Nie da się kupić spawarki i używać jej na co dzień bez dodatkowych ustawień. To urządzenie wymaga spisu prac przygotowawczych przed użyciem. W przeciwnym razie nie będzie działać normalnie. Jak prawidłowo ustawić spawarkę i jakie niuanse należy wziąć pod uwagę podczas pracy z nią - musisz się o tym wszystkim dowiedzieć wcześniej.

Treść artykułu:
-
Zalecenia dotyczące konfiguracji
- Dobór mieszaniny gazowej
- Ustawienie napięcia
- Ustawianie prędkości podawania drutu
- Ustawianie właściwej polaryzacji
- Ustawianie przedłużenia drutu
- Najczęstsze awarie i ich objawy
Zalecenia dotyczące konfiguracji
Instalacja ma kilka cech eksploatacyjnych. Każdy z nich wpływa na prawidłowe jego funkcjonowanie. Należy wybrać mieszankę gazową, wyregulować napięcie i prędkość podawania drutu. Wykonaj regulację polaryzacji i wyregulowanie przedłużenia przewodu.
Rozsądne jest rozważenie każdego etapu konfiguracji urządzenia osobno.
Dobór mieszaniny gazowej
Rozważanie kwestii prawidłowego ustawienia spawarki należy rozpocząć od przestudiowania podstawowych zasad, którymi należy się kierować przy wyborze mieszanki gazowej.

Aby nie naruszyć integralności spawanych części i samej spawarki, należy je chronić. W tym celu stosuje się czysty gaz lub mieszaninę składającą się z kilku gazów w różnych proporcjach - są one pompowane do strefy spawania tylko podczas pracy.
W przypadku stosowania spawarek półautomatycznych stosuje się 2 gazy:
- węglowy;
- argon.
Gazy można stosować zarówno w czystej postaci, jak i z dodatkiem różnych kombinacji. Aby pracować z różnymi stopami, a powstały szew jest dobrej jakości, musisz wybrać odpowiednie proporcje:
- Czysty dwutlenek węgla (dwutlenek węgla).Służą do łączenia grubych blach i poszczególnych elementów jednoczęściowych instalacji o różnych kierunkach. Materiały, z których wykonywana jest praca, wykonane są na bazie żelaza - żeliwa i stali. W takim przypadku za pomocą tego gazu spawarka będzie w stanie prawidłowo uformować głęboką penetrację. Negatywną stroną tego procesu jest powstawanie wielu iskier. Powstały szew jest nierówny i nieprzyjemny pod względem estetycznym.
- Mieszanka gazowa nr 1. Mieszanina robocza zawiera 25% dwutlenku węgla i 75% argonu. Należy go prawidłowo stosować w przypadkach, gdy istnieje potrzeba interakcji z cienkimi blachami. Dostosowanie mieszanki w tych proporcjach pozwala uzyskać równy szew.
- Mieszanka gazowa nr 2. Zawiera 98% argonu i tylko 2% dwutlenku węgla. To ustawienie mieszanki gazowej jest prawidłowe przy łączeniu blach ze stali nierdzewnej lub stali ocynkowanej. To ustawienie jest również odpowiednie do pracy ze stopami na bazie miedzi. Wynik połączenia wyjściowego jest wysokiej jakości.
Jeśli wybierzesz odpowiednią mieszankę roboczą, części zostaną niezawodnie połączone i nie otworzą się nawet przy zwiększonych obciążeniach ze względu na ich intensywną eksploatację.
Ustawienie napięcia
Zawsze wymagana jest inna głębokość penetracji. Różna jest również grubość arkuszy i rozmiar łączonych części. Dlatego należy prawidłowo wyregulować napięcie na spawarce.

Zasada jest tylko jedna – wraz ze wzrostem ilości energii zużywanej na stopienie lutu i stopu, a także spalenie łuku, wzrasta również zapotrzebowanie na większe napięcie. Przecież to napięcie odpowiada za przemianę prądu elektrycznego w energię cieplną.
Napięcie jest regulowane stopniowo. W nowoczesnych spawarkach prawidłowe jest dostosowanie tego parametru w 2 etapach:
- Pierwszy etap konfiguracji – z tyłu półautomatu uruchamiany jest jeden z trybów pracy instalacji (1 lub 2).
- Drugi etap konfiguracji – wybór poziomu napięcia dla konkretnego trybu pracy. Każdy półautomat spawalniczy zawsze posiada oddzielny przełącznik do pracy z tym parametrem.
Napięcie na spawarce wybierane jest zawsze pomiędzy dwoma trybami - minimalnym i maksymalnym. Aby ułatwić prawidłową regulację napięcia zasilania, producenci umieszczają na jednostkach przypomnienie, które umożliwia dostosowanie tego parametru do prędkości podawania drutu. Każda spawarka ma własną tabelę trybów pracy.
Napięcie zasilania musi być ustawione prawidłowo. Najważniejsze jest to, że jeśli ustawisz go zbyt słabo, głębokość penetracji nie będzie wystarczająca. Uformowany szew będzie nadmiernie delikatny. I odwrotnie, jeśli wykonasz instalację z nadmiernym napięciem, materiał roboczy może się spalić i stanie się niezdatny do użytku.
Ustawianie prędkości podawania drutu
Prędkość z jaką drut będzie podawany na spawarkę należy regulować dopiero po prawidłowym ustawieniu napięcia. Szybkość podawania określa, jak szybko materiał się topi. Jednocześnie na pracę ma wpływ również napięcie dostarczane przez spawarkę.

Kiedy rozpoczyna się proces topienia nici spawalniczej, prędkość, z jaką zaczyna się ona poruszać, stopniowo maleje. Ważne jest, aby poprawnie skonfigurować, ponieważ:
- Jeżeli ustawienie zasilania elektrody nie zostało wykonane prawidłowo, to w przypadku zetknięcia się elektrody z konstrukcjami metalowymi jej kształt zacznie się zmieniać jeszcze przed rozpoczęciem procesu topienia. Elektroda spawarki zacznie przyklejać się do powierzchni roboczej, co spowoduje powstawanie niepotrzebnego ugięcia. Szew będzie przerywany i niechlujny.
- Jeśli podawanie żarnika zostanie ustawione tak, że będzie podawane zbyt wolno, istnieje ryzyko przepalenia elektrody, zanim zdąży się stopić. Jednocześnie zatyka się końcówka palnika spawarki. Powstały szew będzie falisty.
Na spawarce najczęściej trzeba regulować posuw drutu, gdyż po każdej zmianie napięcia lub zastosowaniu innych gwintów dodatkowych następuje utrata ustawienia podawania drutu. Wiele modeli urządzeń umożliwia prawidłowy dobór ustawienia podawania elektrody w trybie automatycznym (wszystkie czynności wykonywane są elektronicznie).
Doświadczeni spawacze wolą używać spawarek następujących marek: spawanie inwertorowe Urządzenie Resanta (modele 190, 200), Awelco (f5 - również z falownikiem), Vniissok (Mig-180), Fubag, Svarog, Kedr, Zorza polarna.
W Internecie można znaleźć wiele filmów objaśniających modele spawarek. Dlatego też, jeśli chcą Państwo, aby urządzenie było wyposażone w automatyczną regulację różnych parametrów pracy i aby działało prawidłowo, warto się z nimi zapoznać.
Wszystkie ustawienia są ze sobą powiązane. Aby poprawnie zrozumieć cechy relacji, mądrze jest przestudiować tabelę.

Ustawianie właściwej polaryzacji
Najłatwiej jest ustawić prawidłową polaryzację na spawarce. Producenci zawsze umieszczają na obudowach urządzeń oznaczenia ułatwiające zrozumienie, jaką polaryzację (bezpośrednią czy odwrotną) najlepiej wybrać w konkretnej sytuacji. Wszystko zależy od metali i stopów, z którymi będziesz wchodzić w interakcje.
Aby ustawić polaryzację bezpośrednią należy prawidłowo podłączyć palnik gazowy do zacisku ze znakiem „–”. Aby ustawić spawarkę w trybie odwrotnej polaryzacji, palnik gazowy należy podłączyć do zacisku ze znakiem „+”. Dla uproszczenia zaciski te nazywane są „dodatnimi” i „ujemnymi”.
Polaryzacja jest dostosowywana w zależności od rodzaju gwintu użytego w danej chwili w instalacji. Istnieją 2 opcje:
- Przewód jest prosty. W tym przypadku jest solidnie. Aby zastosować go do interakcji z różnymi metalami, konieczne jest użycie gazu osłonowego. Gwint nie zawiera żadnych dodatków. Powierzchnia robocza musi być absolutnie czysta. Dopuszczalne jest stosowanie prostego drutu tylko w pomieszczeniach zamkniętych. Stosując go możesz liczyć na utworzenie równego, cienkiego szwu.
- Drut ma topnik. Środkowa część gwintu posiada specjalny dodatek. Ma za zadanie wytworzyć gaz pełniący funkcję ochronną. Nie ma zatem potrzeby stosowania dodatkowo innych gazów ochronnych. Dokładne czyszczenie powierzchni roboczej również nie jest konieczne. Z takim lutem można współpracować na zewnątrz - silny wiatr nie przeszkodzi w uzyskaniu równego szwu. To prawda, że \u200b\u200bw rezultacie powstaje duża ilość żużla, który należy usunąć.
Jeśli używasz zwykłego gwintu wykonanego z miedzi, należy zawsze przestrzegać odwrotnej polaryzacji, a także podłączyć go do zacisku dodatniego. Ale w tym przypadku do metalu, który ma być spawany, należy przyłożyć ładunek ujemny. Jeśli przewód jest wyposażony w topnik, musi mieć prostą polaryzację. Połączenie odbywa się poprzez zacisk ujemny. Na spawanej części umieszcza się końcówkę z ładunkiem dodatnim.
Ustawianie przedłużenia drutu
Aby prawidłowo ustawić spawarkę należy zadbać także o regulację przedłużenia drutu. Zasięg odnosi się do odległości pomiędzy końcami końcówki a drutem. Dla uproszczenia należy wziąć pod uwagę jedynie długość, na jaką nić wystaje z końcówki.
Jeśli uda się poprawnie skonfigurować ten parametr systemu, w trakcie pracy uda się wyeliminować dużą ilość odprysków, które sprawiają, że końcowy szew jest nierówny i nieatrakcyjny estetycznie. Sama spawarka będzie również wykazywać mniejsze wibracje. Spawanie konstrukcji metalowych zostanie przeprowadzone prawidłowo - możliwe będzie uniknięcie spalenia i niewystarczającej wytrzymałości połączenia blach ze sobą.
W przypadku stosowania małych średnic parametry nawisu i wylotu są sobie równe. Jeśli grubość nici wzrośnie, parametr zwolnienia należy zmniejszyć o 1-10 milimetrów (w zależności od sytuacji).
Istnieje wiele rozmiarów odlotów. Ale głównie używane są tylko 3 opcje. Każdy z nich jest bezpośrednio zależny od tego, jaką konstrukcję ma konkretna dysza gazowa i jakie środowisko ochronne jest stosowane w aktualnej spawarce.
Dopiero biorąc pod uwagę te charakterystyki procesu, można poprawnie skonfigurować spawarkę i ustawić wymaganą długość przedłużenia drutu. Teraz od razu do opcji:
- W większości sytuacji wydanie powinno być konfigurowane jak najmniej. Średnie wartości wynoszą od 6 do 10 mm. Wartość ta jest odpowiednia w sytuacji, gdy podczas gotowania stali jako czynnik ochronny stosowany jest dwutlenek węgla (mieszanina argonu). Wraz ze wzrostem ilości stosowanego argonu zwiększa się także długość wylotu.
- Jeżeli zostanie podjęta decyzja o zastosowaniu czystego argonu do celów ochronnych, należy odpowiednio wyregulować zwis gwintu spawarki, aby był większy niż 10 mm. W niektórych modelach zwolnienie jest regulowane automatycznie, aby uzyskać jak największą wydajność podczas spawania materiałów.
- Jeżeli końcówka dyszy jest umiejscowiona bezpośrednio w korpusie spawarki (wpuszczona w nią), to ustawienie zbyt krótkiego wysięgu nie spowoduje uzyskania wymaganego stopnia przetopienia. Dlatego tak ważne jest prawidłowe skonfigurowanie tego elementu.
Aby lepiej zrozumieć, jak prawidłowo ustawić spawarkę, najlepiej zawsze mieć ten stół pod ręką.
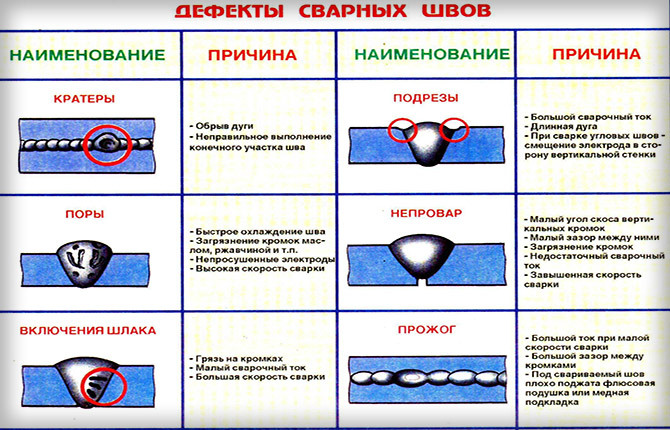
Najczęstsze awarie i ich objawy
Ważne jest, aby prawidłowo ustawić spawarkę. W przeciwnym razie jakość szwu znacznie ucierpi. Lub, co gorsza, sama spawarka ulegnie awarii. Poniżej znajdują się zalecenia doświadczonych ślusarzy. Zanim samodzielnie skonfigurujesz spawarkę, warto je przestudiować.
- Jeśli dostarczane napięcie będzie niewystarczające, spoina nie wniknie wystarczająco głęboko.
- Jeśli materiał nie zostanie wystarczająco dobrze oczyszczony przed spawaniem, szew będzie się tworzył nierówno.
- Nie odsuwaj palnika zbyt daleko. Jeśli podczas spawania znajdzie się w odległości większej niż 12 mm od materiału, wówczas szew będzie się tworzył sporadycznie.
- Jeżeli zostanie przyłożone wysokie napięcie, a łączone materiały nie będą wystarczająco grube, istnieje duże prawdopodobieństwo ich przepalenia. Wszystko to doprowadzi do dodatkowych kosztów czasu i zasobów mających na celu wyeliminowanie problemu.
- Jeśli w strefie spawania nie ma gazu osłonowego, szew staje się porowaty, uzyskując zielonkawy odcień. Wiadomo, że porowatość negatywnie wpływa na ogólną wytrzymałość konstrukcji. Dlatego nie należy pozwalać na jego edukację.
- Pracę ze spawarką należy rozpocząć dopiero po zdiagnozowaniu jej stanu. Zawsze należy przeprowadzić kontrolę wzrokową. Sprawdź, czy nie doszło do naruszenia integralności części pod napięciem.
Nie da się pracować bez specjalnych ochronnych masek spawalniczych, które przyciemniają wypływki. Maski kameleona działają jak filtr świetlny chroniący przed błyskami o dużej jasności. Bez nich nie można pracować – można poważnie uszkodzić wzrok.
Teraz nie powinny pojawiać się pytania dotyczące prawidłowego ustawienia spawarki. Należy ściśle przestrzegać instrukcji i zaleceń przedstawionych w artykule. Tylko w tym przypadku urządzenie będzie działać poprawnie.
Jak dużą wagę przywiązujesz do ustawienia instalacji przed pracą? Koniecznie podziel się swoją opinią w komentarzach. Zapisz artykuł w swoich zakładkach. Być może pomoże to również w skonfigurowaniu urządzenia.