Apspriežot jautājumu par nerūsējošā tērauda lodēšanu, mēs nerunājam par metināšanu. Konkrēti, mūs interesē jautājums par plānu lokšņu nerūsējošā tērauda savienošanu ar lodēšanu, izmantojot minimālo aprīkojuma komplektu. Lodēšana ir manāmi vienkāršāka un ļauj savienot mazus nerūsējošā tērauda izstrādājumus ar gandrīz juvelierizstrādājumu precizitāti un šuvju kvalitāti.

Raksta saturs:
-
Kā mājās lodēt nerūsējošo tēraudu ar alvu
- Nerūsējošā tērauda lodēšanas īpašības
- Lietots aprīkojums
- Alvas lodēšanas režīmi
- Lodmetāls nerūsējošajam tēraudam un tā veidiem
- Pārtikas lodmetāli
- Lodēšana ar gāzes degli
- Atšķirības starp augstas temperatūras lodēšanu un zemas temperatūras lodēšanu
-
Biežākās kļūdas
- Nepareiza apkure
- Mēģinājumi izmantot nezināma sastāva un kvalitātes materiālus
- Nepareiza lodēšanas veida izvēle
- Slikta sagatavošanās
- Rezultāti
Kā mājās lodēt nerūsējošo tēraudu ar alvu
Šis savienojums ir izdevīgs ar to, ka pat mājās nerūsējošā tērauda lodēšanas procesu var apgūt burtiski pusstundas laikā. Lai iemācītos pareizi metināt nerūsējošo tēraudu, būs nepieciešami vairāki desmiti cilvēkstundu.
Nerūsējošā tērauda lodēšana mājās nav grūta, ja jums ir atbilstošs aprīkojums:
- jaudīgs elektriskais lodāmurs un elektriskais sildītājs-plīts, ja plānojat lodēt traukus no plāna nerūsējošā tērauda;
- gāzes iesmidzināšanas lodlampa, ja nepieciešams pielodēt salīdzinoši vienkāršas detaļas ar cieto lodmetālu ar kušanas temperatūru līdz 800OAR;
- propāna-skābekļa degli, ja nepieciešams augstas stiprības savienojums, izmantojot misiņa vai niķeļa-sudraba lodmetālu.
Turklāt jums būs jāiegādājas atbilstoša zīmola lodēšana un plūsmas zīmols. Katram lodēšanas veidam ir sava optimālā lodēšanas plūsmas pāra versija. Turklāt jums ir jāizgatavo lodēšanas stends, uz kura tiks uzkarsētas pievienojamās detaļas. Parasti tiek izmantots neliels gāzbetona vai šamota ķieģeļu bloks.
Svarīgs!Šķiet, ka nav nozīmes tam, ko izmantot nerūsējošā tērauda lodēšanai. Faktiski pamatnes vai statīva izvēle detaļu lodēšanai ietekmē savienojuma kvalitāti. Mēģinot lodēt uz metāla loksnes, nevarēsiet uzsildīt nerūsējošo tēraudu līdz vajadzīgajai temperatūrai.
Vēl viens noteikums: Jums ir nepieciešams tikai lodēt nerūsējošo tēraudu zem pārsega, jūs varat izmantot garāžu, darbnīcu vai balkonu, bet ne dzīvoklī.
Nerūsējošā tērauda lodēšanas īpašības
Lai pareizi lodētu nerūsējošo tēraudu, jums jāņem vērā sekojošais.
- Nerūsējošā tērauda sastāvs ir daudz sarežģītāks nekā parastajam oglekļa tēraudam. Nerūsējošo tēraudu nedrīkst pārkarsēt vai ilgstoši karsēt. Lodēšana jāveic ātri, un ir ieteicams izvairīties no ilgstošas augstas temperatūras liesmas iedarbības nelielā virsmas laukumā.
- Nerūsējošajam tēraudam ir augsts siltuma izplešanās koeficients un salīdzinoši zema siltumvadītspēja. Ja jūs lodējat metālu ar spēcīgu pārkaršanu, lodēšanas vieta noteikti tiks pārklāta ar mikroplaisām. Tas ir, jūs varat veiksmīgi pielodēt divas nerūsējošā tērauda caurules, bet tad testēšanas laikā vai zem slodzes viena no tām pārplīsīs, nevis pie lodēšanas šuves.

Lai iegūtu augstas kvalitātes lodēšanu, jums jāievēro vairāki pamatnoteikumi:
- Nerūsējošais tērauds ir jātīra mehāniski, izmantojot smilšpapīru, otu vai abrazīvu apstrādi (bieži vien ar smilšu strūklu), lai noņemtu oksīdu slāni uz virsmas. Turklāt tas jādara tieši pirms metāla lodēšanas.
- Nerūsējošais tērauds ātri un spēcīgi jāuzsilda līdz lodmetāla kušanas temperatūrai. Flux jāuzklāj uz virsmas, kas uzkarsēta līdz 90% no darba temperatūras, vai jāizmanto kopā ar lodmetālu. Uzklājot kopā, plūsma tiek veikta lodēšanas stieņa pārklājuma veidā vai iestrādāta tā iekšpusē.
- Spēcīgiem augstas temperatūras lodmetāliem ir ieteicams vispirms apstrādāt nerūsējošā tērauda karsto virsmu ar plūsmu. Lai ķīmiski aktīvajam reaģentam būtu laiks dziļi iegravēt nerūsējošā tērauda virsmu, noņemt nogulsnes no gāzes liesmas un tikai pēc tam pielodēt detaļas.
Parasti secīga apstrāde tiek dota priekšroka nerūsējošā tērauda lodēšanai ar augstu hroma un niķeļa saturu. Ir grūti izveidot savienojumu ar alvu, bet jūs varat izmantot misiņu un niķeļa-vara P-81. Lai gan izpārdošanā jūs varat iegādāties gatavus stieņus, kas pārklāti ar flux BRASS FLAME 18 XFG, kurus var izmantot nerūsējošā tērauda lodēšanai par 870OAR.
Pats lodēšanas process ir saistīts ar pareizu kausējuma izkliedēšanu ar lodmetālu virs karstās virsmas, lai tas vienmērīgi aizpildītu savienojumu. Šajā laikā jums ir jāsilda nerūsējošais tērauds ar degli, līdz visa šuve ir piepildīta ar kausējumu.
Uz garām lineārām un apļveida šuvēm lodēšanas laukums tiek uzkarsēts ar periodiskām kustībām. Kā zināms, kausējums pats plūst no aukstākas zonas uz karstāku, tāpēc lodējumu var viegli izkliedēt visā šuves garumā, tikai prasmīgi uzsildot savienojuma līniju ar degli.
Lietots aprīkojums
Nerūsējošo tēraudu var lodēt ar zemas temperatūras alvu saturošiem lodmetāliem. Šim nolūkam pietiek ar 100 W elektrisko lodāmuru un nelielu elektrisko plīti. Flīzi izmanto tikai, lai uzsildītu daļu līdz plūsmas uzklāšanas temperatūrai, un jūs varat to lodēt ar elektrisko lodāmuru.

Bieži vien elektriskā plīts noder, ja nepieciešams aiztaisīt vairākas plaisas nerūsējošā tērauda traukos. Ar tās palīdzību ir ērti uzturēt nepieciešamo lodēšanas temperatūru, neietinot traukus alumīnija folijā.
Degļa veids tiek izvēlēts atkarībā no lodēšanas lodēšanas markas un izmantotās plūsmas. Ja nepieciešams lodēt ar augstas stiprības vara-niķeļa vai misiņa lodmetāliem, vislabāk ir izmantot manuālo propāna-skābekļa degli, piemēram, “MICRO DM 284” vai līdzīgus modeļus.
Mikrodeglis ir savienots ar pārnesumkārbām (izmantojot liesmas slāpētāju) uz propāna un skābekļa baloniem. Šo uzstādīšanu var veikt ar savām rokām pat mājās. To var izmantot visu augstas temperatūras lodmetālu lodēšanai.
Vara-sudraba lodmetāliem pietiek ar manuālu iesmidzināšanas lodlampu ar kārtridža cilindru.

To var izmantot nerūsējošā tērauda lodēšanai ar sudrabu saturošiem cietlodēm ar kušanas temperatūru līdz 700OAR.
Alvas lodēšanas režīmi
Alvas lodmetālus var pielodēt, izmantojot skābi. Jautājums ir, kā lodēt nerūsējošo tēraudu ar alvu:
- Plaisu virsmas remonts plānā nerūsējošā tērauda loksnē. Metāla virsma ir pārklāta ar skārdu visā plaisas garumā. Šāda šuve praktiski neiztur mehānisko slodzi. Lodēts, lai nodrošinātu hermētiskumu pret ūdens noplūdi.
- Kastīšu, paplāšu un nerūsējošā tērauda kastu šuvju un stūru šuvju aizpildīšana. Lodēts, lai nostiprinātu ritošo savienojumu un nodrošinātu savienojuma hermētiskumu.
Abos gadījumos nerūsējošā tērauda šuve (plaisa) vispirms tiek attaukota un notīrīta. Ja metāls ir biezs, to var sadedzināt ar degli. Pēc tam daļa tiek uzkarsēta līdz 280 grādiemOC un apstrādāts ar plūsmu.

Plānām plaisām uz traukiem ieteicams izmantot kolofonija spirta šķīdumu. Ja jums ir nepieciešams lodēt nepārtikas konteinerus vai kastes, varat izmantot lodēšanas skābi. Bet saskaņā ar atsauksmēm no ortofosforskābes izgatavota plūsma nodrošina augstāku nerūsējošā tērauda kvalitāti.
Lodmetāls nerūsējošajam tēraudam un tā veidiem
Lodēšanai zemā temperatūrā var izmantot tradicionālos alvu saturošus materiālus. Tādu ir daudz, vislabāko kvalitāti parāda speciālie remontlodmetāli plaisu blīvēšanai un vara konservēšanai.

Nerūsējošā tērauda lodēšanai ar cietlodēm vislabākā metināšana ir Šveices Castolin ECO BRAZ 38230F. Sudraba saturs - līdz 30%. Cena var būt līdz 400 USD. par iepakojumu. Bet kvalitāte ir ļoti augsta pat iesācējiem un lodēšanai mājās. Jūs varat lodēt 670-750 temperatūrāOAR.
Turklāt šuve ir plastmasa un viskoza. Papildus nerūsējošajam tēraudam tos bieži izmanto velosipēdu rāmju detaļu lodēšanai un antīko automašīnu dekoratīvo apšuvumu pielodēšanai. Vislabāk iztur vibrācijas. Kā alternatīvu var izmantot sudrabu saturošu L-A9.
Varat izmantot misiņa materiālu, Castolin 18XVG nodrošina spēcīgāko nerūsējošā tērauda lodēšanas savienojumu. Bet ir grūti lodēt nerūsējošo tēraudu ar misiņu, pat Šveices kvalitāti. Šuve prasa uzsildīšanu līdz 900OC, lodētā šuve ir spēcīga, bet pārāk stingra un nekaļama. Tas slikti iztur vibrācijas, to izmanto automašīnu un sadzīves tehnikas remontā.
Vara-cinka-niķeļa lodmetāls P-81 ir par kārtu lētāks nekā sudrabu saturošas kategorijas. Nerūsējošā tērauda lodēšana ir sarežģīta, ir nepieciešama sildīšanas temperatūra līdz 950.OAR. Šuve ir ļoti stingra, cieta un tai ir paaugstināta izturība pret koroziju.
Universāls PV-209 tiek izmantots kā plūsma. Jūs varat lodēt ar boraksa un borskābes maisījumu, bet kvalitāte ir nedaudz sliktāka.
Pārtikas lodmetāli
Starp drošiem materiāliem nerūsējošā tērauda trauku lodēšanai zemā temperatūrā mēs varam ieteikt POS-1 vai POSu95-5 lodmetālus. Neskatoties uz to, ka bismuts ir smagais metāls un tam ir noteikta toksicitāte, kopumā metināšana izrādās pietiekami drošs dzeramā ūdens vārīšanai vai ēdiena gatavošanai traukos, kas izgatavoti no no nerūsējošā tērauda.
Cietlodēšanai var izmantot sudrabu saturošus materiālus, ja vara saturs nepārsniedz 10%.
Ir stingri aizliegts lodēt pārtikas nerūsējošo tēraudu ar lodmetāliem, kas satur antimonu un svinu, neatkarīgi no to procentuālā daudzuma lodēšanas materiālā.
Lodēšana ar gāzes degli
Ir vairākas standarta shēmas divu nerūsējošā tērauda detaļu lodēšanas veikšanai:
- divu cauruļu lodēšana;
- tērauda stieņa lodēšana uz nerūsējošā tērauda loksnes;
- divu lokšņu lodēšana no gala līdz galam.
Vienkāršākā iespēja ir pielodēt divas caurules. Tas var būt nerūsējošā tērauda cauruļvada divu daļu savienošana vai montāža, pielodējot papildu cauruli galvenajam cilindriskajam korpusam.
Jebkurā gadījumā jums ir nepieciešams lodēt nevis savienojuma vietā, vienai daļai nogulsnējot otrā iekšpusē. Tāpēc caurules parasti ir dažāda diametra, viena ir iespiesta otrā iekšpusē vismaz par 10 mm.
Ja jums ir nepieciešams pielodēt sānu cauruli pie galvenā nerūsējošā tērauda korpusa, vispirms jums būs jāizveido caurums, kas vienāds ar izejas diametru.
Abos gadījumos pēc noņemšanas nerūsējošā tērauda detaļas tiek samontētas un uzsildītas ar gāzes degļa liesmu. Tiklīdz uz virsmas parādās plankumi, apstrādājiet šuvi ar plūsmu un turpiniet karsēt vēl dažas minūtes. Pēdējais posms ir savienojuma aplis ar lodēšanas stieņa galu, nepārtraucot sildīšanu ar degli. Tiklīdz materiāls pilnībā aizpilda šuvi, siltums tiek noņemts.
Divu nerūsējošā tērauda loksņu lodēšana tiek veikta saskaņā ar to pašu shēmu, vienmēr ar iepriekšēju apdedzināšanu un malu tīrīšanu. Pēc tam loksnes klāj pārklājas un karsē ar gāzes degli, līdz parādās aptraipīšana. Tagad jūs varat apstrādāt malu ar plūsmu, uzsildīt to un ar plūsmas stieni izstiept kausējumu visā savienojuma garumā.
Svarīgs!Augstas kvalitātes lodmetāls un plūsma ieplūst dziļi pārklājumā. Lēti materiāli parasti pielīp tikai pie ārējā savienojuma sliktas plūstamības dēļ.
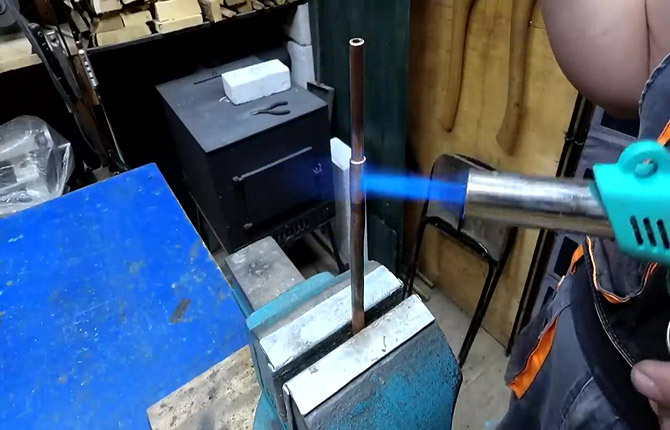
Nedaudz grūtāk ir pielodēt nerūsējošā tērauda stieni perpendikulāri metāla loksnei. Pirmkārt, jums ir jātīra abas daļas gar pārošanās virsmām.
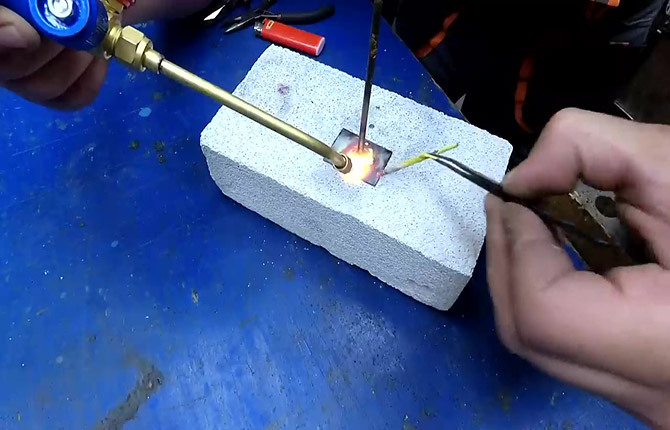
Tālāk stienis tiek novietots vertikāli uz loksnes, nekavējoties apstrādāts ar nelielu daudzumu plūsmas, pēc kura abas daļas tiek uzkarsētas ar degli līdz augstai temperatūrai. Kausējumam vajadzētu iet no gala līdz galam zem stieņa, bet lodmetāls ir viskozāks un var tur nenokļūt.
Kad plūsmas masa ir pilnībā izkususi, stieņa pamatni var skārdināt ar lodmetālu. Turklāt jums ir nepieciešams lodēt ar pārmērīgu lodēšanas materiālu, lai ap to izveidotu kušanas baseinu. Tagad uz sekundi jānoplēš stienis no nerūsējošā tērauda loksnes, lai galu skārdinātu un nekavējoties atgrieztu vietā. Nerūsējošā tērauda detaļas tiek uzkarsētas ar degli vēl dažas sekundes un apkure tiek izslēgta.
Pēc atdzesēšanas veidojas ļoti spēcīgs misiņa lodēšanas savienojums.

Šuves stiprums tiek iegūts metināšanas līmenī.
Atšķirības starp augstas temperatūras lodēšanu un zemas temperatūras lodēšanu
Nerūsējošā tērauda lodēšana ar degli ir diezgan dārga, jo augstas kvalitātes lodmetāli uz sudraba bāzes ir vairākas reizes dārgāki nekā pusautomātiskā oglekļa dioksīda vai argona metināšana. Lodēšana ar misiņu vai vara-niķeļa P-81 mājās ir diezgan sarežģīta, jo tam ir nepieciešams īpašs skābekļa-propāna lodlampa un zināma pieredze ar to apstrādē.
Bet augstas temperatūras lodēšanai ir divas svarīgas priekšrocības:
- jūs varat lodēt ļoti plānas, gandrīz juvelierizstrādājumu detaļas, remontēt un atjaunot iekārtas, nezaudējot kvalitāti;
- šuve no cieta sudraba vai misiņa lodēšanas ir nepārtraukta, noslēgta, bez porām vai dobumiem.
Tāpēc, remontējot iekārtas, amatnieki nereti dod priekšroku nerūsējošā tērauda, īpaši plānās lokšņu tērauda, lodēšanai, nevis metināšanai.
Lodēšana zemā temperatūrā nenodrošina augstu savienojuma stiprību. Bet parasti ar skārda PIC pielodētā savienojuma stiprība ir pietiekama, lai nodrošinātu detaļas hermētiskumu un stingrību. Turklāt lodēšana ar alvu ir daudz vienkāršāka, nav nepieciešami īpaši degļi vai dārgi lodmetāli.
Biežākās kļūdas
Visbiežāk problēmas rodas lodēšanas savienojuma tehnoloģijas pārkāpuma dēļ. Iemeslu ir diezgan daudz, un visizplatītākie ir steiga darbā un mēģinājums ietaupīt uz materiāliem.
Nepareiza apkure
Visizplatītākā kļūda ir mēģinājums lodēt uz vēl aukstām sagatavēm. Iesmidzināšanas deglis uzsilst ātri un efektīvi, lodējamo savienojumu var uzsildīt dažu minūšu laikā.
Bet, ja darbu veic neapsildītā telpā zemā temperatūrā, tad sagatave, piemēram, nerūsējošā tērauda loksne, ļoti ātri atdziest. Tāpēc jums ir nepieciešams lodēt ar palīgu vai papildus sildīt sagatavi ar pūtēju vai elektrisko plīti.

Mēģinājumi izmantot nezināma sastāva un kvalitātes materiālus
Sudrabu saturošie lodmetālu sakausējumi ir ļoti dārgi – no 30 tūkst. berzēt. un augstāk. Bet dažreiz vienkārši nav alternatīvas, ja ir nepieciešamas augstas kvalitātes lodēšanas šuves.
Tikai amatnieki ar lielu pieredzi var veiksmīgi lodēt misiņu ar boraks vai veciem nezināma sastāva lodētiem. Turklāt jums būs nepieciešams strādājošs skābekļa deglis. Ja jau ir vajadzība taisīt lodētu savienojumu ar misiņu, tad vēlams vismaz uz pāris dienām noīrēt mikrolāpu, bet boraksa vietā izmantot PV-209.
Nepareiza lodēšanas veida izvēle
Pirms lodēšanas ar noteiktu lodmetālu ir jāpārliecinās (izlasiet instrukciju uz iepakojuma), vai šis materiāls savu īpašību dēļ ir unikāli piemērots nerūsējošajam tēraudam. Daudzi cilvēki nezina, piemēram, ka varš-fosfors nav piemērots nerūsējošajam tēraudam.
Bieži tiek pieļauta kļūda, ja sudraba lodmetālu izmanto, lai savienotu detaļas, kuras vienlaikus ir pakļautas lielai statiskai slodzei un vibrācijām. Sudrabu saturošie sakausējumi ir ļoti mīksti un elastīgi, tāpēc savienojums laika gaitā zem slodzes “izstiepjas”, līdz plīst.
Šādā situācijā ieteicams veikt dubultlodēšanu. Sākumā ar sudrabu, tad uzreiz ar vara-niķeļa-cinka lodmetālu. Divkāršā lodēšana ir grūtāka, taču, ja jūs to apgūstat, varat lodēt 0,1 mm biezu nerūsējošo tēraudu ar izturību, kas nav zemāka par metināto savienojumu. Šajā gadījumā savienojuma blīvums būs par vienu pakāpi augstāks.
Slikta sagatavošanās
Daudzas problēmas rada slikta virsmas tīrīšana. Tas ir jātīra ļoti ilgi un efektīvi, iespējams, iepriekš sadedzinot. Uz nerūsējošā tērauda oksīdi un virsmas karbīdi pielīp ļoti stingri, tāpēc metāls tiek notīrīts ar abrazīvām un metāla sukām līdz spīdumam (nepulēt).
Rezultāti
Izvēlēties, ar ko lodēt nerūsējošo tēraudu, nav tik grūti, tirgū ir diezgan daudz visu veidu lodmetālu uz sudraba un misiņa. Izvēle ir liela, taču savienojuma stiprums par 90% ir atkarīgs no materiālu kvalitātes. Tāpēc nav vērts taupīt.
Pastāstiet mums par savu lodēšanas pieredzi. Kādām procesa iezīmēm jāpievērš īpaša uzmanība? Tāpat atzīmējiet rakstu un kopīgojiet to sociālajos tīklos.


