Cirvju rūdīšana ir termiskā apstrāde, kas ietver metāla karsēšanu līdz ļoti augstai temperatūrai un pēc tam strauju dzesēšanu. Procedūras mērķis ir uzlabot tādas materiāla īpašības, gan cietība, gan izturība, samazina tā elastību. Tas prasa atbilstību noteiktai tehnoloģijai, taču kopumā tas ir vienkāršs process. Ja nepieciešams, to var izdarīt pats.
Raksta saturs
- Kā saprast, vai ir nepieciešama rūdīšana
-
Kā pašam rūdīt cirvi
- Atkausēšana
- Sacietēšanas posms
- Atvaļinājums
Kā saprast, vai ir nepieciešama rūdīšana
Vispirms jums jāpārbauda, vai šāda procedūra ir nepieciešama. Ne visi ražotāji ražo augstas kvalitātes produktus. Gadās, ka iegūtais cirvis vai nu vispār nebija sacietējis, vai arī tas tika veikts, pārkāpjot procesu:
- pirmajā gadījumā instrumenta materiāls būs pārāk mīksts, un tas noved pie iespiedumu un iecirtumu parādīšanās, kā arī straujas izsīkuma darbības laikā;
- tehnoloģijas pārkāpums, kā likums, sastāv no rūdīšanas posma izslēgšanas pēc karsēšanas - metāls ir trausls un ātri pārklājas ar plaisām.
Atbilstība kvalitātes prasībām tiek pārbaudīta, izmantojot plakano failu. Ir nepieciešams ņemt ar nelielu iecirtumu. Ja tas brīvi slīd pa virsmu, to neaizķerot un neatstājot nekādas pēdas, tas norāda uz sakausējuma augstu cietību.
@srub-banya.com
Ja pēc visām norādēm instruments ir jāsacietē, ir jānosaka, kāds tērauds tika izgatavots tā ražošanā. Tas ir nepieciešams pareizai apstrādei.
Labākais tērauds, ko izmanto kvalitatīvam cirvim, ir oglekļa tērauds. Tas tiek piegādāts ar marķējumu U7, U8, U8A.
Kā pašam rūdīt cirvi
Termiskā apstrāde sastāv no vairākiem posmiem.
Metālam ir nevienmērīgs kristāla režģis. Kad tas iziet cauri karsēšanas un kalšanas posmiem, kristāli tiek iznīcināti un mainās to struktūra.
Lai tērauds iegūtu cietību, ir jāpanāk īpašs oglekļa molekulu izvietojums kristāla režģī. Šādu struktūru sauc par spriedzi vai martensītu.
Atkausēšana
Šīs procedūras laikā ļoti augstas temperatūras ietekmē tiek iegūts metāls, kam raksturīga viendabīga struktūra. Tās iezīme ir spriedzes neesamība kristāla režģī. Materiāls iegūst maigumu un kļūst "viegls" apstrādei. Atlaidināšanai ir piemērota parasta ķieģeļu krāsns.
Pirms turpināt tieši atkausēšanu, ir nepieciešams noņemt griešanas malu, slīpējot tā, lai tās biezums kļūtu par 1 mm. Termiskās iedarbības apstākļos asināšana joprojām izkusīs. Tagad jūs varat sākt sildīšanu.
Process izskatās šādi:
- Cirvis uzkarsē līdz sarkanai (tas atbilst temperatūrai virs 750-800 grādiem) - krāsnī vai smēdē.
- Pēc tam ļaujiet instrumentam atdzist - kopā ar cepeškrāsni vai oglēm.

@srub-banya.com
Pēc atkausēšanas sakausējums būs viegli apstrādājams ar metāla griešanas instrumentu.
Sacietēšanas posms
Cietināšana ir karsēšana un ātra atdzesēšana ūdenī vai eļļā (tīra dīzeļdegviela).

@srub-banya.com
Atkarībā no sakausējuma markas, kas ir kļuvis par instrumenta darba daļas izejvielu, temperatūras režīms var nedaudz atšķirties. Informācija par to ir pieejama metalurģijas uzziņu grāmatās. Produktiem, kas marķēti ar U7 un U8, tiek uzkarsēta līdz 800 grādiem.
Magnēts palīdzēs noteikt temperatūru. Tērauds pārstāj būt magnetizēts 760 grādos.
Tālāk:
- Pēc tam, kad sakausējums vairs nereaģē uz magnētu, tas tiek karsēts vēl dažas minūtes. Apstrādājamajam produktam vajadzētu kļūt spilgti sarkanam. Lai noteiktu apkures temperatūru pēc ēnas, varat izmantot tabulu.
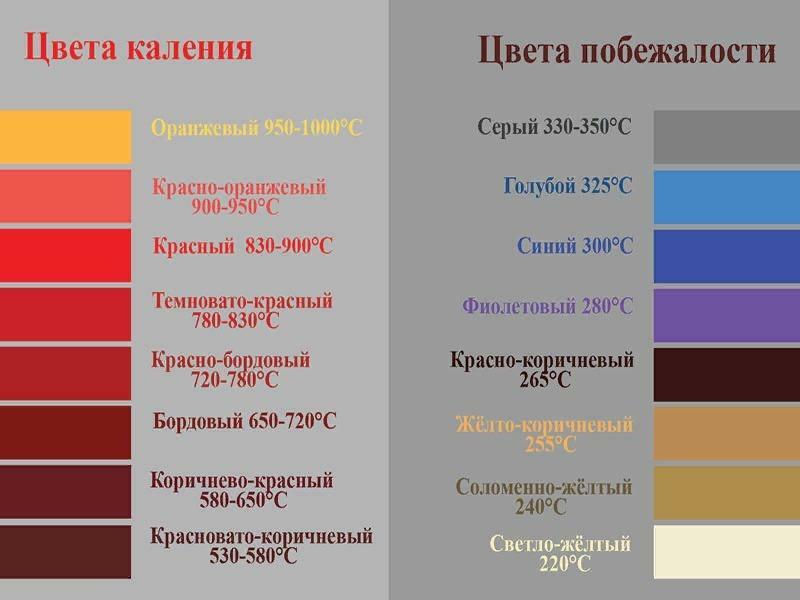
@wikimetall.ru
- Sarkani karstu instrumentu atdzesē, iegremdējot ūdenī. Tam nevajadzētu būt pārāk aukstam - optimālā temperatūra ir 30 grādi. Iegremdējiet griešanas malu uz pāris sekundēm. Šajā gadījumā cirvis ir jāpārvieto, lai neparādās tā saucamais tvaika apvalks.
- Pēc tam instrumentu pilnībā nolaiž eļļā, kuras temperatūrai jābūt 50-60 grādiem. Jāievēro piesardzība, jo šķidrums var uzliesmot. Jums jāgaida, līdz produkts atdziest, un noņemiet to.
Dažkārt cietināšanai izmanto tikai eļļu. Kaļķakmens nogulsnes tiek noņemtas ar dzelzs suku.
Atvaļinājums
Procedūra novērš lieko stresu metālā. Tad tas kļūst lipīgs. Process notiek 300 grādos. Tas aizņem apmēram stundu, pēc tam asmens atdziest gaisā.
Procesa īstenošanai vislabāk piemērota krāsns ar iespēju iestatīt temperatūru. Instrumentu ievieto kamerā, kurā tiek uzturēta 300 °C temperatūra.
Pareizi apstrādājot, sakausējumam vajadzētu kļūt zilam.
Lai pārbaudītu visu procedūru efektivitāti, ir jāpiemēro fails - kā to izdarīt, tika aprakstīts iepriekš. Cirvja rūdīšana prasa rūpību, piesardzību un tehnoloģiju ievērošanu. Tomēr kopumā tas ir diezgan vienkārši, un to var izdarīt daudzi.


