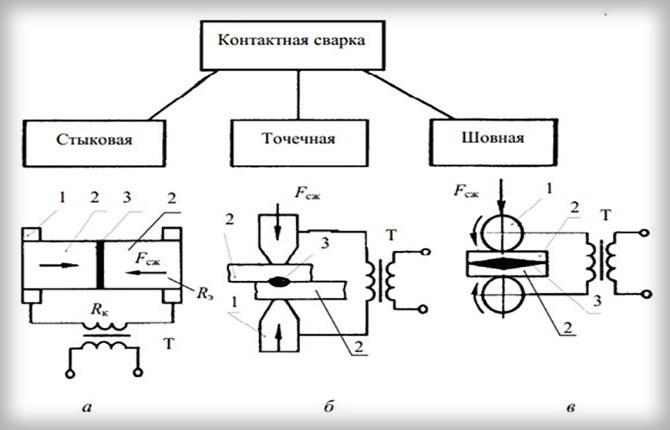
De meest voorkomende vorm van lassen is puntlassen. Het wordt gebruikt om metalen onderdelen en constructies met elkaar te verbinden. De kwaliteit van een dergelijke verbinding zal afhangen van de juiste duur van de elektrische puls. Laten we eens kijken hoe u puntlassen kunt maken.

De inhoud van het artikel:
-
Voorbereiden voor puntlassen
- Het lasapparaat voorbereiden
- Voorbereiding van laselektroden
- Voorbereiding van het oppervlak
-
Puntlastechniek
- Een laslocatie selecteren
- Toepassing voor puntlassen
-
Kenmerken van puntlassen
- Voor-en nadelen
- Gebruiksgebieden
-
Basisfouten bij puntlassen
- Beschrijving van fouten
- Manieren om ze te repareren
Voorbereiden voor puntlassen
Om een hoogwaardige verbinding te maken, is het noodzakelijk om de voorbereidende werkzaamheden correct uit te voeren. Ze bestaan uit het voorbereiden van het oppervlak, lasapparaat En elektroden.
Het lasapparaat voorbereiden
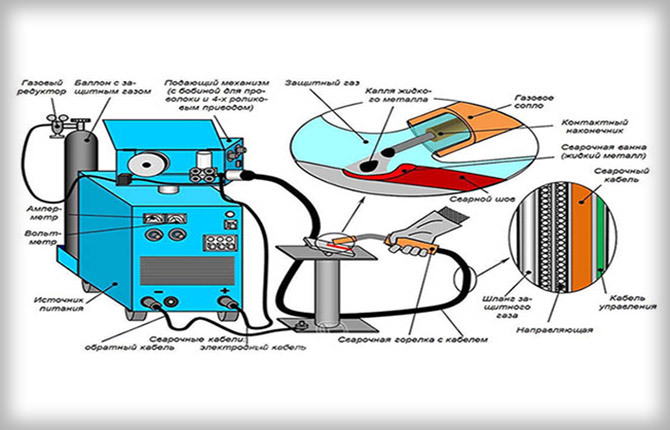
Voor het uitvoeren van laswerkzaamheden is speciale apparatuur vereist. Bedrijven gebruiken lasmachines. Ze kunnen met verschillende soorten metaal werken.
Huishoudelijke consumenten gebruiken compacte lasmachines. Het apparaat wordt geleverd met klemmen en een laagvermogentransformator. Voordat u het in gebruik neemt, moet u de overeenstemming tussen de kracht van het lasapparaat en de stroomvoorzieningsindicatoren controleren.
Hierna wordt de lasdraad geïnstalleerd. Het type en de diameter moeten overeenkomen met de punt van het laspistool en de geleidingsslang. Als u een draad met een andere diameter moet gebruiken, wordt de aandrijfrol omgedraaid of vervangen door een geschikt exemplaar.
De lasmachinespoel kan verschillende afmetingen hebben. Als het niet past, gebruik dan een adapter. Voordat u met de aanpassing begint, wordt de draad in de gewenste groef geïnstalleerd. Hierna wordt het met een stelrol aangedrukt.
In de volgende fase wordt de toevoerslang voorbereid. Het moet worden uitgevouwen, waardoor knikken worden geëlimineerd. Dit kan gemakkelijk op een vlakke ondergrond worden gedaan.
Wij lezen: Elektrisch lassen voor beginners
Voorbereiding van laselektroden
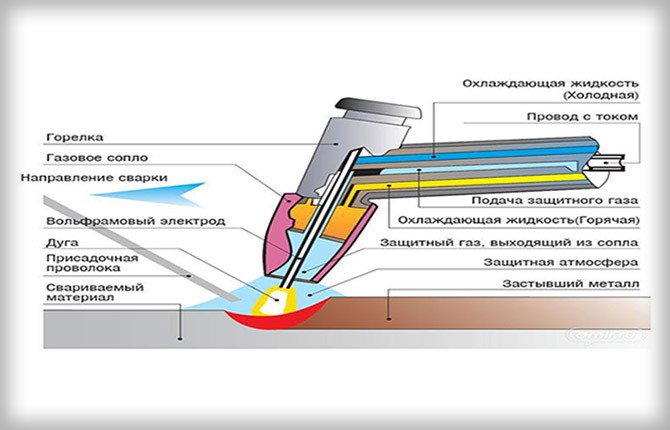
Een elektrode is het belangrijkste attribuut van het lassen, dat de functie vervult van het leveren van elektrische stroom aan de te lassen onderdelen. Voor de vervaardiging ervan worden legeringen met een hoge elektrische en thermische geleidbaarheid gebruikt. Koper- of bronslegeringen hebben deze eigenschappen.
De punt van de elektrode wordt het meest warm, dus dit is het onderdeel dat het snelst onbruikbaar wordt. Hierdoor moet het tijdens laswerkzaamheden worden geslepen. De optimale puntvorm is een kegel.
Om het gebruik van elektroden uit te breiden, moet aan een aantal voorwaarden worden voldaan:
- kies een elektrode op basis van het materiaal waarmee u moet werken;
- gebruik een waterjas;
- Gebruik geen elektroden met dunne punt voor zwaar laswerk;
- Bewaar de elektroden op de juiste manier en voorkom dat ze beschadigd raken.
Het voorbereiden van elektroden op het werk omvat het calcineren of drogen ervan. Dit moet worden gedaan om het vochtgehalte in de coating te verminderen, wat de kwaliteit van het uitgevoerde werk nadelig beïnvloedt.
Ongedroogde elektroden zijn moeilijk te ontsteken, af te brokkelen of vast te plakken. Het drogen moet onmiddellijk vóór gebruik gebeuren, aangezien het meer dan drie keer calcineren van dezelfde elektrode ertoe kan leiden dat de coating van de staaf loslaat.
Voorbereiding van het oppervlak
Voordat u met uw eigen handen puntlassen uitvoert, moet u het metaal voorbereiden. Het proces bestaat uit het reinigen van het gebied waar de naad wordt gemaakt van corrosie, vervuiling en oxidatie. Zonder dit kan tijdens bedrijf het vermogen van het apparaat afnemen en de mate van slijtage toenemen.
Gebruik een slijpmachine met schuurpapier, een metalen borstel of zandstraal om het oppervlak schoon te maken. Als het onderdeel klein van formaat is, kan het in een speciale oplossing worden bewaard.
Het voorbereidingsproces zal anders zijn bij het werken met aluminium of een daaruit vervaardigde legering. Op het oppervlak van dit metaal bevindt zich een oxidefilm. Hierdoor kan het onderdeel niet volledig worden verwarmd en gelast. Daarom moet het worden verwijderd voordat u met de werkzaamheden begint.
Puntlastechniek
Het puntlasproces is gebaseerd op een lasstroompuls, die leidt tot verwarming van de onderdelen. De duur is 0,01-0,1 s. Een dergelijke puls leidt tot het smelten van het metaal in de contactzone met de vorming van een vloeibare kern. Het zal hetzelfde zijn voor de twee delen die moeten worden gemonteerd. Hierna worden de onderdelen enige tijd vastgehouden totdat ze afkoelen en de kern kristalliseert.
Een laslocatie selecteren
De plaats waar laswerkzaamheden worden uitgevoerd, moet schoon worden gehouden. Alle gereedschappen moeten in goede staat verkeren. Werkzaamheden aan het bevestigen of monteren van constructies moeten worden uitgevoerd in schragen, op een vlakke ondergrond.
De transformator wordt op een metalen platform geplaatst met een hoogte van 10 cm en een breedte van minimaal 80 cm. De toegang daartoe moet gratis zijn. Schakelaars voor de transformator zijn op buisstandaards geplaatst. Stroomomvormers worden naast de kolommen op de vloer gemonteerd en schakelapparaten worden aan de wand van de kolom gemonteerd.
Voor veilig laswerk is een stabiele ventilatie vereist. Hierdoor wordt de hoeveelheid schadelijke stoffen die tijdens punt- of ander lassen in de lucht terechtkomt, verminderd.
Wij lezen: Hoe verticale en horizontale naden te lassen met elektrisch lassen
Toepassing voor puntlassen
Er zijn verschillende fasen van het puntlasproces:
- oppervlaktereiniging, nivellering en montage van werkstukken;
- onderdelen bevestigen met een tang met compressie tot een lichte doorbuiging;
- het metaal verwarmen met behulp van een elektrode, het smelten en een gelaste kern vormen;
- bij het werken met een automatisch apparaat wordt de compressie opgeheven;
- de stroom uitschakelen nadat het werkoppervlak een rode tint heeft gekregen;
- sterke compressie van onderdelen om een hoogwaardige gelaste kern te vormen wanneer het metaal afkoelt.
Om metaalspatten te voorkomen, is het noodzakelijk om de compressie van onderdelen tijdens het aanleggen van stroom te controleren.
Kenmerken van puntlassen
Een bijzonder kenmerk van de puntmethode is het klemmen van onderdelen met een speciale tang waardoor een elektrische stroom wordt geleid. Met zijn hulp wordt het metaal op het contactpunt met de elektrode verwarmd. Op dit moment wordt het onderdeel samengedrukt en wordt op sommige verzachte plaatsen een soort "hete klinknagel" verkregen, begrensd door een punt.
Kenmerken van puntlassen:
- bedrijfsspanning - minder dan 10 V;
- bedrijfsstroom - meer dan 1000 A;
- kortetermijnverbinding (enkele seconden);
- hoge druk veroorzaakt door een tang.
Voor-en nadelen
Voordelen van de puntmethode voor het lassen van metalen elementen:
- Hoge snelheid. Hoge temperaturen bevorderen een snelle en uniforme verbinding van metaal. Dit vermijdt de vervorming ervan.
- Lage kosten, waardoor punttechnologie massaal kan worden ingezet. Door het proces te automatiseren worden de kosten verder verlaagd.
- Laag energieverbruik vergeleken met andere lastechnieken.
- Gemakkelijk om het werk te doen.
Maar de techniek heeft ook nadelen:
- Onvermogen om delen met een grote dikte te verbinden. Dit komt door het feit dat de resulterende naad niet sterk genoeg zal zijn en beschadigd kan raken als gevolg van fysieke of mechanische impact op het onderdeel.
- Laswerkzaamheden vereisen vrije ruimte.
- Het uiterlijk van de verbinding is mogelijk niet aantrekkelijk genoeg, daarom wordt de punttechniek op onopvallende plaatsen toegepast.
- Groot gevaar tijdens het werk. Het is belangrijk om de veiligheidsmaatregelen te volgen om letsel te voorkomen. Speciale bescherming tegen metaalspatten en vonken is ook vereist.
Gebruiksgebieden
De puntlasmethode wordt gebruikt wanneer het nodig is om metalen constructies te maken door afzonderlijke elementen met elkaar te verbinden. De technologie is betrouwbaar, snel en eenvoudig uit te voeren, en het proces zelf kan worden geautomatiseerd. Daarom wordt de techniek gebruikt als u de volgende structuren moet maken:
- auto's, landbouw-, spoorweg- en andere uitrusting;
- huishoudelijke apparaten (koelkasten);
- micro-elektronica-elementen;
- frames gemaakt van wapening voor monolithische platen;
- juwelen.
Basisfouten bij puntlassen
Om een duurzaam product te maken, is het belangrijk om veelvoorkomende fouten bij het uitvoeren van laswerkzaamheden te voorkomen. Waar moet je op letten om een kwalitatief hoogstaand ontwerp te maken?
Beschrijving van fouten
Puntlassen vereist nauwkeurige instellingen en monitoring van de verkregen resultaten. De meest gemaakte fouten zijn:
- Burn-out. Het is een gat in de structuur waarvan de randen gemakkelijk los kunnen komen. Dit gebeurt wanneer er sprake is van een lange puls, hoge stroom of grote compressie van het metalen onderdeel, waardoor het oververhit raakt en leegloopt. Om dit te voorkomen, moet u de druk zwakker maken of de stroom verminderen.
- Morsen. Als er gedurende lange tijd een zwakke puls wordt toegepast of als er sprake is van sterke compressie, kan het metaal voorbij de kern bewegen onder vorming van holtes. Tijdens bedrijf lijken dergelijke spatten op vonken die uit punten vliegen. De dikte rond deze punten wordt verminderd, waardoor de verbinding minder veilig is.
- Gebrek aan penetratie. De kern mag niet worden verwarmd als je een zwakke impuls maakt, de tang losmaakt en het onderdeel niet te veel samendrukt. Dit kan ertoe leiden dat een dergelijk punt loskomt tijdens fysieke activiteit. Gebrek aan versmelting kan optreden wanneer laspunten dicht bij elkaar liggen, zodat het aangrenzende punt een shunt wordt, die een deel van de elektrische energie geleidt. Het zal niet voldoende zijn om het metaal te laten smelten.
- Het verkleinen van de diameter van de punt. Als u een korte puls maakt of de onderdelen losjes aandrukt, is het smeltoppervlak onvoldoende. In dit geval worden op het punt microlegeringen gevormd, die zwakker zijn dan monolithisch lassen.
- Scheuren in metaal. Ze kunnen verschijnen als de punten dichtbij de rand van de overlap zijn gemaakt, het metaal niet is voorbereid of de tang niet goed is samengedrukt. Een dergelijk defect kan onder een vergrootglas worden onderzocht.

Manieren om ze te repareren
Het controleren van de kwaliteit van puntlassen is behoorlijk moeilijk. Ultrasone technieken die gewoonlijk bij de productie worden gebruikt, zijn mogelijk niet effectief. Om het voltooide onderdeel te controleren, wordt een controlebreuktest uitgevoerd.
Als er gebreken worden vastgesteld, kunt u het volgende doen:
- las het punt opnieuw;
- externe spatten opruimen;
- boor het defect uit en las het opnieuw met een semi-automatische lasmachine;
- maak een klinknagel (geblazen of gelast);
- smeed de hotspot.
Puntlastechnologie is vrij gebruikelijk. Maar professionele apparatuur is duur, dus ambachtslieden thuis kunnen zelfgemaakte apparaten maken van oude magnetrons. Tekeningen en diagrammen van het apparaat zijn beschikbaar op internet.
Puntlassen is eenvoudig uit te voeren en heeft minimale financiële kosten. Bij het uitvoeren ervan is het noodzakelijk om veiligheidsmaatregelen in acht te nemen en zich aan de werkregels te houden. Dit vermindert het risico op letsel en stelt u in staat een hoogwaardige metalen structuur te maken.
Beschik jij over puntlasvaardigheden? Deel uw geheimen in de reacties. Vergeet ook niet om het artikel te bookmarken en de link met je vrienden te delen.