
Šajā gadījumā tiek piegādāts šķērsvirziena stars, kas pārveidojas par garenisko. Daļēji ir spoguļa atspulgs. Atstarotājs precīzi uztver garenisko signālu, kura stiprums nosaka defekta lielumu kļūt.

Magnētisko daļiņu defektu detektori
Šī defekta noteikšana ir balstīta uz tērauda īpašību mainīt magnētisko lauku apgabalos, kas atšķiras no galvenās daļas ar zemu blīvumu. Šeit tas kļūst vājāks. Plaisām, čaumalām vai porām metāla iekšpusē ir zems blīvums, jo tajās atrodas gaiss.
Cauruļvadu defektu noteikšanai tiek izmantots magnētiskais pulveris, kas arī ir feromagnētiska viela. To ielej uz metinājuma, kur elektriskā strāva tiek piegādāta, izmantojot divas spoles - magnetizējošo un papildu. Elektrība metāla iekšpusē veido magnētisko lauku. Ja ir defekti, tas ap tiem vājinās. Tas ir iemesls, kāpēc tiek piesaistīts magnētiskais pulveris.

Ja pētījuma veikšanas laikā uz virsmas tiek savākts pulveris, tas norāda uz vienu lietu - šajā vietā tika konstatēts metinājuma trūkums. Tādā veidā tiek veikta maģistrālo cauruļvadu defektu noteikšana.
Ir divas pārbaudes iespējas - sausa un mitra. Pirmajā gadījumā tiek izmantots magnētiskais pulveris. Otrajā gadījumā šī pulvera suspensija ir ūdens šķīdums.
Lai, izmantojot otro iespēju, veiktās pārbaudes kvalitāte būtu augsta, ir nepieciešams izpētīt papildus apstrādājiet virsmu ar starpmateriālu - tehnisko eļļu, smērvielu un citi.
Magnētisko daļiņu pārbaudes priekšrocības ir:
- vizuāls rezultāts, redzams bez papildu ierīcēm;
- zemu cenu.
Trūkumi:
- neliels izpētes dziļums - līdz 1,5 mm;
- var izmantot tikai cauruļvados, kas samontēti no feromagnētiskiem sakausējumiem;
- grūtības demagnetizēt lielas caurules.

Kapilāru defektu detektori
Šo tehnoloģiju izmanto, lai atklātu nelielas virsmas plaisas, kas nav redzamas ar neapbruņotu aci. Tie ir apstiprinājums tam, ka metāls divu cauruļvada posmu krustojumā ir neviendabīgs.
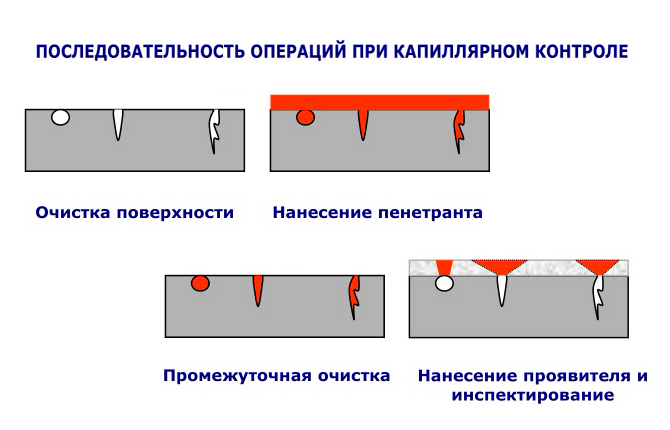
Cauruļvada defektu noteikšanas process tiek veikts šādi:
- Metinātajai šuvei tiek uzklāta indikatorviela, penetrants. Kapilāro spēku iedarbībā tas mēdz iekļūt mazākajos defektos. Līdz ar to metodes nosaukums.
- Apstrādāto virsmu notīra no uzklātās vielas, kas jau ir dziļi iesūkusies metālā.
- Attīstītājs tiek uzklāts uz augšu balta pulvera veidā. Tas var būt talks, magnija oksīds vai cita viela. Tam ir svarīga īpašība - adsorbcija. Tas ir, tas var absorbēt citas vielas.
- Izstrādātājs sāk izvilkt penetrantu no plaisām, kas veido šuvju defektu zīmējumu uz baltā pulvera virsmas. Šajā gadījumā indikators ir skaidri redzams ultravioletajos staros.
Šo cauruļvada defektu noteikšanas veidu parasti izmanto, ja savienojuma vietā ir nepieciešams noteikt virsmas defektus metālā. Dziļiem defektiem tas ir bezjēdzīgi. Un tas ir mīnuss. Galvenā priekšrocība ir ieviešanas vienkāršība.
Rezultāti
Lai pārbaudītu cauruļu savienojumus maģistrālajos cauruļvados, nav nepieciešams izmantot vienu defektu noteikšanas metodi. Katru vietni var tā vai citādi apsekot. Izvēloties optimālo metodi, vispirms jāizvērtē, kā locītava tai atbilst. Piemēram, kapilārā metode ir piemērota ūdensvadiem, eļļai un gāzes vadi tikai ultraskaņa.
Cauruļvada defektu noteikšana ir nepieciešama procedūra, kas ļauj novērtēt ieliktā cauruļvada kvalitāti, identificēt visus iespējamos trūkumus. To veic vairākos veidos. Procedūru labāk veikt cauruļvada uzstādīšanas stadijā, lai pēc darba pabeigšanas jūs nesastaptos ar nepatīkamiem “pārsteigumiem” noplūžu vai pārtraukumu veidā.
Kuru metodi jūs vēlētos izmantot un kāpēc? Raksti komentāros. Kopīgojiet rakstu sociālajos tīklos un atzīmējiet to ar grāmatzīmi, lai nepazaudētu noderīgu informāciju.
Mēs arī iesakām noskatīties atlasītos videoklipus par mūsu tēmu.
Maģistrālo cauruļvadu lineārās daļas diagnostika.
Kā notiek metināto šuvju rentgena pārbaude ražošanā.