Când discutăm despre cum să lipiți oțelul inoxidabil, nu vorbim despre sudare. Mai exact, ne interesează problema îmbinării tablei subțiri de oțel inoxidabil cu lipire folosind un set minim de echipamente. Lipirea este considerabil mai simplă și vă permite să conectați produse mici din oțel inoxidabil cu precizie și calitate aproape asemănătoare cusăturilor.

Conținutul articolului:
-
Cum să lipiți oțelul inoxidabil cu tablă acasă
- Caracteristici ale lipirii oțelului inoxidabil
- Echipamentul folosit
- Moduri de lipit cu staniu
- Lipire pentru oțel inoxidabil și tipurile acestuia
- Lipituri alimentare
- Lipirea cu o torță cu gaz
- Diferențele dintre lipirea la temperatură înaltă și lipirea la temperatură joasă
-
Cele mai frecvente greșeli
- Încălzire incorectă
- Încercările de a utiliza materiale de compoziție și calitate necunoscute
- Alegerea greșită a lipirii
- Pregătire slabă
- Rezultate
Cum să lipiți oțelul inoxidabil cu tablă acasă
Această conexiune este avantajoasă prin faptul că, chiar și acasă, procesul de lipire a oțelului inoxidabil poate fi stăpânit într-o jumătate de oră. Va dura câteva zeci de ore-om pentru a învăța cum să sudați corect oțelul inoxidabil.
Lipirea oțelului inoxidabil acasă nu este dificilă dacă aveți echipamentul adecvat:
- un fier de lipit electric puternic și un încălzitor-sobă electrică dacă intenționați să lipiți vase din oțel inoxidabil subțire;
- pistol de injecție cu gaz, dacă trebuie să lipiți piese relativ simple cu lipituri dure cu un punct de topire de până la 800OCU;
- pistoletă propan-oxigen dacă este necesară o conexiune de înaltă rezistență folosind lipire din alamă sau nichel-argint.
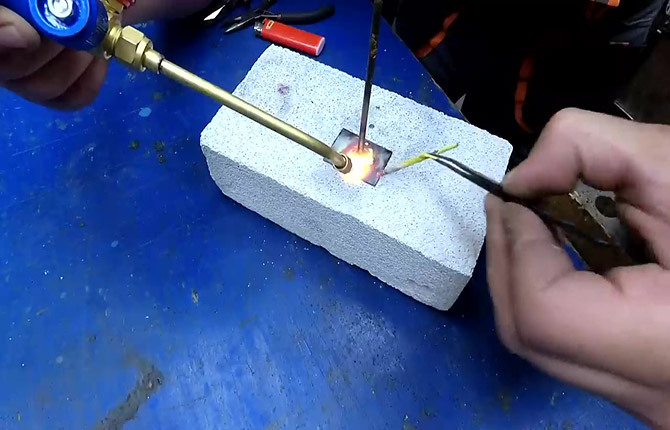
În plus, va trebui să cumpărați marca corespunzătoare de lipit și marca de flux. Pentru fiecare tip de lipire, există propria sa versiune optimă a perechii lipire-flux. În plus, trebuie să realizați un suport de lipit pe care să fie încălzite piesele de conectat. De obicei, se folosește un bloc mic de beton celular sau cărămidă de argilă refractă.
Important!S-ar părea că nu are nicio diferență ceea ce folosești pentru a lipi oțelul inoxidabil. De fapt, alegerea substratului sau a suportului pentru piesele de lipit afectează calitatea conexiunii. Dacă încercați să lipiți pe o foaie de metal, nu veți putea încălzi oțelul inoxidabil la temperatura necesară.
O alta regula: Trebuie doar să lipiți oțelul inoxidabil sub capotă; puteți folosi un garaj, un atelier sau un balcon, dar nu în interiorul apartamentului.
Caracteristici ale lipirii oțelului inoxidabil
Pentru a lipi corect oțelul inoxidabil, trebuie să luați în considerare următoarele.
- Compoziția oțelului inoxidabil este mult mai complexă decât oțelul carbon obișnuit. Oțelul inoxidabil nu trebuie supraîncălzit sau încălzit mult timp. Lipirea trebuie făcută rapid și este recomandabil să evitați expunerea prelungită la o flacără la temperatură ridicată pe o zonă mică a suprafeței.
- Oțelul inoxidabil are un coeficient ridicat de dilatare termică și o conductivitate termică relativ scăzută. Dacă lipiți metalul cu supraîncălzire puternică, zona de lipit va deveni cu siguranță acoperită cu microfisuri. Adică, puteți lipi cu succes două tuburi din oțel inoxidabil, dar apoi în timpul testării sau sub sarcină unul dintre ele va sparge, și nu la cusătura lipită.

Pentru a obține o lipire de înaltă calitate, trebuie să respectați câteva reguli de bază:
- Oțelul inoxidabil trebuie curățat mecanic folosind hârtie abrazivă, o perie sau tratament abraziv (deseori sablare) pentru a îndepărta stratul de oxizi de pe suprafață. Mai mult, acest lucru trebuie făcut imediat înainte de lipirea metalului.
- Oțelul inoxidabil trebuie încălzit rapid și puternic până la punctul de topire al lipirii. Fluxul trebuie aplicat pe o suprafață încălzită la 90% din temperatura de funcționare sau utilizat împreună cu lipirea. Când se aplică împreună, fluxul se realizează sub formă de acoperire a unei tije de lipit sau încorporat în interiorul acesteia.
- Pentru lipituri puternice la temperatură înaltă, este recomandabil să tratați mai întâi suprafața fierbinte a oțelului inoxidabil cu flux. Pentru ca reactivul chimic activ să aibă timp să graveze profund suprafața oțelului inoxidabil, să îndepărteze depunerile de pe flacăra gazului și numai apoi să lipize piesele.
De obicei, procesarea secvenţială este preferată pentru lipirea oţelului inoxidabil cu un conţinut ridicat de crom şi nichel. Este dificil să faci o legătură cu staniu, dar poți folosi alamă și nichel-cupru P-81. Deși la vânzare puteți cumpăra tije gata făcute acoperite cu flux BRASS FLAME 18 XFG, care pot fi folosite pentru lipirea oțelului inoxidabil la 870OCU.
Procesul de lipire în sine se reduce la răspândirea corectă a topiturii cu lipire pe suprafața fierbinte, astfel încât să umple uniform îmbinarea. În acest moment, trebuie să încălziți oțelul inoxidabil cu un arzător până când întreaga cusătură este umplută cu topitură.
Pe cusăturile lungi liniare și circulare, zona de lipit este încălzită cu mișcări periodice. După cum știți, topitura în sine curge dintr-o zonă mai rece într-una mai fierbinte, astfel încât să puteți dispersa cu ușurință lipitura de-a lungul întregii lungimi a cusăturii, doar încălzind cu pricepere linia de îmbinare cu o torță.
Echipamentul folosit
Oțelul inoxidabil poate fi lipit cu lipituri care conțin staniu la temperatură joasă. Pentru aceasta sunt suficiente un fier de lipit electric de 100 W si o mica soba electrica. Placa este folosită doar pentru a încălzi piesa la temperatura de aplicare a fluxului și o puteți lipi cu un fier de lipit electric.

Adesea, o sobă electrică este la îndemână atunci când trebuie să sigilați mai multe crăpături în vasele din oțel inoxidabil. Cu ajutorul acestuia, este convenabil să mențineți temperatura de lipire necesară fără a înveli vasele în folie de aluminiu.
Tipul de pistolet este selectat în funcție de marca de lipit de lipit și de flux utilizat. Dacă trebuie să lipiți cu lipituri de cupru-nichel sau alamă de înaltă rezistență, atunci cel mai bine este să utilizați o pistoletă manuală cu propan-oxigen precum „MICRO DM 284” sau modele similare.
Microarzătorul este conectat la cutii de viteze (prin intermediul unui dispozitiv de oprire a flăcării) pe butelii de propan și oxigen. Această instalare se poate face cu propriile mâini, chiar și acasă. Poate fi folosit pentru a lipi toate lipiturile la temperaturi ridicate.
Pentru lipiturile cupru-argint, este suficientă o pistoletă manuală cu un cilindru cartuş.

Poate fi folosit pentru lipirea oțelului inoxidabil cu lipituri dure care conțin argint, cu un punct de topire de până la 700OCU.
Moduri de lipit cu staniu
Lipiturile pe bază de staniu pot fi lipite folosind acid. Întrebarea este cum să lipiți oțelul inoxidabil cu cositor:
- Repararea la suprafață a fisurilor din tablă subțire de oțel inoxidabil. Suprafața metalică este acoperită cu tablă pe toată lungimea fisurii. O astfel de cusătură practic nu rezistă la sarcină mecanică. Lipit pentru a asigura etanșeitatea împotriva scurgerilor de apă.
- Umplerea rosturilor și a colțurilor de cutii în formă de cutie, tăvi și cutii din oțel inoxidabil. Lipit pentru a întări legătura de rulare și pentru a asigura etanșeitatea îmbinării.
În ambele cazuri, cusătura (fisura) de pe oțel inoxidabil este mai întâi degresată și curățată. Dacă metalul este gros, îl puteți arde cu o torță. Apoi, piesa este încălzită la 280OC și prelucrate cu flux.

Pentru crăpăturile subțiri pe vase, se recomandă utilizarea unei soluții alcoolice de colofoniu. Dacă trebuie să lipiți recipiente sau cutii nealimentare, puteți utiliza acid de lipit. Dar, conform recenziilor, fluxul din acid ortofosforic oferă o calitate mai mare pe oțel inoxidabil.
Lipire pentru oțel inoxidabil și tipurile acestuia
Pentru lipirea la temperaturi joase, pot fi folosite materiale tradiționale care conțin staniu. Există multe dintre ele, cea mai bună calitate este arătată de lipiturile speciale de reparație pentru etanșarea fisurilor și cositorirea cuprului.

Pentru lipirea oțelului inoxidabil cu lipituri dure, cea mai bună sudură este Swiss Castolin ECO BRAZ 38230F. Conținut de argint - până la 30%. Prețul poate fi de până la 400 USD. pe pachet. Dar calitatea este foarte ridicată chiar și pentru începători și pentru lipirea acasă. Puteți lipi la o temperatură de 670-750OCU.
În plus, cusătura este plastică și vâscoasă. Pe lângă oțel inoxidabil, acestea sunt adesea folosite pentru a lipi părți ale cadrelor de biciclete și placarea decorativă a mașinilor de epocă. Rezistă cel mai bine vibrațiile. Ca alternativă, poate fi utilizat L-A9 care conține argint.
Puteți folosi material de alamă, Castolin 18XVG oferă cea mai puternică îmbinare de lipit pe oțel inoxidabil. Dar este dificil să lipiți oțelul inoxidabil cu alamă, chiar și de calitate elvețiană. Cusătura necesită încălzire până la 900OC, cusătura lipită este puternică, dar prea rigidă și neductilă. Nu rezistă bine la vibrații; este folosit la repararea automobile și a aparatelor de uz casnic.
Lipitura cupru-zinc-nichel P-81 este cu un ordin de mărime mai ieftină decât materialele care conțin argint. Lipirea oțelului inoxidabil este dificilă; sunt necesare temperaturi de încălzire de până la 950.OCU. Cusătura este foarte rigidă, dură și are o rezistență crescută la coroziune.
Universal PV-209 este folosit ca flux. Puteți lipi cu un amestec de borax și acid boric, dar calitatea este puțin mai proastă.
Lipituri alimentare
Printre materialele sigure pentru lipirea la temperatură scăzută a ustensilelor din oțel inoxidabil, putem recomanda lipituri POS-1 sau POSu95-5. În ciuda faptului că bismutul este un metal greu și are o anumită toxicitate, în general sudarea se dovedește a fi suficient de sigur pentru fierberea apei de băut sau gătirea alimentelor în recipiente fabricate din din oțel inoxidabil.
Materialele care conțin argint pot fi folosite pentru lipituri dure, cu condiția ca conținutul de cupru să nu depășească 10%.
Este strict interzisă lipirea oțelului inoxidabil alimentar cu lipituri care conțin antimoniu și plumb, indiferent de procentul acestora în materialul de lipit.
Lipirea cu o torță cu gaz
Există mai multe scheme standard pentru realizarea unei conexiuni lipite a două părți din oțel inoxidabil:
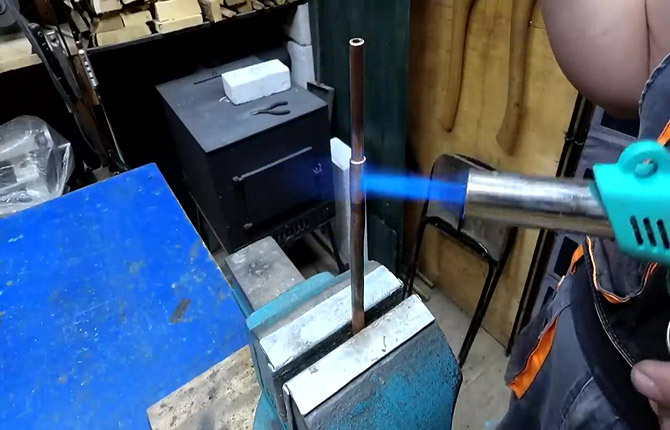
- lipirea a două tuburi;
- lipirea unei tije de oțel pe o foaie de oțel inoxidabil;
- lipirea a două foi cap la cap.
Cea mai ușoară opțiune este să lipiți două tuburi. Aceasta poate fi conectarea a două părți ale unei conducte din oțel inoxidabil sau ansamblul prin lipirea unei conducte suplimentare la corpul cilindric principal.
În orice caz, trebuie să lipiți nu la îmbinare, cu o parte asezându-se în cealaltă. Prin urmare, tuburile au de obicei diametre diferite; unul este presat în interiorul celuilalt cu cel puțin 10 mm.
Dacă trebuie să lipiți țeava laterală pe corpul principal din oțel inoxidabil, mai întâi va trebui să faceți o gaură egală cu diametrul ieșirii.
În ambele cazuri, după decapare, piesele din oțel inoxidabil sunt asamblate și încălzite cu o flacără a arzătorului cu gaz. De îndată ce apar pete la suprafață, tratați cusătura cu flux și continuați încălzirea pentru încă câteva minute. Ultima etapă este să încercuiești îmbinarea cu capătul unei tije de lipit, fără a opri încălzirea cu arzătorul. De îndată ce materialul umple complet cusătura, căldura este îndepărtată.
Lipirea a două foi de oțel inoxidabil se realizează după aceeași schemă, întotdeauna cu ardere prealabilă și curățarea marginilor. Apoi, foile sunt așezate suprapuse și încălzite cu un arzător cu gaz până când apare pătarea. Acum puteți trata marginea cu flux, o puteți încălzi și utilizați o tijă de flux pentru a întinde topitura pe toată lungimea îmbinării.
Important!Lipirea de înaltă calitate și fluxul curg adânc în suprapunere. Materialele ieftine se lipesc de obicei doar de îmbinarea exterioară din cauza fluidității slabe.
Este puțin mai dificil să lipiți o tijă de oțel inoxidabil perpendicular pe o foaie de metal. În primul rând, trebuie să curățați ambele părți de-a lungul suprafețelor de împerechere.
Apoi, tija este așezată vertical pe foaie, imediat tratată cu o cantitate mică de flux, după care ambele părți sunt încălzite cu un arzător la o temperatură ridicată. Topitura ar trebui să treacă cap la cap sub tijă, dar lipitura este mai vâscoasă și este posibil să nu ajungă acolo.
Odată ce masa de flux este complet topită, puteți cosi baza tijei cu lipire. Mai mult, trebuie să lipiți cu un exces de material de lipit, astfel încât să se formeze un bazin de topire în jurul acestuia. Acum trebuie să rupeți tija de pe foaia de oțel inoxidabil pentru o secundă, pentru a cosi capătul și a o întoarce imediat la locul său. Piesele din oțel inoxidabil sunt încălzite cu un arzător pentru încă câteva secunde și încălzirea este oprită.
După răcire, se formează o îmbinare de lipire din alamă foarte puternică.

Rezistența cusăturii se obține la nivelul sudării.
Diferențele dintre lipirea la temperatură înaltă și lipirea la temperatură joasă
Lipirea oțelului inoxidabil cu o torță este destul de costisitoare, deoarece lipiturile de înaltă calitate pe bază de argint sunt de câteva ori mai scumpe decât sudarea semiautomată cu dioxid de carbon sau cu argon. Lipirea cu alamă sau cupru-nichel P-81 acasă este destul de dificilă, deoarece necesită o pistoletă specială cu oxigen-propan și o anumită experiență în manipularea acesteia.
Dar lipirea la temperatură înaltă are două avantaje importante:
- puteți lipi piese foarte subțiri, aproape de bijuterii, puteți repara și restaura echipamente fără pierderi de calitate;
- cusătura din argint masiv sau lipire din alamă este continuă, etanșată, fără pori sau cavități.
Prin urmare, la repararea echipamentelor, meșterii preferă adesea să lipize oțelul inoxidabil, în special oțel subțire, decât să folosească sudarea.
Lipirea la temperatură scăzută nu oferă o rezistență ridicată a îmbinării. Dar, de obicei, rezistența îmbinării lipite cu staniu PIC este suficientă pentru a asigura etanșeitatea și rigiditatea piesei. În plus, lipirea cu cositor este mult mai ușoară; nu sunt necesare arzătoare speciale sau lipituri scumpe.
Cele mai frecvente greșeli
Cel mai adesea, problemele apar din cauza unei încălcări a tehnologiei de conectare prin lipire. Există destul de multe motive, iar cele mai frecvente sunt graba în muncă și încercarea de a economisi materiale.
Încălzire incorectă
Cea mai frecventă greșeală este încercarea de a lipi piesele încă reci. Arzătorul cu injecție se încălzește rapid și eficient; îmbinarea de lipit poate fi încălzită în câteva minute.
Dar dacă se lucrează într-o cameră neîncălzită la temperaturi scăzute, atunci piesa de prelucrat, de exemplu o foaie de oțel inoxidabil, se răcește foarte repede. Prin urmare, trebuie să lipiți cu un asistent sau să încălziți suplimentar piesa de prelucrat cu o pistoletă sau o sobă electrică.

Încercările de a utiliza materiale de compoziție și calitate necunoscute
Aliajele de lipit care conțin argint sunt foarte scumpe - de la 30 de mii. freca. și mai sus. Dar uneori pur și simplu nu există alternativă dacă sunt necesare cusături de lipire de înaltă calitate.
Doar meșterii cu experiență vastă pot lipi cu succes alama cu borax sau lipituri vechi de compoziție necunoscută. În plus, veți avea nevoie de un arzător de oxigen funcțional. Dacă este deja necesară realizarea unei îmbinări lipite cu alamă, atunci este recomandabil să închiriați cel puțin un microtorță pentru câteva zile și să utilizați PV-209 în loc de borax.
Alegerea greșită a lipirii
Înainte de a lipi cu o anumită lipire, trebuie să vă asigurați (citiți instrucțiunile de pe ambalaj) că acest material este potrivit în mod unic pentru oțel inoxidabil datorită caracteristicilor sale. Mulți oameni nu știu, de exemplu, că cuprul-fosfor nu este potrivit pentru oțel inoxidabil.
O greșeală este adesea făcută atunci când lipirea cu argint este utilizată pentru a conecta părți care sunt supuse în același timp sarcini statice și vibrații mari. Aliajele care conțin argint sunt foarte moi și ductile, astfel încât îmbinarea se „întinde” în timp sub sarcină până se rupe.
Într-o astfel de situație, se recomandă efectuarea unei lipiri duble. Inițial cu argint, apoi imediat cu lipitură cupru-nichel-zinc. Lipirea dublă este mai dificilă, dar dacă o stăpânești, poți lipi oțel inoxidabil de 0,1 mm grosime cu o rezistență care nu este inferioară unei îmbinări sudate. În acest caz, etanșeitatea îmbinării va fi cu un ordin de mărime mai mare.
Pregătire slabă
Multe probleme sunt cauzate de curățarea slabă a suprafețelor. Trebuie să-l curățați foarte mult timp și eficient, poate arzând-o înainte. Pe oțel inoxidabil, oxizii și carburile de suprafață aderă foarte ferm, astfel încât metalul se curăță cu perii abrazive și metalice până devine lucios (nu lustruiți).
Rezultate
A alege cu ce să lipiți oțelul inoxidabil nu este atât de dificil; există destul de multe tipuri de lipire pe bază de argint și alamă pe piață. Alegerea este mare, dar rezistența conexiunii depinde în proporție de 90% de calitatea materialelor. Prin urmare, nu merită salvat.
Povestește-ne despre experiența ta de lipit. Ce caracteristici de proces ar trebui să acordați o atenție deosebită? De asemenea, marcați articolul și distribuiți-l pe rețelele sociale.


