Relatívne nedávno bol na trhu vodovodných armatúr hlavným uzatváracím zariadením tradičný ventil - nie príliš spoľahlivý, s množstvom prevádzkových problémov. Úspešnejšia bola výmena možností ventilov za ventily s plným otvorom s guľovým prvkom. Nie všetky sú kvalitou rovnaké.
Výroba guľové ventily vyžaduje nový prístup k procesu, minimálne využitie moderných technológií. Takéto uzatváracie ventily nie je možné vyrobiť pomocou poloremeselných metód.
Obsah článku:
- Prečo je výhodné vyrábať guľové ventily
-
Typy guľových ventilov
- S rôznymi typmi tela
- Podľa typu riadenia toku médií
- S rôznym dizajnom prietokovej časti
- S rôznymi spôsobmi pripojenia
- Technológia a vybavenie
- Technologický postup výroby guľových ventilov
-
Výroba v Rusku a vo svete
- ARCO
- VEXVE
- ADL
- BROEN
- Bologovský ventilový závod
- Bugatti
- aqualink
Prečo je výhodné vyrábať guľové ventily
Dopyt po uzatváracích a regulačných ventiloch sa len zvyšuje. Keďže staré oceľové rúry a ventily sa likvidujú, myšlienka použitia guľového ventilu na nových plastových rúrach rastie na popularite.

Výroba so správnou organizáciou technologického procesu nemôže byť nerentabilná z dvoch dôvodov:
- v domácom vodovode alebo vykurovacom okruhu tvoria guľové ventily najmenej 90 % všetkých ventilov. Zvyšných 10 % sa vzťahuje na tradičný ventil na vstupe vodovodného potrubia do domu alebo bytu;
- výroba guľového ventilu je technologicky vyspelejšia. Nevyžaduje si veľký strojový park a nákladné operácie odlievania oceľových predvalkov.
Ale v tomto prípade hovoríme o výrobe mosadzných guľových ventilov. Neberú sa do úvahy modely vyrobené z nehrdzavejúcej ocele alebo PPR propylénu. Nerezové posúvače sa používajú hlavne pre potrubia na priemyselné použitie a v potravinárskom priemysle.

Sú drahšie ako tradičné ventily. Guľový ventil vyrobený z polypropylénu odlievajú podniky vyrábajúce PPR rúry. Je to lacné, ale používa sa výlučne na polypropylénové vodovodné potrubia.
Výroba mosadzného guľového ventilu sa považuje za výnosnejšiu, pretože ide o univerzálny produkt.
S miernou úpravou spôsobu montáže ho možno použiť na:
- polypropylén;
- oceľ;
- polyetylénové PEX rúry;
- kovovo-plastové vodovodné potrubia.
Guľový ventil má niekoľko konštrukčných prvkov, ktoré pozitívne ovplyvňujú dopyt a ziskovosť výroby:
- jednoduchá uzamykacia schéma. Kovová guľa s otvorom rotujúca okolo zvislej osi prakticky nevytvára turbulencie v prúdení tekutiny, čo znamená menšie straty tekutiny. Môžete nainštalovať lacnejší model s guľovým prvkom s menšou prietokovou plochou ako tradičný ventil;
- malé teleso dobre zapadá do vedenia vodovodných potrubí alebo okruhu vykurovacieho systému. Neexistujú žiadne vyčnievajúce, ako ventil, dlhé stonky s masívnymi rukoväťami;
- jednoduchý spôsob inštalácie. Inštalácia guľového ventilu trvá niekoľko minút. Na vloženie najjednoduchšieho ventilu do liatinového alebo bronzového telesa budete potrebovať spojky s ostrohami alebo adaptér so sadou tesnení pre prírubové pripojenie.
Ďalším plusom je jednoduchšia údržba guľového ventilu. Ak sa pri výrobe použijú kvalitné materiály, vydrží fungovať desať rokov. Údržba ventilu vyžaduje periodický chod - otáčanie drieku pozdĺž závitu, otváranie - zatváranie klapky. V opačnom prípade sa tanierový ventil a závitová časť osi prilepia. Je ťažké otvoriť takýto ventil.
Typy guľových ventilov
Žiadna výroba nemôže byť založená na vydaní jedného modelu, ktorý nahrádza alebo duplikuje starý liatinový ventil. Dnes existuje minimálne niekoľko verzií mosadzného ventilu s guľovým prvkom, je po nich dopyt, a preto sú zaradené aj do výrobného plánu.
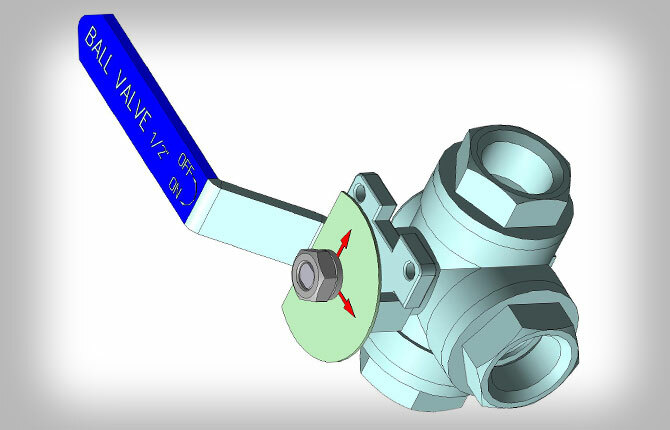
Typické usporiadanie klasického žeriavu je znázornené na schéme.
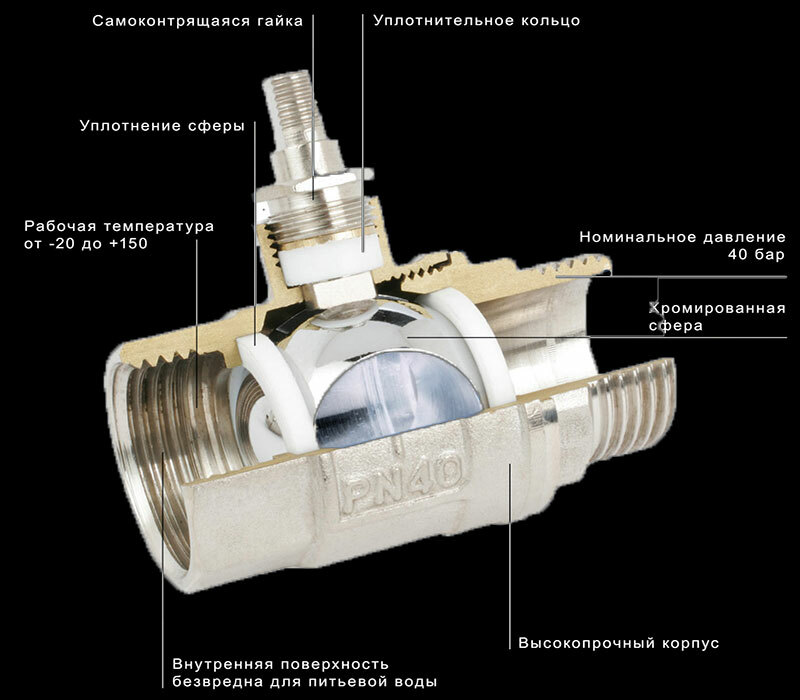
Základom produktu je mosadzné telo s centrálnou komorou, vo vnútri ktorej je guľový prvok. Guľa má priechodný otvor, ktorého priemer je o zlomok milimetra menší ako vstupný.
Blokovací prvok sa môže otáčať na stonke okolo zvislej osi. Okraje sú utesnené fluoroplastovými krúžkami, ktoré tesne priliehajú k pochrómovanému povrchu lopty.
Je tam málo detailov, všetky majú jednoduchú konfiguráciu, takže výroba sa dá ľahko automatizovať.
S rôznymi typmi tela
V závislosti od prevádzkových podmienok guľového ventilu sa do výroby uvádza niekoľko typov telies. Najjednoduchšia možnosť je so sklopným korpusom, vzájomným závitom pre armatúru.

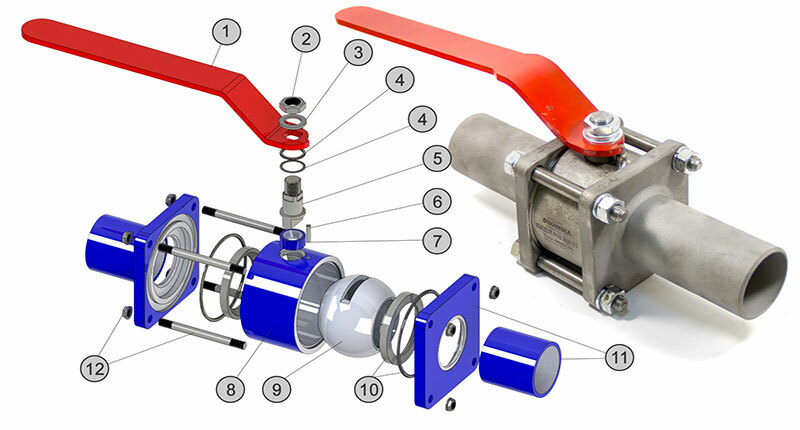
Telo je vyrobené vo forme dvoch častí, ktoré sú navzájom spojené závitom. Výroba takýchto modelov je trochu drahšia, ale je možné vymeniť guľový prvok a prítlačný tesniaci krúžok z fluoroplastu.
Lacnejšie modely sa montujú zmršťovaním bez závitov. Výroba môže byť ziskovejšia, keďže na zostavenie guľového ventilu možno použiť automatizovaný lis.
Pre podzemné inžinierske siete sa používa neodnímateľný guľový ventil s oceľovým telom s ochranným náterom. Znakom výroby je použitie zvárania na montážne práce.
Vysokotlakové potrubia sú vybavené uzatváracím zariadením z ocele s odlievaným telesom.
Výrobný proces oceľových guľových ventilov sa od mosadzných modelov líši iba použitými materiálmi a spôsobom inštalácie gule. Guľa je umiestnená dovnútra cez otvor pre stopku a namiesto nej sa používa kužeľová objímka. Guľôčkové tesnenie je vyrobené z polyoxymetylénu a na manžete je umiestnený krúžok z nitrilovej gumy.
Guľový ventil vyrobený zo špeciálnych ocelí sa používa ako uzatváracie ventily na linkách na prepravu tekutých potravinárskych produktov, korozívnych kvapalín.
Výroba klasickými metódami je sťažená zlou obrobiteľnosťou nehrdzavejúcej ocele. Preto je telo prefabrikované, čo vám umožňuje opraviť a udržiavať vnútornú dutinu ventilu a dokonca meniť guľový prvok.
Podľa typu riadenia toku médií
V konvenčnom uzamykacom zariadení môže guľový prvok zaujať dve polohy - „otvorené“ a „zatvorené“. Medziľahlé možnosti, keď ventil nie je úplne otvorený, sa považujú za nekonštruktívne a neodporúčajú sa používať pre bežné modely.
Schopnosť otvoriť guľový prvok nie úplne, ale pod určitým uhlom, sa používa na riadenie prietoku kvapalného média v trojcestných ventiloch.

Výroba jednoduchých modelov z mosadze si nevyžaduje dodatočné vybavenie. Na výrobu výrobkov z nehrdzavejúcej ocele budú potrebné špecializované kovoobrábacie stroje.
Pomocou kohútika môžete prepnúť tok prichádzajúcej tekutiny do jedného z dvoch výstupov. Navyše v niektorých modeloch je povolené otáčať guľový prvok nie úplne, ale pod určitým uhlom.
Prietok ventilom je možné regulovať ručne alebo pomocou dvojice elektromotor - prevodovka.

V súvislosti so zvýšenou popularitou vykurovacích systémov, ako je "teplá podlaha", sa aktívne rozširuje výroba poloautomatických ventilov na reguláciu teploty chladiacej kvapaliny vo vykurovacom okruhu.

S rôznym dizajnom prietokovej časti
Dutina vo vnútri gule sa môže líšiť tvarom a veľkosťou. Na výrobu trojcestných modelov sa používajú dva typy prietokových sekcií - tvary „L“ a „T“.
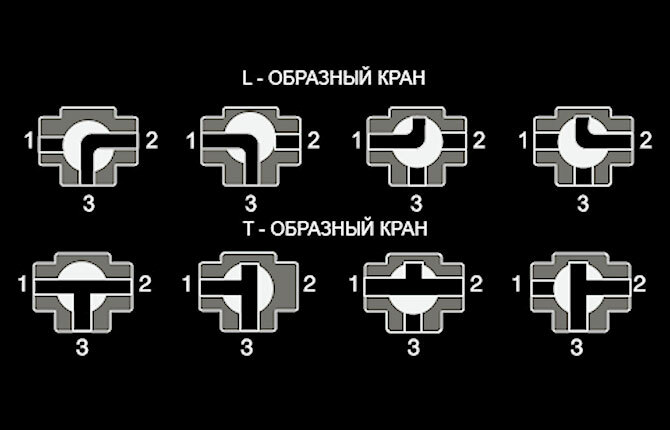
V prvom prípade L-dutina umožňuje prenášať tok z jedného výstupu do druhého. T-dutina navyše umožňuje pracovať v režime bežného plnoprietokového ventilu.
V procese výroby guľového ventilu pre kvapaliny s vysokým obsahom pevných látok je predná hrana vstupnej dutiny špeciálne zaoblená a leštená. Deje sa tak, aby sa predišlo usadzovaniu nečistôt a znížilo sa opotrebovanie kovu.
S rôznymi spôsobmi pripojenia
Puzdrá sa líšia aj spôsobom pripevnenia k rúram a potrubným armatúram. Vstup-výstup môže byť vyrobený s vnútorným alebo vonkajším potrubným závitom pod spojka.
Pre polyetylénové PEX rúry sú jeden alebo obidva prívody vyhotovené vo forme tvarovky na tlakovú skúšku polyetylénu s manžetou.
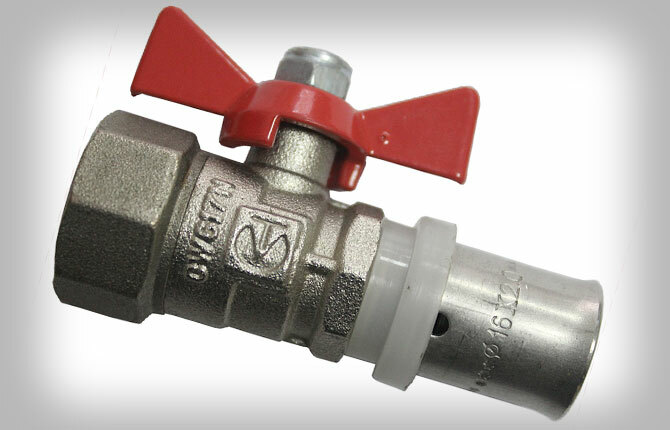
Na výrobu ventilov pre kovoplastové rúry sa používa centrálny blok telesa štandardného modelu na závitovanie. Vstup a výstup sú zaskrutkované do telesa, pričom majú armatúru a závitovú časť pre prítlačnú maticu.

Tento prístup k organizácii výroby guľových ventilov umožňuje urobiť niektoré diely univerzálnymi a v konečnom dôsledku znížiť výrobné náklady.
Technológia a vybavenie
Na spustenie výroby budete potrebovať:
- stlačte sadu pečiatok. Pod každým guľový ventil potrebujete aspoň dve sady razidiel a razidiel na razenie za horúca;
- zariadenie na prípravu mosadzného prášku na odstránenie kontaminantov z povrchu mikročastíc. Často sa od tohto zariadenia upúšťa, čo znižuje výrobné náklady, ale výrazne znižuje kvalitu obrobku po lisovaní;
- CNC stroj na vŕtanie, sústruženie a rezanie závitov;
- galvanické zariadenie na nanášanie niklu;
- montážny lis na krimpovanie tesnení, drieku, nasadzovania guľového prvku do telesa ventilu.
Pre malosériovú výrobu budete potrebovať:
- fluoroplastové krúžky;
- gumové tesnenie na stonke;
- lepidlo;
- otočné rukoväte niekoľkých typov;
- orechy.
Všetko vyššie uvedené je lacnejšie kúpiť hotové, ako zriaďovať výrobu svojpomocne.
Na lisovanie za tepla si budete musieť kúpiť aj pečiatky. Výroba takéhoto nástroja si vyžaduje sofistikované vybavenie a dodatočné ovládacie prvky, preto je lepšie ich objednať v špecializovanom strojárskom podniku.
Ak sa podľa podnikateľského plánu plánuje výroba celého sortimentu mosadzných ventilov a armatúr, bude potrebné prinajmenšom zakúpiť kompresné matice, sušienky, objímky pre všetky typy rúr.
Technologický postup výroby guľových ventilov
Výroba začína zahrievaním formy a mosadzného prášku. Výroba lisovaním za tepla bude stáť o niečo viac ako odlievanie z neželezných kovov, ale so zárukou, že neexistujú žiadne chyby odliatku a škrupiny. Kovanie telies pri nízkej teplote, ako sa to robí pri výrobe lacných miešačiek Zamak, nemá zmysel kvôli nízkej kvalite.

Po vybratí tela z matrice sa ochladí a očistí od zvyškov mastnoty. Ďalej sa vykonáva odmasťovanie a nanášanie niklovej vrstvy v galvanickom kúpeli. Na CNC stroji sa vyreže otvor pre driek, vyreže sa závit a vyrobia sa montážne drážky na uloženie fluoroplastových tesnení.
Lopta je kúpená pripravená. Vo vnútri je vyvŕtaná dutina určitého tvaru, vyleštená a (ak je to potrebné) pochrómovaná. Stonka je vyrobená podobným spôsobom.
Montáž sa vykonáva na lise. Nanesie sa lepidlo a do kohútika sa vtlačí tlakový fluoroplastový krúžok zo strany prívodu kvapaliny. Ďalej sa vloží gulička, vtlačí sa tyč a naskrutkuje sa matica tela s druhým PTFE krúžkom.
Na konci montáže sa na stonku nasadí gumové tesnenie, navinie sa upínacia matica a nasadí sa rukoväť. Guľový ventil sa testuje pod tlakom a ak nie sú žiadne pripomienky, výrobný proces sa považuje za dokončený.
Výroba v Rusku a vo svete
Napriek tomu, že technológia výroby je v praxi dostatočne rozvinutá, guľový ventil od rôznych výrobcov sa líši kvalitou, životnosťou a často aj vzhľadom. Pozrime sa bližšie na produkty rôznych domácich výrobcov a vytvoríme si vlastné hodnotenie.
ARCO
Známy výrobca potrubných tvaroviek. Produkty sa vyrábajú v Španielsku a Tunisku. Španielsky guľový ventil je kvalitou identický s tým, ktorý vyrába pobočka.

Čomu venujeme pozornosť pri výbere guľového ventilu ARCO:
- dobrá kvalita mosadzného telesa, stupeň pórovitosti je zhodný s odliatkom. Počas výrobného procesu je polotovar pre guľový ventil navyše podrobený termostatickej kontrole. Mosadz je rovnaká - CW617N / CW614N;
- Teflónové prstencové vložky sú veľmi flexibilné, takže ventil bez problémov odolá tlaku až 15 barov, v teste - všetko 50 barov.
Technológia výroby zahŕňa operáciu dvojstupňového leštenia a konečnej úpravy oceľovej gule. Po navŕtaní sa guľôčkový prvok skontroluje na hádzanie pri namontovaní na stonku, potom sa povrch pochrómuje a vyleští.
Pozitívne stránky - výborná kvalita všetkých dielov, plynulé otváranie - zatváranie bez ryhovania alebo "lepenia".
Negatívom je vysoká cena, skutočný guľový ventil od ARKO by mal stáť minimálne 3 eurá. Druhou nevýhodou je, že výrobok sa v obchodných skladoch často demontuje, pričom sa guľôčkový prvok nahradí čínskou oceľovou guľôčkou.
VEXVE
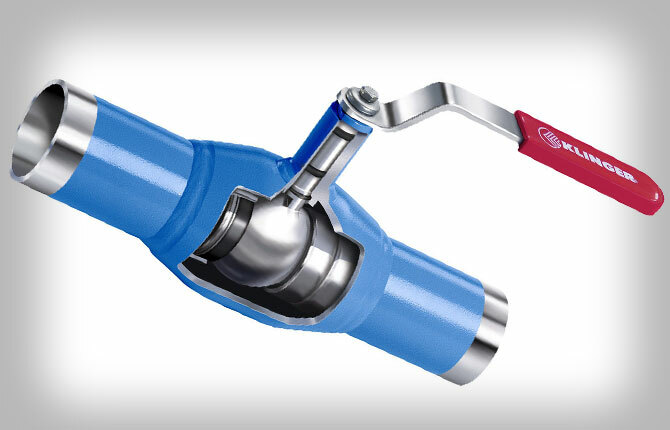
Spoločnosť sídli vo Fínsku a zaoberá sa návrhom a výrobou celozváraných žeriavových ventilov s plným otvorom. To znamená, že guľová konštrukcia je umiestnená vo vnútri krytu bez odpojiteľných spojov.
Uzatváracie ventily sú určené hlavne na použitie s vysokotlakovými produktovodami - do 40 barov. Pri výrobe guľového ventilu sa používajú legované ocele, telo je triedy P235GH, guľa a vreteno sú X5CrNi1810.
| Model | Parametre |
| pristúpenie | Zvárané |
| Menovité priemery | DN10-600 |
| prietoková teplota | od -30 OOd do +200 OS |
| Tlak, bar | 25 |
| Materiály uzlov | |
| Rám | Oceľ St.37,0/37,8 |
| Lopta | AISI304 |
| skladom | AISI303 |
| tesniace krúžky | PTFE+C |
| Pero | Oceľ pozinkovaná |
| Tesnenie pod vretenom | teflón |
Trvanlivosť a tesnosť guľového tesnenia zaisťujú dve pružiny Belleville pritláčajúce PTEF+C O-krúžky k povrchu guľôčky.
Inštalácia sa vykonáva pomocou zváracieho zariadenia iba na oceľové rúry. Od roku 2014 VEXVE OY (Fínsko) predáva svoje vlastné produkty pod značkami VEXVE a NAVAL. Guľový ventil VEXVE je určený na použitie v priemyselnej výrobe, hlavne v petrochemických produktovodoch, takže cena je pomerne vysoká. Napríklad najmenší model s priemerom otvoru 15 mm stojí od 50 dolárov.
Vo všeobecnosti je kvalita ventilov vysoká.
ADL
Ruská spoločnosť "ADL" sa špecializuje na výrobu uzatváracích zariadení pre produktovody akéhokoľvek typu - od domácich sietí až po priemyselné potrubia. Objem výroby je veľký. Výrobu hlavnej časti produktov zabezpečujú automatizované linky.

Mosadzné guľové ventily pre inštalatérske práce pre domácnosť sú známe pod značkou "Boston", "Chicago". Oceľové uzatváracie ventily sa predávajú pod obchodným názvom "Bival" a "ADL".
Náklady na výrobky sú asi o polovicu nižšie ako ich fínske a španielske náprotivky, kvalita zodpovedá cenovej lište. Štandardný ½” bostonský mosadzný kohútik s americkou a motýľovou rukoväťou sa predáva od 2,50 USD.
BROEN
Hlavná produkcia spoločnosti sa nachádza v Dánsku, pobočky má v Ruskej federácii, moskovskom regióne a vo viac ako päťdesiatich krajinách. Špecializuje sa hlavne na oceľové ventily, ale existujú aj série bežných mosadzných plnoprietokových modelov. Vyrába sa pod značkou Ballomax.
Kvalita výrobkov do značnej miery závisí od miesta výroby. Európske produkty sú 100% testované a testované podľa komplexného vzorkovacieho algoritmu. Preto je kvalita pomerne vysoká.
Bologovský ventilový závod
Vyrobených niekoľko guľových ventilov rovnakého typu z mosadze a ocele. Do poslednej chvíle bola výroba stabilná, kvalita priemerná. Bologovské mosadzné kohútiky-spojky sa vyznačovali pevným telom s dobrou rezervou pre hrúbku materiálu v závitovej časti. Na tomto mieste majú lacné produkty prasklinu po roku či dvoch prevádzkach.
Pred niekoľkými rokmi boli mosadzné armatúry veľmi žiadané, pretože cena posúvačov a armatúr bola ešte nižšia ako čínske výrobky. V poslednej dobe sú výrobky na trhu oveľa menej bežné, existuje veľa remeselných falzifikátov a predajná cena za originál sa viac ako zdvojnásobila.
Bugatti
Jedna z najpopulárnejších značiek guľových ventilov. Vyrába ho spoločnosť s rovnakým názvom v Taliansku. Hlavný dôraz pri organizácii výroby je kladený na vysokú kvalitu mosadzného puzdra a dlhú životnosť. Štandardný guľový ventil Bugatti vydrží až 20 000 hodín. otváranie-zatváranie.

Telo je vždy biele poniklované. Čistú mosadz je možné použiť len pre neštandardné armatúry. Cena guľového ventilu Bugatti je 1,5-2 krát vyššia ako priemer, takže značkové výrobky sú aktívne falšované.
Ako rozlíšiť originálny taliansky výrobok:
- označenie na tele písmenom V v kosoštvorci, treba uviesť veľkosť závitu, nápis „Made in Italy“;
- vysoko kvalitný povrch guľového prvku. Vo vnútri puzdra je vložené transparentné silikónové mazivo konzistentného typu;
- na drieku je použitá upínacia matica pôvodného tvaru.
Pre šaržu žeriavov sa vždy vydáva certifikát kvality a pas pre výrobok. Ale najspoľahlivejším ochranným prvkom je vysoká kvalita povrchu puzdra - nie sú žiadne chyby, pruhy, hrbole, škvrny.
aqualink
Žeriavy ruskej výroby sa vyznačujú relatívne malými rozmermi a zvýšenou hmotnosťou. To naznačuje, že hustota a nepriepustnosť mosadzné telo oveľa vyššie ako väčšina konkurentov.
Kvalita guľového ventilu je výrazne vyššia ako u jeho čínskych náprotivkov, ale modely typu „Bow“ sa kupujú hlavne pre systémy vykurovania a zásobovania vodou s nízkym vnútorným tlakom. Prekročenie tlaku viac ako 5 bar znižuje zdroje PTFE vložiek. Guličkové ložisko vymaže teflón za pár mesiacov.
Výhodou značky je relatívne nízka cena produktu.
Hodnotenie najlepších domácich výrobcov guľových ventilov zo stránky sovet-ingenera.com:
ARCO
1
VEXVE
0
BROEN
0
Bologovský ventilový závod
0
Bugatti
0
aqualink
0
ADL
-1
Výroba guľových ventilov sa rýchlo vyplatí, keďže dopyt po kvalitných výrobkoch rastie. Problémov s výberom dobrej batérie, aj keď od známych výrobcov, bolo vždy dosť. Preto sa pred nákupom oplatí starostlivo preštudovať modely, ich vlastnosti.
Testovacie guľové ventily od Bugatti, Oventrop a LD: video.
Podeľte sa o svoje skúsenosti s výberom guľových ventilov, informácie o výrobe ventilových armatúr v komentároch. Ako si vybrať kvalitný model originálnej výroby? Uložte si tento článok do záložiek, aby ste nestratili žiadne užitočné informácie.


