Sveisesømmen til to rør er den mest upålitelige delen i rørledninger. Hvor lenge linjen varer avhenger av kvaliteten. For å unngå ulykker under driften av strukturen, utføres feildeteksjon av rørledninger. Dette er spesielt viktig for motorveier som ligger under bakken.
Innholdet i artikkelen:
- Generell informasjon
-
Detaljer om metodene
- Virvelstrømfeildetektorer
- Ultrasoniske feildetektorer
- Magnetiske partikkelfeildetektorer
- Kapillærfeildetektorer
- Resultater
Generell informasjon
Det er flere metoder for å oppdage feil i rørsveiser:
- magnetiske;
- akustisk;
- elektrisk;
- optikk.
Deres oppgave er å bestemme tettheten til leddene, styrken til metallet i sømmene, om det er spenninger og andre parametere som bestemmer påliteligheten til rørledninger. Samtidig er metodene for feildeteksjon praktisk talt de samme for alle typer strømnett: varme, gass, vann-, oljerørledninger.
Deteksjon av rørledningsfeil
Alle de ovennevnte metodene er klassifisert som "ikke-destruktive" teknologier. Det vil si at feilsøking utføres rett på byggeplassen. Rørskjøter blir ikke ødelagt, noe som reduserer kostnadene ved installasjonsarbeid.
Feildeteksjonen av rørledninger er basert på en skanner som kalles en feildetektor. Hver teknologi har sitt eget prinsipp for drift av dette utstyret. De mest effektive feildetektorene:
- virvelstrøm;
- ultralyd;
- magnetisk pulver;
- kapillær.

Detaljer om metodene
Defektoskopi av rørledninger er en prosedyre som må utføres etter installasjon av rørledningen. Dette vil unngå mulig ødeleggelse under drift. Feildeteksjon gjør det mulig å oppdage eventuelle feil i rør. Prinsippet for drift av skannere som brukes i diagnoseprosessen er annerledes. Derfor er det verdt å studere hver av dem mer detaljert først.
Virvelstrømfeildetektorer
Prinsippet for drift av enheten er basert på dannelsen av virvelstrømmer, som er rettet fra det ytre planet av rørledningen til det indre gjennom sveisen. Strømmen som går gjennom en homogen metallstruktur endrer ikke parametrene. Hvis det er defekter inne i sømmen, det vil si at dens ensartethet brytes, øker motstanden, noe som reduserer styrken til virvelstrømmen.

Feildetektoren fikser og tyder denne reduksjonen, og bestemmer kvaliteten på sveisemetallet, defekter og heterogenitet.
Fordeler med metoden:
- høy hastighet på arbeidet;
- lav feil av resultatet;
- lave driftskostnader.
Minuser:
- tykkelsen på den undersøkte sømmen er ikke mer enn 2 mm;
- enhetens pålitelighet er lav.
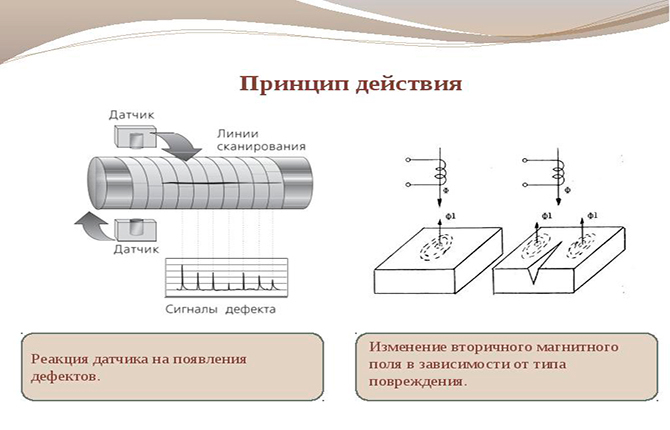
Prinsippet for drift av hvirvelstrømfeildetektoren
Ultrasoniske feildetektorer
Ultrasonisk feildeteksjon av rørledninger regnes som den mest brukte teknologien. Det utføres ved hjelp av fem forskjellige metoder for å oppdage defekter:
- Ekko-puls metode.
- Skygge.
- Ekko speil.
- Speilskygge.
- delta metode.
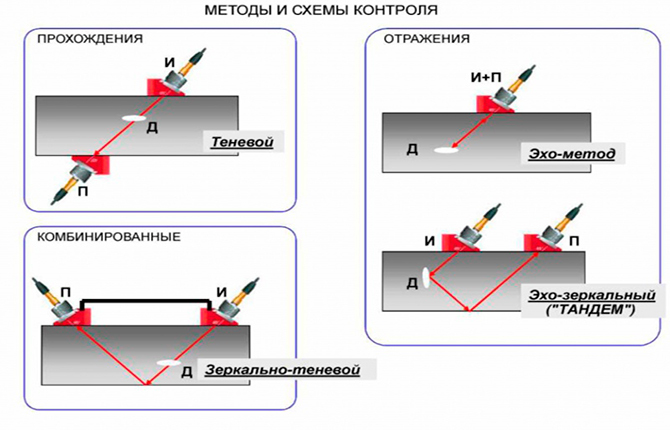
I det første tilfellet sendes ultralyden av enheten gjennom sveiselaget. Hvis det er feil inne i metallet, reflekteres pulsen i form av et ekko. Det vil si at ultralyden går tilbake. Enheten registrerer returtiden, som bestemmer dybden på skallet eller poren.
I det andre tilfellet brukes ikke bare en enhet som sender et ultralydsignal, men også en reflektor. Sistnevnte er installert på motsatt side av rørledningens sveisede ledd. Hvis avstanden mellom de to delene av enheten og lydforplantningstiden er kjent, kan du ved å endre den andre parameteren (forstørrelse) bestemme hvor defekten er lokalisert, hvilken størrelse den er.
Den tredje versjonen av ultralydfeildeteksjon ligner den første. Bare feildetektoren leveres med en reflektor, som er installert på den øvre overflaten av sømmen, samt en signalgiver. Begge elementene er parallelle med hverandre. Hvis et signal kom til mottakeren, betyr det at det er en defekt inne i metallet som reflekterte strålen.
Den neste metoden er lik den forrige. Forskjellen er at signalanordningen og reflektoren er plassert i en vinkel på 90° i forhold til hverandre.
Den femte metoden for ultralydfeildeteksjon brukes sjelden. Årsakene er kompleksiteten ved å sette opp utstyret, den lange dekodingen av resultatene. Den er basert på omdirigering av ultralydenergi, hvis retning endrer sveisens defekt.
I dette tilfellet leveres en tverrgående bjelke som forvandles til en langsgående. Delvis er det en speilrefleksjon. Reflektoren fanger nøyaktig det langsgående signalet, hvis styrke bestemmer størrelsen på feilen i bli.

Magnetiske partikkelfeildetektorer
Denne feildeteksjonen er basert på egenskapen til stål til å endre magnetfeltet nær områder som skiller seg fra hoveddelen i lav tetthet. Her blir det svakere. Sprekker, skjell eller porer inne i metallet har lav tetthet på grunn av luften i dem.
For å oppdage feil i rørledninger brukes magnetisk pulver, som også er et ferromagnetisk stoff. Den helles på sveisen, hvor elektrisk strøm tilføres ved hjelp av to spoler - magnetisering og ekstra. Elektrisitet inne i metallet danner et magnetfelt. Hvis defekter er tilstede, svekkes det rundt dem. Dette er grunnen til at magnetisk pulver tiltrekkes.

Hvis det i ferd med å gjennomføre en studie samles pulver på overflaten, indikerer dette en ting - det ble funnet en feil i sveisen i dette området. In-line feildeteksjon av hovedrørledninger utføres på denne måten.
Det er to alternativer for testing - tørr og våt. I det første tilfellet brukes magnetisk pulver. I den andre er suspensjonen av dette pulveret en vandig løsning.
For at kvaliteten på verifiseringen utført ved bruk av det andre alternativet skal være høy, er det nødvendig å studere i tillegg behandle overflaten med et mellommateriale - teknisk olje, fett og andre.
Fordelene med magnetisk partikkelinspeksjon inkluderer:
- visuelt resultat, synlig uten ekstra enheter;
- lav pris.
Feil:
- liten dybde av forskning - opptil 1,5 mm;
- kan bare brukes på rørledninger satt sammen av ferromagnetiske legeringer;
- vanskeligheten med å avmagnetisere store rør.

Kapillærfeildetektorer
Denne teknologien brukes til å oppdage små overflatesprekker som ikke er synlige for det blotte øye. De bekrefter at metallet i krysset mellom to seksjoner av rørledningen er heterogent.
Prosessen med feildeteksjon av rørledningen utføres som følger:
- Et indikatorstoff, en penetrant, påføres sveisen. Det har en tendens til å trenge inn i de minste defektene under påvirkning av kapillærkrefter. Derav navnet på metoden.
- Den behandlede overflaten renses for det påførte stoffet, som allerede har trengt dypt inn i metallet.
- Fremkalleren påføres på toppen i form av et hvitt pulver. Det kan være talkum, magnesiumoksid eller et annet stoff. Den har en viktig egenskap - adsorpsjon. Det vil si at den kan absorbere andre stoffer.
- Utvikleren begynner å trekke ut penetranten fra sprekkene, som danner et mønster av leddfeil på overflaten av det hvite pulveret. I dette tilfellet er indikatoren tydelig synlig i de ultrafiolette strålene.
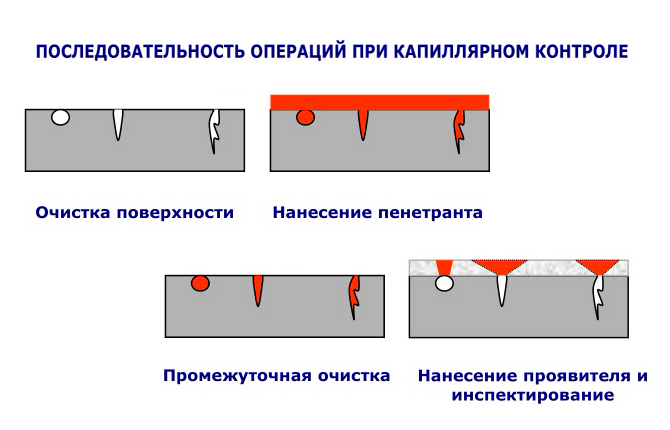
Denne typen rørledningsfeildeteksjon brukes vanligvis hvis det er nødvendig å oppdage overflatefeil i metallet ved skjøten. For dype defekter er den ubrukelig. Og dette er et minus. Den største fordelen er enkel implementering.
Resultater
For å kontrollere rørskjøter i hovedrørledninger er det ikke nødvendig å bruke én metode for feildeteksjon. Hvert område kan kartlegges på en eller annen måte. Når du velger den optimale metoden, må du først vurdere hvordan skjøten tilsvarer den. For eksempel er kapillærmetoden egnet for vannrør, for olje og gassrørledninger kun ultralyd.
Deteksjon av rørledningsfeil er en nødvendig prosedyre som lar deg vurdere kvaliteten på den lagte rørledningen, for å identifisere alle mulige feil. Det utføres på flere måter. Det er bedre å gjøre prosedyren på stadiet av rørledningsinstallasjonen, slik at du etter endt arbeid ikke vil møte ubehagelige "overraskelser" i form av lekkasjer eller brudd.
Hvilken metode foretrekker du å bruke og hvorfor? Skriv i kommentarfeltet. Del artikkelen på sosiale nettverk og bokmerk den for ikke å miste nyttig informasjon.
Vi anbefaler også å se utvalgte videoer om emnet vårt.
Diagnostikk av den lineære delen av hovedrørledningene.
Hvordan er røntgeninspeksjon av sveiser i produksjon.


