Omawiając kwestię lutowania stali nierdzewnej, nie mówimy o spawaniu. W szczególności interesuje nas kwestia łączenia cienkich blach ze stali nierdzewnej za pomocą lutu przy użyciu minimalnego zestawu sprzętu. Lutowanie jest zauważalnie prostsze i pozwala na łączenie drobnych wyrobów ze stali nierdzewnej z niemal jubilerską precyzją i jakością spawu.

Treść artykułu:
-
Jak lutować stal nierdzewną z cyną w domu
- Cechy lutowania stali nierdzewnej
- Użyte wyposażenie
- Tryby lutowania cyną
- Lut do stali nierdzewnej i jej rodzajów
- Luty spożywcze
- Lutowanie palnikiem gazowym
- Różnice pomiędzy lutowaniem wysokotemperaturowym a lutowaniem niskotemperaturowym
-
Najczęstsze błędy
- Nieprawidłowe ogrzewanie
- Próby użycia materiałów o nieznanym składzie i jakości
- Zły wybór lutu
- Słabe przygotowanie
- Wyniki
Jak lutować stal nierdzewną z cyną w domu
To połączenie ma tę zaletę, że nawet w domu proces lutowania stali nierdzewnej można opanować dosłownie w pół godziny. Nauczenie się prawidłowego spawania stali nierdzewnej zajmie kilkadziesiąt roboczogodzin.
Lutowanie stali nierdzewnej w domu nie jest trudne, jeśli dysponuje się odpowiednim sprzętem:
- mocna lutownica elektryczna i grzejnik elektryczny, jeśli planujesz lutować naczynia wykonane z cienkiej stali nierdzewnej;
- palnik do wtrysku gazu, jeśli trzeba lutować stosunkowo proste części twardymi gatunkami lutowia o temperaturze topnienia do 800OZ;
- palnik propanowo-tlenowy, jeśli wymagane jest połączenie o wysokiej wytrzymałości przy użyciu lutu mosiężnego lub niklowo-srebrnego.
Ponadto będziesz musiał kupić odpowiednią markę lutowia i markę topnika. Dla każdego rodzaju lutowania istnieje optymalna wersja pary lut-topnik. Dodatkowo należy wykonać stojak lutowniczy, na którym będą podgrzewane łączone części. Zwykle stosuje się mały blok z betonu komórkowego lub cegły szamotowej.
Ważny!Wydawać by się mogło, że nie ma znaczenia, czego użyjesz do lutowania stali nierdzewnej. Tak naprawdę wybór podłoża lub stojaka do lutowania części wpływa na jakość połączenia. Jeśli spróbujesz lutować na blasze, nie będziesz w stanie podgrzać stali nierdzewnej do wymaganej temperatury.
Kolejna zasada: Wystarczy przylutować stal nierdzewną pod maską, można korzystać z garażu, warsztatu czy balkonu, ale nie z wnętrza mieszkania.
Cechy lutowania stali nierdzewnej
Aby prawidłowo lutować stal nierdzewną, należy wziąć pod uwagę następujące kwestie.
- Skład stali nierdzewnej jest znacznie bardziej złożony niż zwykłej stali węglowej. Stal nierdzewna nie powinna być przegrzewana ani nagrzewana przez dłuższy czas. Lutowanie należy wykonać szybko i zaleca się unikać długotrwałego narażenia na płomienie o wysokiej temperaturze na małej powierzchni.
- Stal nierdzewna ma wysoki współczynnik rozszerzalności cieplnej i stosunkowo niską przewodność cieplną. Jeśli lutujesz metal z silnym przegrzaniem, obszar lutowania z pewnością pokryje się mikropęknięciami. Oznacza to, że można z powodzeniem przylutować dwie rurki ze stali nierdzewnej, ale wtedy podczas testowania lub pod obciążeniem jedna z nich pęknie, a nie na lutowanym szwie.

Aby uzyskać lutowanie wysokiej jakości, należy przestrzegać kilku podstawowych zasad:
- Stal nierdzewną należy oczyścić mechanicznie za pomocą papieru ściernego, szczotki lub zastosować obróbkę ścierną (najczęściej piaskowanie) w celu usunięcia warstwy tlenków z powierzchni. Ponadto należy to zrobić bezpośrednio przed lutowaniem metalu.
- Stal nierdzewną należy szybko i mocno nagrzać do temperatury topnienia lutu. Topnik należy nakładać na powierzchnię nagrzaną do 90% temperatury roboczej lub stosować w połączeniu z lutem. Po nałożeniu topnik odbywa się w postaci pokrycia pręta lutowniczego lub osadzenia w nim.
- W przypadku mocnych lutów wysokotemperaturowych zaleca się najpierw pokryć gorącą powierzchnię stali nierdzewnej topnikiem. Aby chemicznie aktywny odczynnik miał czas na głębokie wytrawienie powierzchni stali nierdzewnej, usunięcie osadów z płomienia gazowego, a dopiero potem przylutowanie części.
Zwykle w przypadku lutowania stali nierdzewnej o dużej zawartości chromu i niklu preferowana jest obróbka sekwencyjna. Trudno jest wykonać połączenie z cyną, ale można użyć mosiądzu i niklowo-miedzianej P-81. Chociaż w sprzedaży można kupić gotowe pręty pokryte topnikiem BRASS FLAME 18 XFG, którym można lutować stal nierdzewną w temperaturze 870OZ.
Sam proces lutowania sprowadza się do prawidłowego rozprowadzenia roztopionego lutu na gorącej powierzchni tak, aby równomiernie wypełnił spoinę. W tym czasie należy podgrzać stal nierdzewną palnikiem, aż cały szew zostanie wypełniony stopionym materiałem.
W przypadku długich szwów liniowych i okrągłych obszar lutowania jest podgrzewany okresowymi ruchami. Jak wiadomo, sam stop przepływa ze strefy zimniejszej do cieplejszej, dlatego lutowie można łatwo rozproszyć na całej długości spoiny, jedynie umiejętnie podgrzewając linię złącza palnikiem.
Użyte wyposażenie
Stal nierdzewną można lutować niskotemperaturowymi lutami zawierającymi cynę. Do tego wystarczy lutownica elektryczna o mocy 100 W i mała kuchenka elektryczna. Płytka służy jedynie do podgrzania części do temperatury nałożenia topnika i można ją lutować za pomocą lutownicy elektrycznej.

Często kuchenka elektryczna przydaje się, gdy trzeba uszczelnić kilka pęknięć w naczyniach ze stali nierdzewnej. Za jego pomocą wygodnie jest utrzymać wymaganą temperaturę lutowania bez owijania naczyń folią aluminiową.
Rodzaj palnika dobiera się w zależności od marki użytego lutu i topnika. Jeśli konieczne jest lutowanie za pomocą wysokowytrzymałych lutów miedziano-niklowych lub mosiężnych, najlepiej jest użyć ręcznego palnika propanowo-tlenowego, takiego jak „MICRO DM 284” lub podobnych modeli.
Mikropalnik jest podłączony do przekładni (poprzez przerywacz płomienia) na butlach z propanem i tlenem. Tę instalację można wykonać własnymi rękami, nawet w domu. Można nim lutować wszystkie luty wysokotemperaturowe.
Do lutowania miedziano-srebrnego wystarczy ręczny palnik wtryskowy z cylindrem nabojowym.

Można nim lutować stal nierdzewną lutami twardymi zawierającymi srebro o temperaturze topnienia do 700OZ.
Tryby lutowania cyną
Luty na bazie cyny można lutować kwasem. Pytanie brzmi jak lutować stal nierdzewną z cyną:
- Naprawa powierzchniowa pęknięć cienkiej blachy ze stali nierdzewnej. Powierzchnia metalu pokryta jest cyną na całej długości pęknięcia. Taki szew praktycznie nie wytrzymuje obciążenia mechanicznego. Lutowane w celu zapewnienia szczelności przed wyciekiem wody.
- Wypełnianie spoin i szwów narożnych pudełek, tac i skrzynek ze stali nierdzewnej. Lutowane w celu wzmocnienia połączenia tocznego i zapewnienia szczelności połączenia.
W obu przypadkach szew (pęknięcie) na stali nierdzewnej jest najpierw odtłuszczany i czyszczony. Jeśli metal jest gruby, możesz go spalić pochodnią. Następnie część jest podgrzewana do 280OC i obrabiane topnikiem.

W przypadku cienkich pęknięć na naczyniach zaleca się stosowanie alkoholowego roztworu kalafonii. Jeśli chcesz lutować pojemniki lub pudełka nieżywnościowe, możesz użyć kwasu lutowniczego. Jednak według opinii topnik wykonany z kwasu ortofosforowego zapewnia wyższą jakość stali nierdzewnej.
Lut do stali nierdzewnej i jej rodzajów
Do lutowania w niskiej temperaturze można stosować tradycyjne materiały zawierające cynę. Jest ich wiele, najlepszą jakość wykazują specjalne luty naprawcze do uszczelniania pęknięć i cynowania miedzi.

Do lutowania stali nierdzewnej lutami twardymi najlepszą spoiną jest szwajcarska spoina Castolin ECO BRAZ 38230F. Zawartość srebra - do 30%. Cena może sięgać nawet 400 dolarów. za paczkę. Ale jakość jest bardzo wysoka nawet dla początkujących i lutowania w domu. Można lutować w temperaturze 670-750OZ.
Ponadto szew jest plastikowy i lepki. Oprócz stali nierdzewnej często wykorzystuje się je do lutowania elementów ram rowerowych oraz ozdobnych okładzin samochodów zabytkowych. Najlepiej wytrzymuje wibracje. Alternatywnie można zastosować L-A9 zawierający srebro.
Można użyć mosiądzu, Castolin 18XVG daje najmocniejsze połączenie lutownicze na stali nierdzewnej. Ale lutowanie stali nierdzewnej z mosiądzem, nawet szwajcarskiej jakości, jest trudne. Szew wymaga podgrzania do 900OC, lutowany szew jest mocny, ale zbyt sztywny i nieciągliwy. Słabo znosi wibracje, stosowany jest przy naprawie samochodów i sprzętu AGD.
Lut miedziano-cynkowo-niklowy P-81 jest o rząd wielkości tańszy niż gatunki zawierające srebro. Lutowanie stali nierdzewnej jest trudne, wymagane jest ogrzewanie do 950 stopni.OZ. Szew jest bardzo sztywny, twardy i ma zwiększoną odporność na korozję.
Jako topnik stosuje się uniwersalny PV-209. Można lutować mieszaniną boraksu i kwasu borowego, ale jakość jest nieco gorsza.
Luty spożywcze
Spośród bezpiecznych materiałów do niskotemperaturowego lutowania naczyń ze stali nierdzewnej możemy polecić luty POS-1 lub POSu95-5. Pomimo tego, że bizmut jest metalem ciężkim i ma pewną toksyczność, ogólnie jest spoiną okazuje się wystarczająco bezpieczny do gotowania wody pitnej lub gotowania potraw w pojemnikach z nich wykonanych ze stali nierdzewnej.
Do lutów twardych można stosować materiały zawierające srebro, pod warunkiem, że zawartość miedzi nie przekracza 10%.
Surowo zabrania się lutowania stali nierdzewnej przeznaczonej do kontaktu z żywnością lutami zawierającymi antymon i ołów, niezależnie od ich zawartości procentowej w materiale lutowniczym.
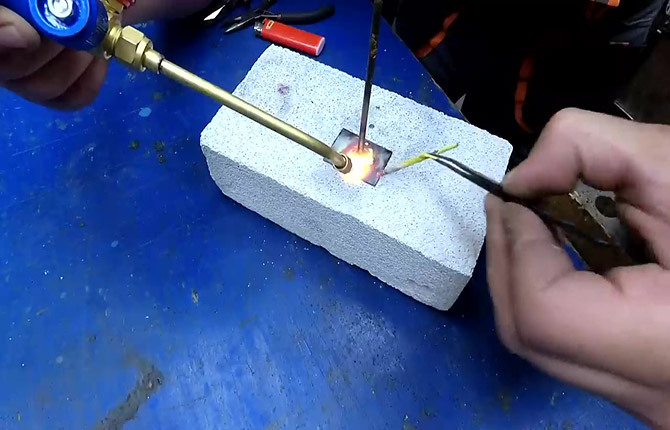
Lutowanie palnikiem gazowym
Istnieje kilka standardowych schematów wykonywania połączenia lutowanego dwóch części ze stali nierdzewnej:
- lutowanie dwóch rurek;
- lutowanie pręta stalowego do blachy ze stali nierdzewnej;
- lutowanie dwóch arkuszy od końca do końca.
Najłatwiejszą opcją jest przylutowanie dwóch rurek. Może to być połączenie dwóch części rurociągu ze stali nierdzewnej lub montaż poprzez przylutowanie dodatkowej rury do głównego cylindrycznego korpusu.
W każdym razie nie należy lutować na złączu, tak aby jedna część osiadała w drugiej. Dlatego rurki mają zwykle różną średnicę, jedna jest wciśnięta w drugą o co najmniej 10 mm.
Jeśli chcesz przylutować boczną rurę do głównego korpusu ze stali nierdzewnej, najpierw musisz wykonać otwór równy średnicy wylotu.
W obu przypadkach, po rozebraniu, części ze stali nierdzewnej są składane i podgrzewane płomieniem palnika gazowego. Gdy tylko na powierzchni pojawią się plamy, potraktuj szew topnikiem i kontynuuj ogrzewanie przez kilka minut. Ostatnim etapem jest okrążenie złącza końcem pręta lutowniczego, nie przerywając grzania palnikiem. Gdy tylko materiał całkowicie wypełni szew, ciepło jest usuwane.
Lutowanie dwóch arkuszy stali nierdzewnej odbywa się według tego samego schematu, zawsze ze wstępnym wypalaniem i czyszczeniem krawędzi. Następnie arkusze układa się na zakładkę i podgrzewa palnikiem gazowym do momentu pojawienia się nalotu. Teraz możesz pokryć krawędź topnikiem, podgrzać go i za pomocą topnika rozciągnąć stop na całej długości złącza.
Ważny!Wysokiej jakości lut i topnik przepływają głęboko w zakładkę. Niedrogie materiały zwykle przyklejają się do zewnętrznego złącza z powodu słabej płynności.
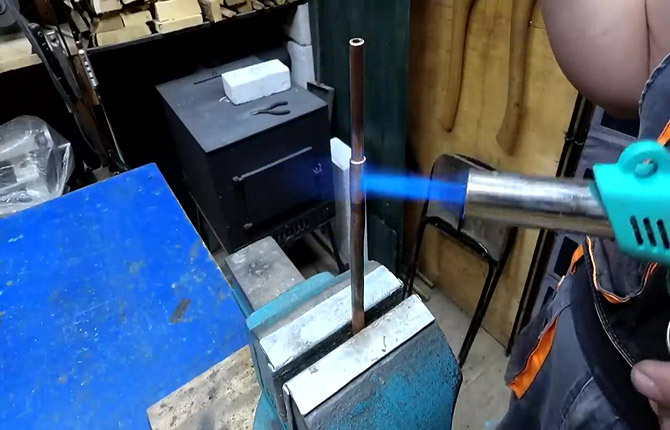
Nieco trudniej jest przylutować pręt ze stali nierdzewnej prostopadle do blachy. Przede wszystkim należy oczyścić obie części wzdłuż współpracujących powierzchni.
Następnie pręt umieszcza się pionowo na blasze, natychmiast poddaje działaniu niewielkiej ilości topnika, po czym obie części podgrzewa się palnikiem do wysokiej temperatury. Stop powinien przechodzić od końca do końca pod prętem, ale lut jest bardziej lepki i może się tam nie dostać.
Po całkowitym stopieniu masy topnikowej można ocynować podstawę pręta lutem. Ponadto należy lutować z nadmiarem materiału lutowniczego, aby wokół niego utworzyła się kałuża stopu. Teraz musisz na sekundę oderwać pręt od blachy ze stali nierdzewnej, aby ocynować koniec i natychmiast umieścić go z powrotem na swoim miejscu. Części ze stali nierdzewnej podgrzewa się palnikiem jeszcze przez kilka sekund, po czym grzanie zostaje wyłączone.
Po ochłodzeniu tworzy się bardzo mocny mosiężny lut.

Wytrzymałość szwu uzyskuje się na poziomie spawania.
Różnice pomiędzy lutowaniem wysokotemperaturowym a lutowaniem niskotemperaturowym
Lutowanie stali nierdzewnej za pomocą palnika jest dość drogie, ponieważ wysokiej jakości luty na bazie srebra są kilkakrotnie droższe niż półautomatyczne spawanie dwutlenkiem węgla lub argonem. Lutowanie mosiądzem lub miedzioniklem P-81 w domu jest dość trudne, ponieważ wymaga specjalnego palnika tlenowo-propanowego i pewnego doświadczenia w obsłudze.
Ale lutowanie w wysokiej temperaturze ma dwie ważne zalety:
- możesz lutować bardzo cienkie, prawie jubilerskie części, naprawiać i odnawiać sprzęt bez utraty jakości;
- szew z litego srebra lub mosiądzu jest ciągły, uszczelniony, bez porów i ubytków.
Dlatego podczas naprawy sprzętu rzemieślnicy często wolą lutować stal nierdzewną, zwłaszcza cienką stal, zamiast spawać.
Lutowanie w niskiej temperaturze nie zapewnia wysokiej wytrzymałości złącza. Zwykle jednak wytrzymałość złącza lutowanego cyną PIC jest wystarczająca, aby zapewnić szczelność i sztywność części. Ponadto lutowanie cyną jest znacznie łatwiejsze, nie są wymagane żadne specjalne palniki ani drogie luty.
Najczęstsze błędy
Najczęściej problemy pojawiają się z powodu naruszenia technologii połączeń lutowanych. Powodów jest sporo, a najczęstsze to pośpiech w pracy i chęć oszczędzania na materiałach.
Nieprawidłowe ogrzewanie
Najczęstszym błędem jest próba lutowania na jeszcze zimnych elementach. Palnik wtryskowy nagrzewa się szybko i sprawnie, a lutowane złącze można podgrzać w ciągu kilku minut.
Jeśli jednak prace wykonuje się w nieogrzewanym pomieszczeniu w niskich temperaturach, wówczas obrabiany przedmiot, na przykład blacha ze stali nierdzewnej, bardzo szybko się stygnie. Dlatego należy lutować z pomocnikiem lub dodatkowo podgrzać obrabiany przedmiot za pomocą palnika lub kuchenki elektrycznej.

Próby użycia materiałów o nieznanym składzie i jakości
Stopy lutownicze zawierające srebro są bardzo drogie - od 30 tys. pocierać. i wyżej. Ale czasami po prostu nie ma alternatywy, jeśli wymagane są wysokiej jakości szwy lutownicze.
Tylko rzemieślnicy z dużym doświadczeniem potrafią z powodzeniem lutować mosiądz z boraksem lub stare luty o nieznanym składzie. Ponadto będziesz potrzebować działającego palnika tlenowego. Jeśli istnieje już potrzeba wykonania złącza lutowanego mosiądzem, wskazane jest przynajmniej wypożyczenie mikropochodni na kilka dni i użycie PV-209 zamiast boraksu.
Zły wybór lutu
Przed lutowaniem danym lutem należy upewnić się (przeczytaj instrukcję na opakowaniu), że materiał ten ze względu na swoje właściwości nadaje się wyłącznie do stali nierdzewnej. Wiele osób nie wie na przykład, że miedź-fosfor nie nadaje się do stali nierdzewnej.
Często popełnia się błąd, gdy do łączenia części narażonych na duże obciążenia statyczne i jednocześnie drgania stosuje się lut srebrny. Stopy zawierające srebro są bardzo miękkie i plastyczne, dlatego złącze z czasem „rozciąga się” pod obciążeniem, aż do pęknięcia.
W takiej sytuacji zaleca się wykonanie podwójnego lutowania. Początkowo srebrem, potem od razu lutem miedziano-niklowo-cynkowym. Lutowanie podwójne jest trudniejsze, ale jeśli je opanujesz, możesz lutować stal nierdzewną o grubości 0,1 mm z wytrzymałością nie gorszą od złącza spawanego. W takim przypadku szczelność złącza będzie o rząd wielkości wyższa.
Słabe przygotowanie
Wiele problemów wynika ze złego czyszczenia powierzchni. Trzeba go bardzo długo i skutecznie czyścić, być może przed wypaleniem. Na stali nierdzewnej tlenki i węgliki powierzchniowe przylegają bardzo mocno, dlatego metal czyści się szczotkami ściernymi i metalowymi do uzyskania połysku (nie poleruje).
Wyniki
Wybór, czym lutować stal nierdzewną nie jest taki trudny, na rynku dostępnych jest całkiem sporo wszelkiego rodzaju lutów na bazie srebra i mosiądzu. Wybór jest duży, ale siła połączenia zależy w 90% od jakości materiałów. Dlatego nie warto oszczędzać.
Opowiedz nam o swoich doświadczeniach z lutowaniem. Na jakie cechy procesu należy zwrócić szczególną uwagę? Dodaj także artykuł do zakładek i udostępnij go w sieciach społecznościowych.


