Når vi diskuterer spørsmålet om hvordan man lodder rustfritt stål, snakker vi ikke om sveising. Spesielt er vi interessert i spørsmålet om å sammenføye tynnplate rustfritt stål med loddetinn ved å bruke et minimumssett med utstyr. Lodding er merkbart enklere og lar deg koble sammen små rustfrie stålprodukter med nesten gullsmedaktig presisjon og sømkvalitet.

Innholdet i artikkelen:
-
Hvordan lodde rustfritt stål med tinn hjemme
- Egenskaper ved lodding i rustfritt stål
- Utstyr brukt
- Tinnloddemoduser
- Loddemetall for rustfritt stål og dets typer
- Matlodd
- Lodding med gasslykt
- Forskjeller mellom høytemperaturlodding og lavtemperaturlodding
-
De vanligste feilene
- Feil oppvarming
- Forsøk på å bruke materialer av ukjent sammensetning og kvalitet
- Feil valg av loddemetall
- Dårlig forberedelse
- Resultater
Hvordan lodde rustfritt stål med tinn hjemme
Denne forbindelsen er fordelaktig ved at selv hjemme kan prosessen med å lodde rustfritt stål mestres på bokstavelig talt en halv time. Det vil ta flere titalls arbeidstimer å lære å sveise rustfritt stål riktig.
Lodding av rustfritt stål hjemme er ikke vanskelig hvis du har riktig utstyr:
- et kraftig elektrisk loddejern og en elektrisk varmeovn hvis du planlegger å lodde retter laget av tynt rustfritt stål;
- gassinjeksjonsbrenner, hvis du trenger å lodde relativt enkle deler med harde loddekvaliteter med et smeltepunkt på opptil 800OMED;
- propan-oksygen lommelykt hvis det kreves en høystyrkeforbindelse ved bruk av messing eller nikkel-sølv loddetinn.
I tillegg må du kjøpe riktig loddemerke og flussmerke. For hver type lodding er det sin egen optimale versjon av lodde-fluks-paret. I tillegg må du lage et loddestativ som delene som skal kobles til blir varmet opp. Vanligvis brukes en liten blokk med porebetong eller ildfast murstein.
Viktig!Det ser ut til at det ikke spiller noen rolle hva du bruker til å lodde det rustfrie stålet. Faktisk påvirker valget av underlag eller stativ for lodding av deler kvaliteten på forbindelsen. Hvis du prøver å lodde på en metallplate, vil du ikke kunne varme opp det rustfrie stålet til ønsket temperatur.
En annen regel: Du trenger kun å lodde rustfritt stål under panseret, du kan bruke garasje, verksted eller balkong, men ikke inne i leiligheten.
Egenskaper ved lodding i rustfritt stål
For å lodde rustfritt stål riktig, må du vurdere følgende.
- Sammensetningen av rustfritt stål er mye mer kompleks enn vanlig karbonstål. Rustfritt stål bør ikke overopphetes eller varmes opp i lang tid. Lodding må gjøres raskt, og det er tilrådelig å unngå langvarig eksponering for en høytemperaturflamme på et lite område av overflaten.
- Rustfritt stål har en høy varmeutvidelseskoeffisient og relativt lav varmeledningsevne. Hvis du lodder metall med sterk overoppheting, vil loddeområdet sikkert bli dekket med mikrosprekker. Det vil si at du med hell kan lodde to rustfrie stålrør, men under testing eller under belastning vil en av dem sprekke, og ikke ved den loddede sømmen.

For å oppnå lodding av høy kvalitet, må du følge flere grunnleggende regler:
- Rustfritt stål må rengjøres mekanisk med sandpapir, børste eller slipebehandling (ofte sandblåsing) for å fjerne oksidlaget på overflaten. Dessuten må dette gjøres umiddelbart før metallet loddes.
- Rustfritt stål må varmes opp raskt og sterkt til smeltepunktet til loddetinn. Flussmiddel bør påføres en overflate som er oppvarmet til 90 % av driftstemperaturen, eller brukes sammen med loddemetall. Når den påføres sammen, utføres fluksen i form av å belegge en loddestang eller innebygd i den.
- For sterke høytemperaturlodder anbefales det først å behandle den varme overflaten av det rustfrie stålet med fluss. Slik at det kjemisk aktive reagenset har tid til å dypetse overflaten av det rustfrie stålet, fjerne avleiringer fra gassflammen og først deretter lodde delene.
Vanligvis foretrekkes sekvensiell behandling for lodding av rustfritt stål med høyt innhold av krom og nikkel. Det er vanskelig å koble sammen med tinn, men du kan bruke messing og nikkel-kobber P-81. Selv om du er på salg kan du kjøpe ferdige stenger belagt med flux MESSING FLAME 18 XFG, som kan brukes til å lodde rustfritt stål ved 870OMED.
Selve loddeprosessen går ut på å spre smelten riktig med loddemetall over den varme overflaten slik at den fyller skjøten jevnt. På dette tidspunktet må du varme det rustfrie stålet med en brenner til hele sømmen er fylt med smelte.
På lange lineære og sirkulære sømmer oppvarmes loddeområdet med periodiske bevegelser. Som du vet, flyter selve smelten fra en kaldere sone til en varmere, slik at du enkelt kan spre loddetinn langs hele lengden av sømmen, bare ved å dyktig varme opp skjøtlinjen med en lommelykt.
Utstyr brukt
Rustfritt stål kan loddes med lavtemperatur tinnholdige lodninger. Til dette er en 100 W elektrisk loddebolt og en liten elektrisk komfyr nok. Flisen brukes bare til å varme delen til temperaturen for å påføre fluss, og du kan lodde den med et elektrisk loddejern.

Ofte kommer en elektrisk komfyr godt med når du skal tette flere sprekker i kokekar i rustfritt stål. Med dens hjelp er det praktisk å opprettholde den nødvendige loddetemperaturen uten å pakke oppvasken inn i aluminiumsfolie.
Type lommelykt velges avhengig av merke av loddelodd og flussmiddel som brukes. Hvis du trenger å lodde med høyfast kobber-nikkel eller messing loddemetall, er det best å bruke en manuell propan-oksygen lommelykt som "MICRO DM 284" eller lignende modeller.
Mikrobrenneren er koblet til girkasser (via en flammesperre) på propan- og oksygenflasker. Denne installasjonen kan gjøres med egne hender, selv hjemme. Den kan brukes til å lodde alle høytemperaturlodder.
For kobber-sølv loddemidler er en manuell injeksjonslykt med en patronsylinder tilstrekkelig.

Den kan brukes til å lodde rustfritt stål med sølvholdige hardlodninger med et smeltepunkt på opptil 700OMED.
Tinnloddemoduser
Tinnbaserte loddemetaller kan loddes med syre. Spørsmålet er hvordan du lodder rustfritt stål med tinn:
- Overflate reparasjon av sprekker i tynnplate rustfritt stål. Metalloverflaten er dekket med tinn over hele sprekkens lengde. En slik søm tåler praktisk talt ikke mekanisk belastning. Loddet for å sikre tetthet mot vannlekkasje.
- Fylling av skjøter og hjørnesømmer i boksformede kasser, brett og rustfrie bokser. Loddet for å styrke rulleforbindelsen og sikre skjøtens tetthet.
I begge tilfeller blir sømmen (sprekken) på det rustfrie stålet først avfettet og renset. Hvis metallet er tykt, kan du brenne det med en lommelykt. Deretter varmes delen opp til 280OC og behandlet med fluss.

For tynne sprekker på retter anbefales det å bruke en alkoholløsning av kolofonium. Hvis du skal lodde nonfood-beholdere eller bokser, kan du bruke loddesyre. Men ifølge anmeldelser gir flussmiddel laget av ortofosforsyre høyere kvalitet på rustfritt stål.
Loddemetall for rustfritt stål og dets typer
For lavtemperaturlodding kan tradisjonelle tinnholdige materialer brukes. Det er mange av dem, den beste kvaliteten vises av spesielle reparasjonslodder for tetting av sprekker og fortinning av kobber.

For lodding av rustfritt stål med hardlodd er den beste sveisen den sveitsiske Castolin ECO BRAZ 38230F. Sølvinnhold - opptil 30%. Prisen kan være opptil $400. per pakke. Men kvaliteten er veldig høy selv for nybegynnere og lodding hjemme. Du kan lodde ved en temperatur på 670-750OMED.
I tillegg er sømmen plastisk og viskøs. I tillegg til rustfritt stål, brukes de ofte til å lodde deler av sykkelrammer og dekorativ kledning av veteranbiler. Tåler vibrasjoner best. Som et alternativ kan sølvholdig L-A9 brukes.
Du kan bruke messingmateriale, Castolin 18XVG gir den sterkeste loddeforbindelsen på rustfritt stål. Men det er vanskelig å lodde rustfritt stål med messing, selv av sveitsisk kvalitet. Sømmen krever oppvarming til 900OC, loddesømmen er sterk, men for stiv og ikke-duktil. Den holder ikke godt mot vibrasjoner; den brukes til reparasjon av biler og husholdningsapparater.
Kobber-sink-nikkel loddemetall P-81 er en størrelsesorden billigere enn sølvholdige kvaliteter. Lodding av rustfritt stål er vanskelig; varmetemperaturer opp til 950 er nødvendig.OMED. Sømmen er veldig stiv, hard og har økt korrosjonsbestandighet.
Universal PV-209 brukes som fluss. Du kan lodde med en blanding av boraks og borsyre, men kvaliteten er litt dårligere.
Matlodd
Blant sikre materialer for lavtemperaturlodding av redskaper i rustfritt stål, kan vi anbefale POS-1 eller POSu95-5 loddemidler. Til tross for at vismut er et tungmetall og har en viss toksisitet, generelt sveisen viser seg å være trygg nok til å koke drikkevann eller tilberede mat i beholdere laget av av rustfritt stål.
Sølvholdige materialer kan brukes til hardlodd, forutsatt at kobberinnholdet ikke overstiger 10 %.
Det er strengt forbudt å lodde matvaregodkjent rustfritt stål med loddemateriale som inneholder antimon og bly, uavhengig av prosentandelen i loddematerialet.
Lodding med gasslykt
Det er flere standardopplegg for å utføre en loddet tilkobling av to deler av rustfritt stål:
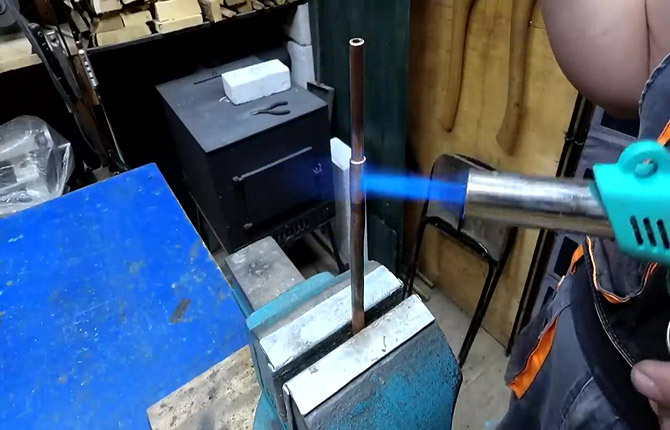
- lodding av to rør;
- lodding av en stålstang til en rustfri stålplate;
- lodding av to ark ende mot ende.
Det enkleste alternativet er å lodde to rør. Dette kan være tilkobling av to deler av en rørledning i rustfritt stål eller montering ved lodding av et ekstra rør til den sylindriske hovedkroppen.
I alle fall må du ikke lodde ved skjøten, med den ene delen inni den andre. Derfor har rørene vanligvis forskjellige diametre, det ene presses inn i det andre med minst 10 mm.
Hvis du trenger å lodde siderøret til hovedhuset i rustfritt stål, må du først lage et hull som tilsvarer diameteren på utløpet.
I begge tilfeller, etter stripping, settes de rustfrie ståldelene sammen og varmes opp med en gassbrennerflamme. Så snart det vises flekker på overflaten, behandle sømmen med fluss og fortsett oppvarmingen i noen minutter til. Det siste trinnet er å sirkle skjøten med enden av en loddestang, uten å stoppe oppvarmingen med brenneren. Så snart materialet fyller sømmen helt, fjernes varmen.
Lodding av to plater av rustfritt stål utføres i henhold til samme skjema, alltid med foreløpig brenning og rengjøring av kantene. Deretter legges arkene overlappende og varmes opp med en gassbrenner til anløp vises. Nå kan du behandle kanten med fluss, varme den opp og bruke en flussstav for å strekke smelten i hele lengden av fugen.
Viktig!Lodding og fluss av høy kvalitet flyter dypt inn i overlappingen. Rimelige materialer fester seg vanligvis bare til ytre ledd på grunn av dårlig flyt.
Det er litt vanskeligere å lodde en rustfri stålstang vinkelrett på en metallplate. Først av alt må du rengjøre begge delene langs paringsflatene.
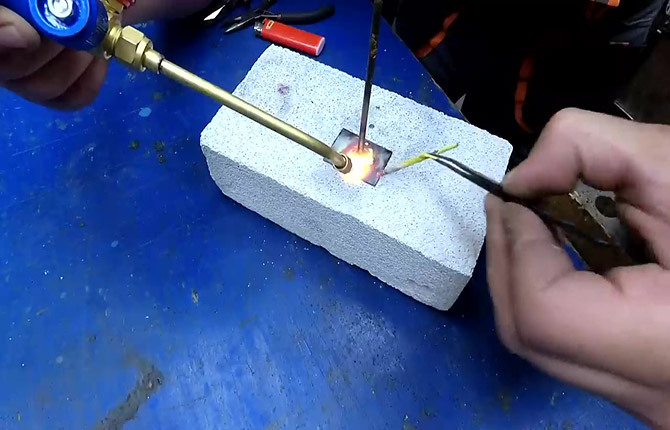
Deretter plasseres stangen vertikalt på arket, umiddelbart behandlet med en liten mengde fluss, hvoretter begge deler varmes opp med en brenner til høy temperatur. Smelten skal gå ende-til-ende under stangen, men loddetinn er mer tyktflytende og kan ikke komme dit.
Når fluksmassen er helt smeltet, kan du tinne bunnen av stangen med loddetinn. Dessuten må du lodde med et overskudd av loddemateriale slik at det dannes et smeltebasseng rundt det. Nå må du rive stangen av det rustfrie stålplaten et sekund for å tinne enden og umiddelbart sette den tilbake på plass. De rustfrie ståldelene varmes opp med en brenner i noen sekunder til og varmen slås av.
Etter avkjøling dannes en meget sterk messingloddeforbindelse.

Styrken på sømmen oppnås på sveisenivået.
Forskjeller mellom høytemperaturlodding og lavtemperaturlodding
Lodding av rustfritt stål med en lommelykt er ganske dyrt, siden høykvalitets sølvbasert loddemetall er flere ganger dyrere enn halvautomatisk karbondioksid eller argonsveising. Lodding med messing eller kobber-nikkel P-81 hjemme er ganske vanskelig, siden det krever en spesiell oksygen-propan fakkel og litt erfaring med å håndtere den.
Men høytemperaturlodding har to viktige fordeler:
- du kan lodde veldig tynne, nesten smykkedeler, reparere og gjenopprette utstyr uten tap av kvalitet;
- sømmen fra solid sølv eller messing er kontinuerlig, forseglet, uten porer eller hulrom.
Derfor, når de reparerer utstyr, foretrekker håndverkere ofte å lodde rustfritt stål, spesielt tynnplate, fremfor å bruke sveising.
Lavtemperaturlodding gir ikke høy fugestyrke. Men vanligvis er styrken til skjøten loddet med tinn PIC tilstrekkelig for å sikre tettheten og stivheten til delen. I tillegg er lodding med tinn mye enklere, ingen spesielle brennere eller dyre loddemidler er nødvendig.
De vanligste feilene
Oftest oppstår problemer på grunn av brudd på loddeforbindelsesteknologi. Det er ganske mange grunner, og de vanligste er hastverk og et forsøk på å spare på materialer.
Feil oppvarming
Den vanligste feilen er å prøve å lodde på fortsatt kalde arbeidsstykker. Injeksjonsbrenneren varmer raskt og effektivt, skjøten som skal loddes kan varmes opp på noen få minutter.
Men hvis arbeidet utføres i et uoppvarmet rom ved lave temperaturer, avkjøles arbeidsstykket, for eksempel en rustfri stålplate, veldig raskt. Derfor må du lodde med en assistent eller i tillegg varme opp arbeidsstykket med en blåselampe eller elektrisk komfyr.

Forsøk på å bruke materialer av ukjent sammensetning og kvalitet
Sølvholdige loddelegeringer er veldig dyre - fra 30 tusen. gni. og høyere. Men noen ganger er det rett og slett ikke noe alternativ hvis det kreves loddesømmer av høy kvalitet.
Bare håndverkere med lang erfaring kan med hell lodde messing med boraks eller gamle loddemetaller av ukjent sammensetning. I tillegg trenger du en fungerende oksygenbrenner. Hvis det allerede er behov for å lage en loddet skjøt med messing, er det tilrådelig å i det minste leie en mikrolykt i et par dager, og bruke PV-209 i stedet for boraks.
Feil valg av loddemetall
Før du lodder med en bestemt loddemetall, må du sørge for (les instruksjonene på pakken) at dette materialet er unikt egnet for rustfritt stål på grunn av dets egenskaper. Mange vet for eksempel ikke at kobberfosfor ikke egner seg til rustfritt stål.
En feil blir ofte gjort når loddemetall brukes til å koble sammen deler som er utsatt for store statiske belastninger og vibrasjoner på samme tid. Sølvholdige legeringer er veldig myke og formbare, så fugen "strekkes" over tid under belastning til den ryker.
I en slik situasjon anbefales det å utføre dobbel lodding. Først med sølv, deretter umiddelbart med kobber-nikkel-sink loddetinn. Dobbel lodding er vanskeligere, men hvis du mestrer det, kan du lodde rustfritt stål 0,1 mm tykt med en styrke som ikke er dårligere enn en sveiset skjøt. I dette tilfellet vil tettheten til skjøten være en størrelsesorden høyere.
Dårlig forberedelse
Mange problemer skyldes dårlig overflaterengjøring. Du må rengjøre den i veldig lang tid og effektivt, kanskje forbrenne den. På rustfritt stål fester oksider og overflatekarbider seg veldig godt, så metallet rengjøres med slipemidler og metallbørster til det er blankt (ikke polert).
Resultater
Det er ikke så vanskelig å velge hva man skal lodde rustfritt stål med, det finnes ganske mange av alle slags loddemetaller basert på sølv og messing på markedet. Valget er stort, men styrken på forbindelsen avhenger 90% av kvaliteten på materialene. Derfor er det ikke verdt å spare.
Fortell oss om din erfaring med lodding. Hvilke prosessfunksjoner bør du være spesielt oppmerksom på? Bokmerk også artikkelen og del den på sosiale nettverk.