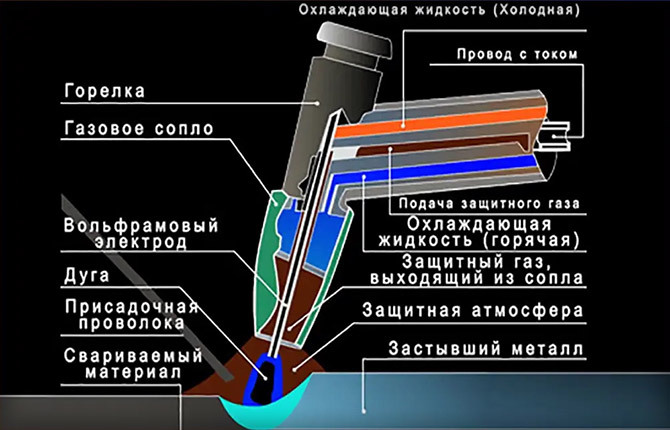
Argonlassen is een van de soorten elektrische boogmethoden om metalen te verbinden. De boog wordt ontstoken in de inactieve gasbol met behulp van een wolfraamelektrode. Tegelijkertijd worden de randen van de te lassen onderdelen gesmolten, waardoor ze op betrouwbare wijze samenkomen.
De inhoud van het artikel:
- Argonlassen - kenmerken en beschrijving
- Classificatie van argonlassen
- Argonlassen - wat u nodig heeft van gereedschappen en apparatuur
- Naleving van de veiligheid
- Stapsgewijze instructies voor het gebruik van argonlassen
Argonlassen - kenmerken en beschrijving
Een eigenschap die kenmerkend is voor argonlassen kan worden beschouwd als een succesvolle combinatie van elektrische en gaslasprincipes. Deze lastechniek kenmerkt zich door lasnaden van uitstekende kwaliteit. Ze zijn zorgvuldig gepolijst en aan het einde van de hele werkcyclus zijn de paspunten absoluut niet merkbaar.

De belangrijkste factor in het proces is de elektrische boog. Hier vindt de omzetting van elektrische energie in thermische energie plaats. Door de hoge thermische drempel smelt het metaal op het laspunt. Als de boog soepel beweegt, is het materiaal gesmolten en zijn de werkstukken stevig met elkaar verbonden. Door de elektrode te bewegen worden de parameters van het smeltbad aangepast, de lassnelheid, de inbrandingsgraad, de kwaliteit en de breedte van de naad aangepast.
Om de openingen op te vullen, smelt u een hoge metalen kraal op de naad, een lasdraad wordt gebruikt. Het moet van dezelfde samenstelling zijn als het te lassen materiaal. De lasdraad wordt handmatig in het smeltpunt gevoerd.
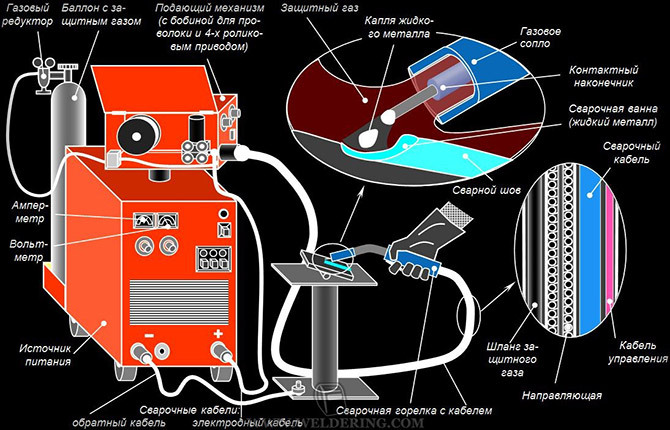
De voeding is een inverter-type unit met bedieningselementen, een neutraal gastoevoersysteem, connectoren waar de brander op is aangesloten. De stroom kan variëren, zowel constant als variabel zijn.
Tijdens de werking van de argonlaseenheid wordt inert argongas door het mondstuk van het gereedschap in de boogzone gebracht. Het "verdringt" atmosferische lucht uit het lasbad, inclusief zuurstof en stikstof. Zo worden metaalnaden tijdens het lassen betrouwbaar beschermd. De basis van de boog wordt ook beschermd - een niet-afsmeltende wolfraamelektrode. Als er echter wordt gelast zonder inert gas, wordt wolfraam blootgesteld aan de agressieve werking van zuurstof en wordt het vernietigd.
Atmosferische lucht heeft een negatieve invloed op de kwaliteit van het lasproces.Een inert gas wordt gebruikt om de fusiezone te beschermen tegen zuurstof uit de lucht. In de normale praktijk is dit argon. Voor dit doel kan helium worden gebruikt, maar de kosten zijn veel hoger. De lage prijs van argon wordt verklaard door het feit dat het slechts een bijproduct is van het industriële luchtscheidingsproces in zuurstof en stikstof.
Voordelen van argonbooglassen:
- Esthetische, zeer sterke naad.
- Fluxen, elektrodebekledingen zijn niet vereist.
- Werk met onderdelen van elke grootte.
- De mogelijkheid om metaal op beschadigde delen van onderdelen te laten opduiken voor hun herstel.
- Verbinding van moeilijk te lassen metalen (titanium, gietijzer, aluminium en andere).
- Minimale uitstoot van aerosolen, in vergelijking met andere soorten lassen.
- De rand van het "in argon" gesneden metaal heeft een ideale geometrie, er vormen zich geen oxide- en nitridefilms op.
- Met de argonmethode kunt u dunne metaallagen verbinden en speciale lasbewerkingen uitvoeren.
De nadelen zijn onder meer het feit dat lassen met argonmetaal langzamer is dan bij andere lasmachines en -methoden.

Werken met argon vormt een risico voor de menselijke gezondheid. Ingeademd argongas veroorzaakt duizeligheid, kan leiden tot misselijkheid, braken, bewustzijnsverlies en zelfs de dood. Degenen die met argonlassen werken, hebben vaak last van hoofdpijn, oorsuizen, vermoeidheid, spijsverteringsstoornissen en ademhalingsproblemen.
De lasser loopt het risico ziek te worden van aluminose, een onomkeerbare longziekte, omdat hij wordt blootgesteld aan de negatieve effecten van ozon, radioactiviteit en stikstofoxiden.
Classificatie van argonlassen
Argon-lastechnologie is geclassificeerd volgens afzonderlijke functionele principes:
- Handmatige manier. Manipulaties van de toorts, boogtoorts en vuller worden handmatig uitgevoerd door de lasser. Zijn ervaring en kwalificatie bepaalden het tempo van het proces, de parameters van de lassen.

- Halfautomatisch.De apparatuur heeft een functie voor het aanvoeren van toevoegdraad. De unit is voorzien van een draadaanvoermechanisme. De lasser werkt alleen met een argontoorts, één hand blijft vrij. Het kan werkstukken vasthouden of uitvouwen. De methode is productiever dan handmatig, maar de kwalificatie van de lasser is erg belangrijk.
- Auto. Draadaanvoer, het verplaatsen van de wagen met een toorts gebeurt automatisch, zonder tussenkomst van de werknemer. Voordelen bij gladde lassen van hoge kwaliteit. De functies van de operator zijn het controleren en correct instellen van parameters - de diepte van de vereiste penetratie, de optimale snelheid van de wagen, enz.
Bovendien onderscheidt argonlassen zich door het eigenlijke proces - of er nu een lasdraad wordt gebruikt of niet.
Zonder een additief kan dun metaal (tot 2 mm) worden gelast, met een strakke klem - er mogen geen openingen langs de naad zijn. Dan smelten de randen met de elektrode en is dit metaal voldoende om de werkstukken te verbinden. Het blijkt strak, dun, glad, als een spiegel, een naad zonder "schubben".
Met vuldraad duurt het koken langer. Het type naad is "geschubd", terwijl het aantal lagen schubben rechtstreeks afhangt van het ritme van de toevoer van additieven naar het smeltbad. Kwalitatief worden spleten en spleten tussen onderdelen tot 5 mm breed gesmolten, uitstulpingen worden onder de groef gelast. De plamuurmethode wordt gebruikt voor argonlassen van metalen met een dikte van 3 mm.
Nog niet zo lang geleden verscheen er een andere innovatieve technologie van argon-booglassen - robotachtig. Zijn bijzonderheid is dat het lassen van onderdelen op transportbanden wordt uitgevoerd door robotcomplexen. De methode kenmerkt zich door een hoge productiviteit tegen lage arbeidskosten.

Het nadeel is de aanzienlijke kosten van unieke apparatuur, de dringende noodzaak om aan te trekken hooggekwalificeerde specialisten voor onderhoud, softwareondersteuning, finetuning robot knooppunten. De technologie is ontworpen voor grote productievolumes.
Argonlassen - wat u nodig heeft van gereedschappen en apparatuur
Apparatuur en gereedschap voor argobooglassen is onderverdeeld in 3 groepen.
De eerste omvat speciale apparaten die één specifieke handeling uitvoeren. Argonlassen, uitgevoerd door dergelijke apparaten, wordt gebruikt bij grote ondernemingen van grootschalige in-line productie.
Seconde - gespecialiseerde apparatuur die is geconfigureerd voor operaties met een beperkt aantal onderdelen van een bepaalde categorie.
Derde- universele machines, gebruikt voor verschillende soorten bewerkingen en materialen. Dit is de meest populaire groep in massa geproduceerde apparaten. Ze worden veel gebruikt, niet alleen voor industriële doeleinden, maar er is ook veel vraag naar bij ambachtelijke "garage" -ambachtslieden.
Een set apparatuur voor universeel argonlassen:
- overalls, schoeisel, persoonlijke beschermingsmiddelen;
- eenheid voor het uitvoeren van werkzaamheden met een niet-afsmeltende elektrode;
- wolfraam niet-verbruikbare elektroden;
- vuldraad;
- hogedrukslangen;
- gascylinder;
- gasreductiemiddel;
- hulpstuk.
In een gasfles, in gecomprimeerde vorm, zit een gas - argon. Cilinders worden gebruikt voor verschillende gassen. Om dezelfde container niet te verwarren met verschillende inhoud, zijn de cilinders gemarkeerd. Dus ruwe argon wordt in een zwarte cilinder gepompt met een witte inscriptie, een witte streep. Argon technisch - ook in een zwarte cilinder, maar de inscriptie is blauw, de streep is blauw. Pure argon onderscheidt zich door een grijze cilinder met een groene inscriptie en een streep. Andere speciale technische informatie is ook op de cilinders gestempeld.
Elk verloopstuk is voorzien voor "zijn" gas. De kleur van het verloopstuk moet overeenkomen met de kleur van de gasfles. In een goedkope versie kunt u een "zwarte" koolstofdioxide-versnellingsbak gebruiken. Maar meestal wordt een verloopstuk met een rotameter onder argon geïnstalleerd.
Voor argon worden hogedruk zuurstofslangen gebruikt vanwege hun kwaliteit en betrouwbaarheid. De binnendiameter varieert van 9 tot 18 mm. Dus het kiezen van de juiste zal niet moeilijk zijn.
De stroombron voor argonlassen wordt geselecteerd op basis van de doelen en taken die tijdens het werk moeten worden uitgevoerd.
Wolfraamelektroden zijn ontworpen om de boog te starten en in stand te houden. Ze hebben een overeenkomstige markering die hun eigenschappen kenmerkt, de aanwezigheid van speciale onzuiverheden.
Hulpmaterialen zijn nodig om het metaal voor te bereiden op het lassen, bijvoorbeeld een slijpmachine, verschillende borstels voor metaal.
Naleving van de veiligheid
Argon vereist, net als elke andere lasmethode, strikte naleving van veiligheidsvoorschriften. De meeste zijn eenvoudig, maar door hun implementatie kunt u niet alleen de gezondheid, maar ook het leven redden.
Het werk moet worden georganiseerd in speciale kamers of cabines. Waar het niet mogelijk is om deze voorwaarden te realiseren, wordt de plaats van argonlassen afgezet met schermen. Het zijn panelen gemaakt van multiplex, geverfd met een vlamvertragende samenstelling, die ook zinkoxide bevat, dat ultraviolette stralen absorbeert. De hoogte van een dergelijke omheining mag niet minder zijn dan 2 m.
Lasapparatuur voor argon wordt op een vlak oppervlak geïnstalleerd in overeenstemming met de technologische afmetingen. De werkplek van de lasser moet voorzien zijn van afzuig- en toevoerventilatie. Uitlaatpanelen zijn zeer effectief. Ze zijn horizontaal of onder een hoek geplaatst, zodat verontreinigde lucht van de boog naar beneden of van de lasser wordt weggepompt. Dit voorkomt het binnendringen van schadelijke stoffen in de luchtwegen van de werknemer.
Wat u moet doen voordat u aan het werk gaat:
- Inspecteer en zorg ervoor dat de speciale kleding, schoeisel, beschermende uitrusting van de lasser in goede staat, schoon, niet verzadigd is met olie of andere brandbare stoffen.
- Overall aantrekken, alle knopen vastmaken, linten strikken, veterschoenen.
- De jas en broek worden los gedragen, de zakken moeten worden afgesloten met kleppen, het haar wordt onder de hoofdtooi gestopt.
- Controleer de werkplek, verlichting, afzuigkap.
- Verwijder onnodige werkstukken, onnodige items, brandbare materialen.
- Apparatuur inspecteren. Het moet betrouwbaar geaard zijn, de hoogspanningscontacten zijn beschermd en gesloten, de integriteit van de draden is niet verbroken.
- Zorg ervoor dat meet- en signaleringsapparatuur, blokkeerinrichtingen van de apparatuur werken.
- Begin pas met werken als de geconstateerde tekortkomingen volledig zijn verholpen.

Stapsgewijze instructies voor het gebruik van argonlassen
Voor het lassen moet het werkstuk grondig worden ontdaan van vuil, machineolie en vet. Dit kan met elk oplosmiddel. Wanneer de dikte van de te lassen onderdelen meer dan 4 mm is, is het snijden van de randen noodzakelijk en wordt argonlassen alleen stomp uitgevoerd.
Om oxidefilms te vernietigen, wordt de kruising behandeld met metalen borstels. Verbinding met complexe geometrie wordt gereinigd met een haakse slijper.
Om vocht te verwijderen, moeten de werkstukken worden verwarmd tot 150 graden. Onder dun metaal worden, om doorbranden te voorkomen, koperen of stalen platen geplaatst om warmte af te voeren.
Het additief beweegt uitsluitend voor de brander langs de lasnaad.
Gedurende een korte tijd (5-7 seconden) voordat de boog wordt ontstoken, wordt de toevoer van inert gas ingeschakeld. Na het einde van het lassen is het opnieuw nodig om dezelfde tijd te wachten tot het gas is uitgeschakeld.
De volgorde van acties voor het werken aan argonbooglassen:
- Schakel apparatuur in.
- Sluit de aardedraad aan op de lastafel of het werkstuk.
- Open het ventiel op de gasfles.
- Breng de argonbrander dichter bij het te lassen onderdeel zodat de afstand tot de elektrode 3-5 mm is.
- Zet een beschermend masker op, schakel de voeding in.
- Houd de resulterende lasboog aan de beginrand van de verbinding totdat zich een plas gesmolten metaal vormt.
- Bereik met cirkelvormige soepele manipulaties het smelten van de randen van de zijkanten.
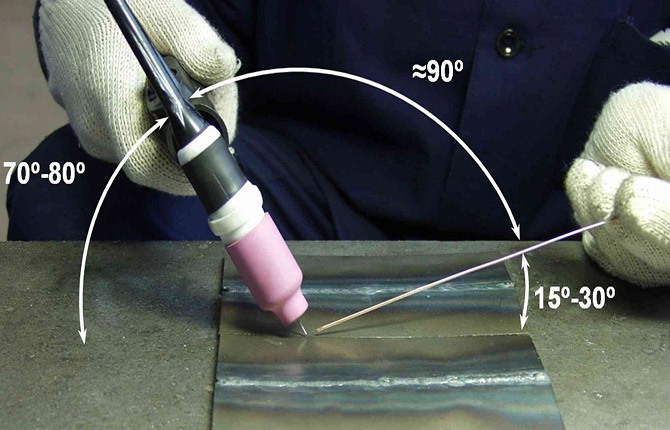
- Houd een hoek van 45 graden aan tussen de brander en het oppervlak.
- Beweeg de brander langzaam en voorzichtig met de naald naar voren en voer de lasdraad in de toorts.
- Verminder aan het einde van de naad de stroom om de krater te vullen.
Argonlassen is een winstgevende innovatieve methode voor productrestauratie. De kosten van las- en restauratiewerk zijn veel lager dan de vervaardiging van een nieuw onderdeel. Een refurbished product kan erg lang meegaan.
Heeft u zelf wel eens argonlassen toegepast? Vertel ons over de karakteristieke kenmerken waarmee u snel vaardigheden kunt verwerven. Laat uw reactie achter, deel het artikel op sociale netwerken, maak er een bladwijzer van.


