Spawanie argonem jest jedną z metod łączenia metali za pomocą łuku elektrycznego. Łuk jest zapalany w nieaktywnej kuli gazowej za pomocą elektrody wolframowej. Jednocześnie krawędzie spawanych części są topione, niezawodnie łącząc się w jedną.
Treść artykułu:
- Spawanie argonem - cechy i opis
- Klasyfikacja spawania argonem
- Spawanie argonem - czego potrzebujesz od narzędzi i sprzętu
- Zgodność z przepisami bezpieczeństwa
- Jak korzystać z instrukcji spawania argonem krok po kroku
Spawanie argonem - cechy i opis
Cechę charakterystyczną spawania argonem można uznać za udane połączenie zasad spawania elektrycznego i gazowego. Ta technika spawania charakteryzuje się doskonałą jakością spoin. Są starannie wypolerowane i pod koniec całego cyklu pracy punkty łączenia są absolutnie niezauważalne.

Głównym czynnikiem w tym procesie jest łuk elektryczny. To tutaj następuje przemiana energii elektrycznej w energię cieplną. Wysoki próg termiczny topi metal w miejscu spawania. Jeśli płynnie przesuniesz łuk, uzyskasz stopienie materiału i niezawodne połączenie przedmiotów obrabianych. Przesuwając elektrodę reguluje się parametry jeziorka spawalniczego, reguluje się prędkość spawania, stopień wtopienia, jakość i szerokość spoiny.
Aby wypełnić luki, wtop wysoki metalowy koralik na szew, użyj drutu spawalniczego. Musi mieć taki sam skład jak spawany materiał. Drut elektrodowy jest wprowadzany do punktu topnienia ręcznie.
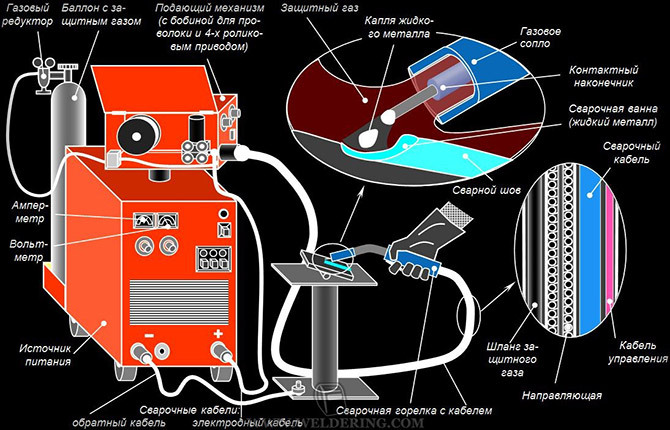
Zasilacz to jednostka typu inwerter wraz ze sterowaniem, układ zasilania gazem neutralnym, złącza do podłączenia palnika. Prąd może się zmieniać, być zarówno stały, jak i zmienny.
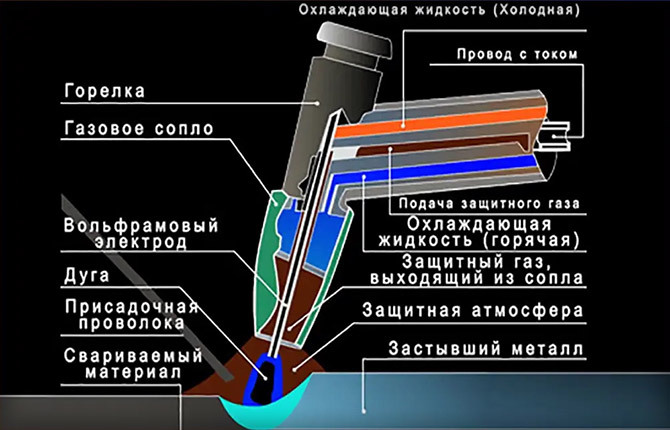
Podczas pracy urządzenia do spawania argonem obojętny gaz argonowy jest dostarczany przez dyszę narzędzia do strefy łuku. „Wypiera” powietrze atmosferyczne z jeziorka spawalniczego, w tym tlen i azot. W ten sposób szwy metalowe są niezawodnie chronione podczas spawania. Chroniona jest również podstawa łuku - nie zużywająca się elektroda wolframowa. Jeśli jednak spawanie odbywa się bez gazu obojętnego, wolfram jest narażony na agresywne działanie tlenu i ulega zniszczeniu.
Powietrze atmosferyczne niekorzystnie wpływa na jakość procesu spawania.Do ochrony strefy topienia przed tlenem atmosferycznym stosuje się gaz obojętny. W normalnej praktyce jest to argon. W tym celu można użyć helu, ale jego koszt jest znacznie wyższy. Niską cenę argonu tłumaczy się tym, że jest on tylko produktem ubocznym przemysłowego procesu rozdzielania powietrza na tlen i azot.
Zalety spawania łukiem argonowym:
- Estetyczny szew o wysokiej wytrzymałości.
- Topniki, osłony elektrod nie są wymagane.
- Pracuj z częściami o dowolnym rozmiarze.
- Możliwość napawania metalu na uszkodzone części części w celu ich odbudowy.
- Łączenie metali trudnych do spawania (tytan, żeliwo, aluminium i inne).
- Minimalna ilość emitowanych aerozoli w porównaniu z innymi rodzajami spawania.
- Krawędź ciętego metalu „w argonie” ma idealną geometrię, nie tworzą się na niej warstwy tlenków i azotków.
- Metoda argonowa pozwala łączyć cienkie warstwy metalu, wykonywać specjalne operacje spawalnicze.
Wady obejmują fakt, że spawanie argonem metalicznym jest wolniejsze niż w przypadku innych urządzeń i metod spawalniczych.

Praca z argonem stwarza zagrożenie dla zdrowia ludzi. Wdychany argon wywołuje zawroty głowy, może prowadzić do nudności, wymiotów, utraty przytomności, a nawet śmierci. Osoby pracujące przy spawaniu argonem często odczuwają bóle głowy, dzwonienie w uszach, zmęczenie, zaburzenia trawienia i problemy z oddychaniem.
Spawacz narażony jest na zachorowanie na glinozę, nieodwracalną patologię płuc, ponieważ jest narażony na negatywne działanie ozonu, promieniotwórczości i tlenków azotu.
Klasyfikacja spawania argonem
Technologia spawania argonem jest klasyfikowana według odrębnych zasad działania:
- Sposób ręczny. Manipulacje palnikiem, palnikiem łukowym, wypełniaczem wykonywane są ręcznie przez spawacza. Jego doświadczenie i kwalifikacje wyznaczały tempo procesu, parametry spoin.

- Półautomatyczny.Urządzenie posiada funkcję podawania drutu elektrodowego. Urządzenie wyposażone jest w mechanizm podawania drutu. Spawacz pracuje tylko z palnikiem argonowym, jedna ręka pozostaje wolna. Może przytrzymywać lub rozkładać obrabiane przedmioty. Metoda jest bardziej wydajna niż ręczna, ale kwalifikacje spawacza są bardzo ważne.
- Automatyczny. Podawanie drutu, przesuwanie wózka z palnikiem odbywa się automatycznie, bez udziału pracownika. Korzyści w postaci gładkich, wysokiej jakości spoin. Do zadań operatora należy kontrola i prawidłowe ustawienie parametrów – wymaganej głębokości penetracji, optymalnej prędkości wózka itp.
Ponadto spawanie argonem wyróżnia się rzeczywistym procesem - niezależnie od tego, czy stosuje się drut elektrodowy, czy nie.
Bez dodatku można spawać cienki metal (do 2 mm) za pomocą ciasnego zacisku - wzdłuż szwu nie powinno być żadnych szczelin. Następnie krawędzie topią się z elektrodą i ten metal wystarczy do połączenia przedmiotów. Okazuje się, że jest ciasny, cienki, gładki, jak lustro, szew bez „łusek”.
W przypadku drutu spawalniczego gotowanie trwa dłużej. Rodzaj spoiny jest „łuskowaty”, natomiast liczba warstw zgorzeliny zależy bezpośrednio od rytmu podawania dodatku do jeziorka spawalniczego. Jakościowo szczeliny i szczeliny między częściami o szerokości do 5 mm są topione, wybrzuszenia są spawane pod rowkiem. Metoda spoiwa służy do spawania argonem metali o grubości 3 mm.
Nie tak dawno temu pojawiła się kolejna innowacyjna technologia spawania łukiem argonowym - zrobotyzowana. Jego osobliwością jest to, że spawanie części na przenośnikach odbywa się za pomocą kompleksów robotów. Metoda charakteryzuje się wysoką wydajnością przy niskich kosztach pracy.

Wadą jest znaczny koszt unikalnego sprzętu, pilna potrzeba przyciągnięcia wysoko wykwalifikowani specjaliści w zakresie konserwacji, wsparcia oprogramowania, dostrajania węzły robota. Technologia jest przeznaczona do dużych wolumenów produkcji.
Spawanie argonem - czego potrzebujesz od narzędzi i sprzętu
Sprzęt i oprzyrządowanie do spawania łukiem argonowym dzieli się na 3 grupy.
Pierwsza obejmuje specjalne urządzenia, które wykonują jedną określoną operację. Spawanie argonem, przeprowadzane za pomocą takich urządzeń, jest stosowane w dużych przedsiębiorstwach o produkcji liniowej na dużą skalę.
Drugi - specjalistyczny sprzęt, który jest skonfigurowany do operacji z wąskim zakresem części, określonej kategorii.
Trzeci- maszyny uniwersalne, stosowane do kilku rodzajów operacji i materiałów. To najpopularniejsza grupa urządzeń produkowanych seryjnie. Są szeroko stosowane nie tylko do celów przemysłowych, ale cieszą się dużym zainteresowaniem wśród rzemieślników, „garażowych” rzemieślników.
Zestaw wyposażenia do uniwersalnego spawania argonem:
- kombinezony, obuwie, środki ochrony osobistej;
- jednostka do wykonywania pracy z elektrodą nie zużywającą się;
- Elektrody wolframowe nie nadające się do użytku;
- drut spawalniczy;
- węże wysokociśnieniowe;
- butla z gazem;
- reduktor gazu;
- narzędzie pomocnicze.
W butli z gazem, w postaci sprężonej, znajduje się gaz - argon. Butle są używane do różnych gazów. Aby nie pomylić tego samego pojemnika z inną zawartością, butle są oznaczone. Tak więc surowy argon pompowany jest do czarnego cylindra z białym napisem, białym paskiem. Argon techniczny - również w czarnym cylindrze, ale napis jest niebieski, pasek jest niebieski. Czysty argon wyróżnia szary cylinder z zielonym napisem i paskiem. Inne specjalne informacje techniczne są również wybite na butlach.
Każdy reduktor jest przewidziany na „swój” gaz. Kolor reduktora musi pasować do koloru butli gazowej. W taniej wersji można zastosować „czarny”, dwutlenek węgla gearbox. Ale najczęściej reduktor z rotametrem jest instalowany pod argonem.
Do argonu stosuje się węże tlenowe pod wysokim ciśnieniem ze względu na ich jakość i niezawodność. Średnica wewnętrzna waha się od 9 do 18 mm. Dlatego wybór odpowiedniego nie będzie trudny.
Źródło zasilania do spawania argonem dobierane jest zgodnie z celami i zadaniami, które należy wykonać podczas pracy.
Elektrody wolframowe są przeznaczone do zajarzania i utrzymywania łuku. Mają odpowiednie oznaczenie, które charakteryzuje ich właściwości, obecność specjalnych zanieczyszczeń.
Do przygotowania metalu do spawania potrzebne są materiały pomocnicze, na przykład szlifierka, różne szczotki do metalu.
Zgodność z przepisami bezpieczeństwa
Argon, jak każda inna metoda spawania, wymaga ścisłego przestrzegania przepisów bezpieczeństwa. Większość z nich jest prosta, ale ich realizacja pozwala uratować nie tylko zdrowie, ale i życie.
Praca musi być zorganizowana w specjalnych pomieszczeniach lub kabinach. W przypadku braku możliwości spełnienia tych warunków miejsce spawania argonem jest ogrodzone ekranami. Są to panele wykonane ze sklejki, malowane kompozycją uniepalniającą, w skład której wchodzi również tlenek cynku, który pochłania promienie ultrafioletowe. Wysokość takiego ogrodzenia nie może być mniejsza niż 2 m.
Sprzęt do spawania argonem jest instalowany na płaskim terenie zgodnie z wymiarami technologicznymi. Stanowisko pracy spawacza musi być wyposażone w wentylację wyciągową i nawiewną. Panele wydechowe są bardzo wydajne. Umieszczone są poziomo lub pod kątem, dzięki czemu zanieczyszczone powietrze z łuku jest pompowane w dół lub z dala od spawacza. Zapobiega to przedostawaniu się szkodliwych substancji do dróg oddechowych pracownika.
Co musisz zrobić przed rozpoczęciem pracy:
- Sprawdzić i upewnić się, że odzież specjalna, obuwie, sprzęt ochronny spawacza są w dobrym stanie, czyste, nie nasączone olejem lub innymi palnymi substancjami.
- Zakładając kombinezon, zapiąć wszystkie guziki, zawiązać tasiemki, zasznurować buty.
- Kurtka i spodnie są noszone luźno, kieszenie muszą być zamknięte na zawory, włosy są schowane pod nakryciem głowy.
- Sprawdź miejsce pracy, oświetlenie, okap.
- Usuń niepotrzebne przedmioty, niepotrzebne przedmioty, materiały łatwopalne.
- Sprawdź sprzęt. Musi być niezawodnie uziemiony, styki wysokiego napięcia są chronione i zamknięte, integralność przewodów nie jest naruszona.
- Upewnić się, że działają urządzenia pomiarowe i sygnalizacyjne, urządzenia blokujące urządzenia.
- Nie rozpoczynaj pracy, dopóki stwierdzone braki nie zostaną całkowicie wyeliminowane.

Jak korzystać z instrukcji spawania argonem krok po kroku
Przed spawaniem obrabiany przedmiot należy dokładnie oczyścić z brudu, oleju maszynowego i smaru. Można to zrobić za pomocą dowolnego rozpuszczalnika. Gdy grubość spawanych części jest większa niż 4 mm, konieczne jest cięcie krawędzi, a spawanie argonem odbywa się tylko doczołowo.
Aby zniszczyć warstwy tlenków, złącze jest traktowane metalowymi szczotkami. Połączenie o złożonej geometrii jest czyszczone za pomocą szlifierki kątowej.
Aby usunąć wilgoć, obrabiane przedmioty należy podgrzać do 150 stopni. Pod cienkim metalem, aby uniknąć przepalenia, umieszcza się miedziane lub stalowe płytki odprowadzające ciepło.
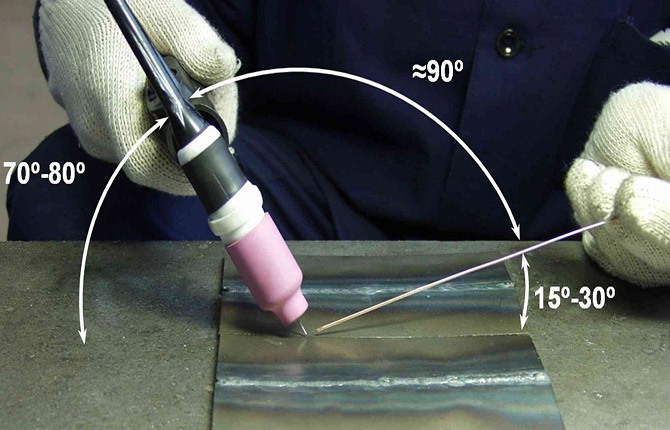
Dodatek porusza się wyłącznie przed palnikiem, wzdłuż spoiny.
Na krótki czas (sekundy 5-7) przed zapaleniem łuku włącza się zasilanie gazem obojętnym. Po zakończeniu spawania ponownie należy odczekać ten sam czas, aż gaz zostanie wyłączony.
Kolejność czynności podczas pracy przy spawaniu łukiem argonowym:
- Włącz sprzęt.
- Podłącz przewód uziemiający do stołu spawalniczego lub przedmiotu spawanego.
- Otwórz zawór na butli z gazem.
- Zbliż palnik argonowy do spawanej części tak, aby odległość od elektrody wynosiła 3-5 mm.
- Załóż maskę ochronną, włącz zasilanie.
- Utrzymaj powstały łuk spawalniczy na początkowej krawędzi złącza, aż utworzy się kałuża stopionego metalu.
- Za pomocą okrągłych gładkich manipulacji uzyskaj stopienie krawędzi boków.
- Zachowaj kąt 45 stopni między palnikiem a powierzchnią.
- Powoli i ostrożnie przesuwaj palnik z igłą do przodu, podając drut elektrodowy do palnika.
- Na końcu szwu zmniejsz prąd, aby wypełnić krater.
Spawanie argonem to opłacalna innowacyjna metoda renowacji produktów. Koszt prac spawalniczych i renowacyjnych jest znacznie niższy niż koszt produkcji nowej części. Odnowiony produkt może służyć bardzo długo.
Czy sam spawałeś kiedyś argonem? Opowiedz nam o charakterystycznych cechach, które pozwolą Ci szybko zdobyć umiejętności. Zostaw swój komentarz, udostępnij artykuł w sieciach społecznościowych, dodaj go do zakładek.


