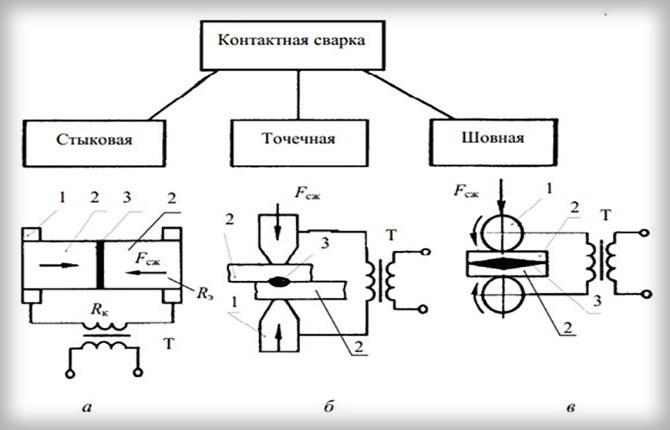
Visizplatītākais metināšanas veids ir punktmetināšana. To izmanto metāla detaļu un konstrukciju savienošanai. Šāda savienojuma kvalitāte būs atkarīga no pareizā elektriskā impulsa ilguma. Apskatīsim, kā veikt punktmetināšanu.

Raksta saturs:
-
Sagatavošanās punktmetināšanai
- Metināšanas iekārtas sagatavošana
- Metināšanas elektrodu sagatavošana
- Virsmas sagatavošana
-
Punktmetināšanas tehnika
- Metināšanas vietas izvēle
- Punktu metināšanas pielietojums
-
Punktmetināšanas iezīmes
- Priekšrocības un trūkumi
- Lietošanas jomas
-
Galvenās kļūdas punktmetināšanas laikā
- Kļūdu apraksts
- Veidi, kā tos labot
Sagatavošanās punktmetināšanai
Lai izveidotu kvalitatīvu savienojumu, ir pareizi jāveic sagatavošanas darbi. Tie sastāv no virsmas sagatavošanas, metināšanas mašīna Un elektrodi.
Metināšanas iekārtas sagatavošana
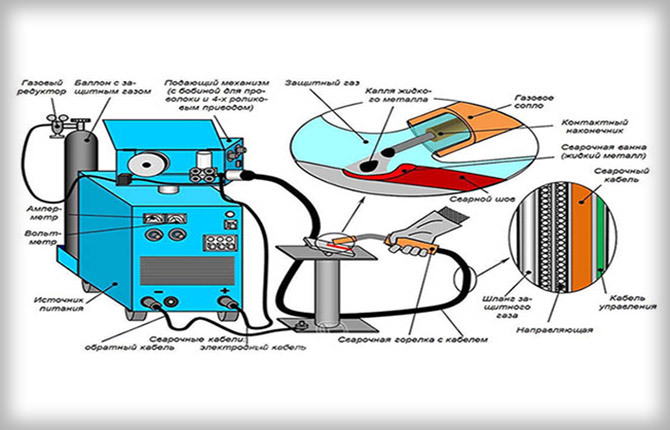
Lai veiktu metināšanu, ir nepieciešams īpašs aprīkojums. Uzņēmumi izmanto metināšanas iekārtas. Viņi spēj strādāt ar dažāda veida metāliem.
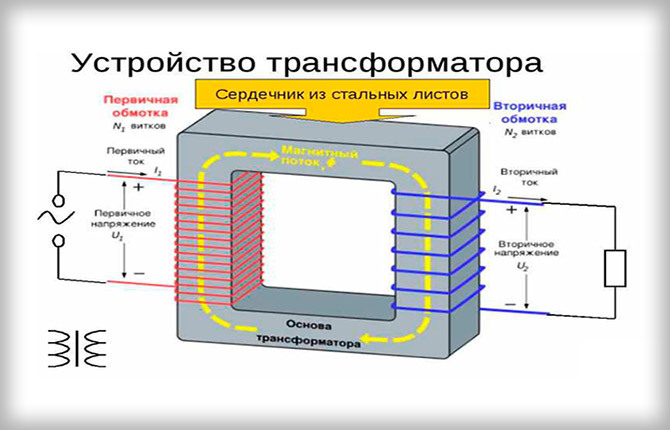
Mājsaimniecības patērētāji izmanto kompaktas metināšanas iekārtas. Ierīcei ir skavas un mazjaudas transformators. Pirms nodošanas ekspluatācijā ir jāpārbauda metināšanas iekārtas jaudas un barošanas avota indikatoru atbilstība.
Pēc tam tiek uzstādīts metināšanas vads. Tās tipam un diametram jāatbilst metināšanas pistoles galam un virzošajai šļūtenei. Ja nepieciešams izmantot cita diametra stiepli, piedziņas veltnis tiek apgriezts vai aizstāts ar piemērotu.
Metināšanas iekārtas spolei var būt dažādi izmēri. Ja tas neder, izmantojiet adapteri. Pirms regulēšanas uzsākšanas vads tiek uzstādīts vēlamajā rievā. Pēc tam tas tiek nospiests ar regulēšanas rullīti.
Nākamajā posmā tiek sagatavota padeves šļūtene. Tas ir jāatloka, novēršot deformācijas. To var ērti izdarīt uz līdzenas virsmas.
Mēs lasām: Elektriskā metināšana iesācējiem
Metināšanas elektrodu sagatavošana
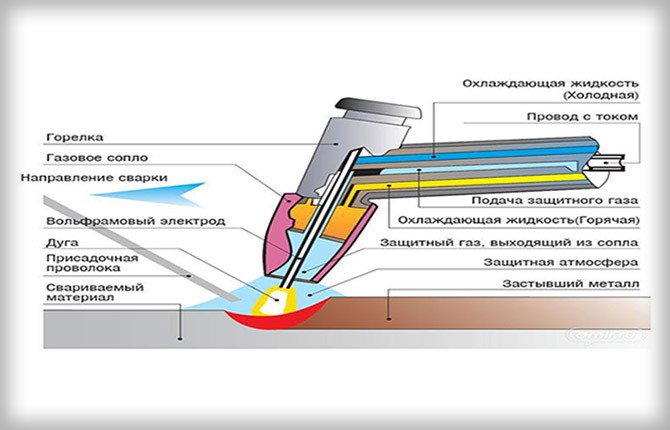
Elektrods ir galvenais metināšanas atribūts, kas veic elektriskās strāvas padeves funkciju daļām, kuras nepieciešams metināt. To ražošanai tiek izmantoti sakausējumi ar augstu elektrisko un siltuma vadītspēju. Šīs īpašības piemīt vara vai bronzas sakausējumiem.
Visvairāk uzkarst elektroda gals, tāpēc šī ir tā daļa, kas visātrāk kļūst nelietojama. Šī iemesla dēļ metināšanas darbu laikā tas ir jāuzasina. Optimālā gala forma ir konuss.
Lai paplašinātu elektrodu izmantošanu, ir jāievēro vairāki nosacījumi:
- izvēlieties elektrodu, pamatojoties uz materiālu, ar kuru jums jāstrādā;
- izmantot ūdens jaku;
- Neizmantojiet tievu galu elektrodus smagai metināšanai;
- Uzglabājiet elektrodus pareizi un nepieļaujiet to bojājumus.
Elektrodu sagatavošana darbam ietver to kalcinēšanu vai žāvēšanu. Tas jādara, lai samazinātu pārklājuma mitruma līmeni, kas negatīvi ietekmē veiktā darba kvalitāti.
Nežāvētus elektrodus ir grūti aizdedzināt, sadrupināt vai pielipt. Tie ir jāizžāvē tieši pirms lietošanas, jo, kalcinējot vienu un to pašu elektrodu vairāk nekā 3 reizes, pārklājums var nokrist no stieņa.
Virsmas sagatavošana
Pirms punktmetināšanas ar savām rokām, jums ir jāsagatavo metāls. Process sastāv no vietas, kur tiks izgatavota šuve, tīrīšana no korozijas, piesārņojuma un oksidācijas. Bez tā darbības laikā ierīces jauda var samazināties un palielināties tās nodiluma pakāpe.
Virsmas tīrīšanai izmantojiet dzirnaviņas ar smilšpapīru, metāla suku vai smilšu strūklu. Ja detaļa ir maza izmēra, to var turēt īpašā šķīdumā.
Sagatavošanas process būs atšķirīgs, strādājot ar alumīniju vai no tā izgatavotu sakausējumu. Uz šī metāla virsmas ir oksīda plēve. Tas neļauj detaļu pilnībā uzsildīt un metināt. Tāpēc pirms darba uzsākšanas tas ir jānoņem.
Punktmetināšanas tehnika
Punktmetināšanas process ir balstīts uz metināšanas strāvas impulsu, kas noved pie detaļu sildīšanas. Tās ilgums ir 0,01-0,1 s. Šāds impulss noved pie metāla kušanas kontakta zonā, veidojot šķidru serdi. Tas būs vienāds ar divām daļām, kas jāsamontē. Pēc tam daļas tiek turētas kādu laiku, līdz tās atdziest un kodols kristalizējas.
Metināšanas vietas izvēle
Vietai, kur tiek veikti metināšanas darbi, jābūt tīrai. Visiem instrumentiem jābūt labā darba kārtībā. Darbi pie konstrukciju nostiprināšanas vai montāžas jāveic estakādes, uz līdzenas virsmas.
Transformators ir novietots uz metāla platformas, kuras augstums ir 10 un platums vismaz 80 cm. Piekļuvei tiem jābūt bez maksas. Transformatora slēdži ir novietoti uz cauruļveida statīviem. Strāvas pārveidotāji ir uzstādīti uz grīdas blakus kolonnām, un komutācijas ierīces ir uzstādītas uz kolonnas sienas.
Drošam metināšanas darbam ir nepieciešama stabila ventilācija. Tas samazinās kaitīgo vielu daudzumu, kas parādās gaisā punktmetināšanas vai citas metināšanas laikā.
Mēs lasām: Kā metināt vertikālās un horizontālās šuves, izmantojot elektrisko metināšanu
Punktu metināšanas pielietojums
Punktmetināšanas procesam ir vairāki posmi:
- virsmu tīrīšana, izlīdzināšana un sagatavju pielāgošana;
- detaļu nostiprināšana ar knaiblēm ar saspiešanu līdz nelielai novirzei;
- metāla karsēšana, izmantojot elektrodu, to kausējot, veidojot metinātu serdi;
- strādājot ar automātisko ierīci, tiek atbrīvota kompresija;
- strāvas izslēgšana pēc tam, kad darba virsma iegūst sarkanu nokrāsu;
- spēcīga detaļu saspiešana, lai metālam atdziestot izveidotu augstas kvalitātes metinātu serdi.
Lai novērstu metāla izšļakstīšanos, strāvas padeves laikā ir jākontrolē detaļu saspiešana.
Punktmetināšanas iezīmes
Punktu metodes īpatnība ir detaļu nostiprināšana ar īpašām knaiblēm, caur kurām tiek nodota elektriskā strāva. Ar tās palīdzību metāls saskares vietā ar elektrodu tiek uzkarsēts. Šajā laikā daļa tiek saspiesta un dažās mīkstinātajās vietās tiek iegūta sava veida “karstā kniede”, ko ierobežo punkts.
Punkta metināšanas īpašības:
- darba spriegums - mazāks par 10 V;
- darba strāva - virs 1000 A;
- īslaicīgs savienojums (dažas sekundes);
- augsts spiediens, ko rada knaibles.
Priekšrocības un trūkumi
Metāla elementu metināšanas punktveida metodes priekšrocības:
- Liels ātrums. Augsta temperatūra veicina ātru un vienmērīgu metāla savienošanu. Tas ļauj izvairīties no tā deformācijas.
- Zemas izmaksas, kas ļauj masveidā izmantot punktu tehnoloģiju. Procesa automatizācija vēl vairāk samazina izmaksas.
- Zems enerģijas patēriņš salīdzinājumā ar citām metināšanas metodēm.
- Darba veikšanas vieglums.
Bet tehnikai ir arī trūkumi:
- Nespēja savienot liela biezuma daļas. Tas ir saistīts ar faktu, ka iegūtā šuve nebūs pietiekami izturīga un var tikt bojāta fiziskas vai mehāniskas ietekmes rezultātā uz detaļu.
- Metināšanas darbiem ir nepieciešama brīva vieta.
- Savienojuma izskats var nebūt pietiekami pievilcīgs, tāpēc neuzkrītošās vietās tiek izmantota punktu tehnika.
- Augsta bīstamība darba laikā. Ir svarīgi ievērot drošības pasākumus, lai izvairītos no traumām. Nepieciešama arī īpaša aizsardzība pret metāla šļakatām un dzirkstelēm.
Lietošanas jomas
Punktmetināšanas metodi izmanto, ja nepieciešams izgatavot metāla konstrukcijas, savienojot atsevišķus elementus. Tehnoloģija ir uzticama, ātra un viegli izpildāma, un pats process ir automatizējams. Tāpēc tehnika tiek izmantota, ja jums ir jāizveido šādas struktūras:
- automašīnas, lauksaimniecības, dzelzceļa un citas iekārtas;
- sadzīves tehnika (ledusskapji);
- mikroelektronikas elementi;
- karkasi no stiegrojuma monolītajām plātnēm;
- rotaslietas.
Galvenās kļūdas punktmetināšanas laikā
Lai izgatavotu izturīgu izstrādājumu, ir svarīgi izvairīties no bieži pieļautām kļūdām, veicot metināšanas darbus. Kam jāpievērš uzmanība, lai izveidotu kvalitatīvu dizainu?
Kļūdu apraksts
Punktmetināšanai nepieciešami precīzi iestatījumi un iegūto rezultātu uzraudzība. Visbiežāk pieļaujamās kļūdas ir:
- Izdegt. Tas ir caurums konstrukcijā, kura malas var viegli atdalīties. Tas notiek, ja ir garš impulss, liela strāva vai liela metāla daļas saspiešana, kā rezultātā tā pārkarst un iztukšojas. Lai no tā izvairītos, spiediens ir jāpadara vājāks vai jāsamazina strāva.
- Noplūdes. Ja ilgstoši tiek pielietots vājš impulss vai tiek veikta spēcīga saspiešana, metāls var pārvietoties ārpus serdes, veidojot tukšumus. Darbības laikā šādas šļakatas atgādina dzirksteles, kas izlido no punktiem. Biezums ap šiem punktiem ir samazināts, padarot savienojumu mazāk drošu.
- Iespiešanās trūkums. Kodols var nesakarst, ja radīsit vāju impulsu, atlaidīsiet knaibles un nesaspiedīsiet daļu pārāk daudz. Tas var novest pie tā, ka šāds punkts izdalās fiziskās aktivitātes laikā. Ja metināšanas punkti atrodas tuvu viens otram, var rasties saplūšanas trūkums, tāpēc blakus esošais punkts kļūst par šuntu, kas vada daļu elektroenerģijas. Metāla izkausēšanai nepietiks.
- Punkta diametra samazināšana. Ja veicat īsu impulsu vai brīvi nospiežat detaļas, kausēšanas zona būs nepietiekama. Šajā gadījumā punktā veidojas mikrosakausējumi, kas ir vājāki nekā monolītā metināšana.
- Plaisas metālā. Tie var parādīties, ja punkti ir izveidoti tuvu pārklāšanās malai, metāls nav sagatavots vai knaibles nav pareizi saspiesti. Šādu defektu var pārbaudīt zem palielināmā stikla.

Veidi, kā tos labot
Punktmetināšanas kvalitātes pārbaude ir diezgan sarežģīta. Ultraskaņas metodes, ko parasti izmanto ražošanā, var nebūt efektīvas. Lai pārbaudītu gatavo daļu, tiek veikta kontroles lūzuma pārbaude.
Ja tiek konstatēti defekti, varat rīkoties šādi:
- atkārtoti metināt punktu;
- notīrīt ārējās šļakatas;
- izurbt defektu un pārmetināt to, izmantojot pusautomātisko metināšanas iekārtu;
- izgatavot kniedes (pūst vai metināt);
- izveidot karsto punktu.
Punktu metināšanas tehnoloģija ir diezgan izplatīta. Bet profesionālais aprīkojums ir dārgs, tāpēc amatnieki mājās var izgatavot mājās gatavotas ierīces no vecām mikroviļņu krāsnīm. Ierīces rasējumi un diagrammas ir pieejamas internetā.
Punktu metināšanu ir viegli veikt, un tai ir minimālas finansiālās izmaksas. Veicot to, ir jāievēro drošības pasākumi un jāievēro darba noteikumi. Tas samazinās traumu risku un ļaus izgatavot kvalitatīvu metāla konstrukciju.
Vai jums ir punktmetināšanas prasmes? Dalieties savos noslēpumos komentāros. Tāpat neaizmirstiet pievienot rakstu grāmatzīmēm un kopīgot saiti ar draugiem.