Argonové zváranie je jedným z typov elektrického oblúkového spôsobu spájania kovov. Oblúk sa zapáli v neaktívnej plynovej guli pomocou volfrámovej elektródy. Súčasne sú okraje častí, ktoré sa majú zvárať, roztavené a spoľahlivo sa spájajú do jedného.
Obsah článku:
- Zváranie argónom - vlastnosti a popis
- Klasifikácia zvárania argónom
- Zváranie argónom - to, čo potrebujete od nástrojov a zariadení
- Súlad s bezpečnosťou
- Ako používať zváranie argónom krok za krokom
Zváranie argónom - vlastnosti a popis
Vlastnosť charakteristická pre zváranie argónom možno považovať za úspešnú kombináciu princípov elektrického a plynového zvárania. Táto zváracia technika sa vyznačuje vynikajúcou kvalitou zvarov. Sú starostlivo leštené a na konci celého cyklu práce nie sú spojovacie body absolútne viditeľné.

Hlavným faktorom v procese je elektrický oblúk. Tu dochádza k premene elektrickej energie na tepelnú energiu. Vysoký tepelný prah roztaví kov v bode zvárania. Ak sa oblúk pohybuje plynulo, materiál je roztavený a obrobky sú pevne spojené. Pohybom elektródy sa upravujú parametre zvarového kúpeľa, upravuje sa rýchlosť zvárania, miera prieniku, kvalita a šírka zvaru.
Na vyplnenie medzier natavte na šev vysokú kovovú guľôčku, použije sa výplňový drôt. Musí mať rovnaké zloženie ako zváraný materiál. Prídavný drôt sa privádza do bodu tavenia ručne.
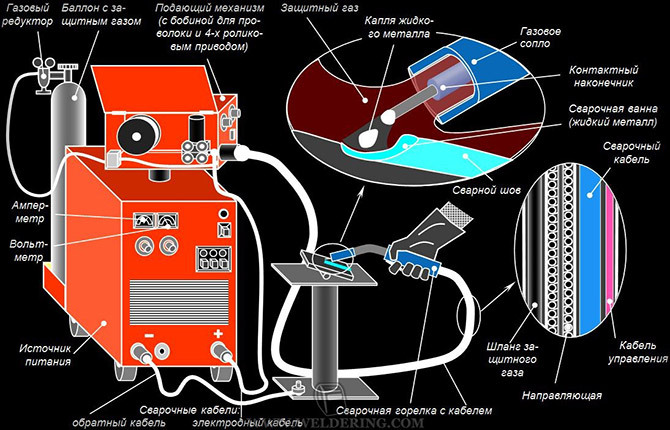
Napájací zdroj je invertorový typ s ovládacími prvkami, systémom neutrálneho prívodu plynu, konektormi, kde je pripojený horák. Prúd sa môže meniť, byť konštantný aj premenlivý.
Počas prevádzky argónovej zváracej jednotky sa inertný argónový plyn privádza cez dýzu nástroja do zóny oblúka. „Vytláča“ atmosférický vzduch zo zvarového kúpeľa vrátane kyslíka a dusíka. Kovové švy sú tak pri zváraní spoľahlivo chránené. Chránený je aj základ oblúka – nespotrebovateľná volfrámová elektróda. Ak sa však zváranie vykonáva bez inertného plynu, volfrám je vystavený agresívnemu pôsobeniu kyslíka a ničí sa.
Atmosférický vzduch nepriaznivo ovplyvňuje kvalitu zváracieho procesu.Na ochranu fúznej zóny pred atmosférickým kyslíkom sa používa inertný plyn. V bežnej praxi je to argón. Na tento účel je možné použiť hélium, ale jeho cena je oveľa vyššia. Nízka cena argónu sa vysvetľuje tým, že je len vedľajším produktom procesu priemyselnej separácie vzduchu na kyslík a dusík.
Výhody zvárania argónom:
- Estetický, vysoko pevný šev.
- Nie sú potrebné tavivá, obaly elektród.
- Pracujte s dielmi akejkoľvek veľkosti.
- Možnosť nanášania kovu na poškodené časti dielov pre ich obnovu.
- Spájanie ťažko zvárateľných kovov (titán, liatina, hliník a iné).
- Minimum emitovaných aerosólov v porovnaní s inými typmi zvárania.
- Okraj kovového výbrusu „v argóne“ má ideálnu geometriu, netvoria sa na ňom oxidové a nitridové filmy.
- Metóda argónu umožňuje spájať tenké vrstvy kovu, vykonávať špeciálne zváracie operácie.
Medzi nevýhody patrí skutočnosť, že zváranie kovu argónom je pomalšie ako u iných zváracích strojov a metód.

Práca s argónom predstavuje riziko pre ľudské zdravie. Vdýchnutie plynu argónu môže spôsobiť závraty, nevoľnosť, vracanie, stratu vedomia a dokonca smrť. Tí, ktorí pracujú s argónovým zváraním, často pociťujú bolesti hlavy, zvonenie v ušiach, únavu, poruchy trávenia a problémy s dýchaním.
Zvárač riskuje, že ochorie na aluminózu, nezvratnú pľúcnu patológiu, pretože je vystavený negatívnym účinkom ozónu, rádioaktivity a oxidov dusíka.
Klasifikácia zvárania argónom
Technológia zvárania argónom je klasifikovaná podľa samostatných funkčných princípov:
- Manuálny spôsob. Manipulácie s horákom, oblúkovým horákom, plničom vykonáva ručne zvárač. Jeho skúsenosti a kvalifikácia udávajú tempo procesu, parametre zvarov.

- Poloautomatický.Zariadenie má funkciu podávania plniaceho drôtu. Jednotka je vybavená mechanizmom podávania drôtu. Zvárač pracuje iba s argónovým horákom, jedna ruka zostáva voľná. Môže držať alebo rozkladať obrobky. Metóda je produktívnejšia ako manuálna, ale kvalifikácia zvárača je veľmi dôležitá.
- Auto. Podávanie drôtu, pohyb vozíka s baterkou prebieha automaticky, bez účasti pracovníka. Výhody v hladkých, vysokokvalitných zvaroch. Funkciou obsluhy je kontrolovať a správne nastavovať parametre - hĺbku požadovaného prieniku, optimálnu rýchlosť vozíka atď.
Okrem toho sa zváranie argónom odlišuje skutočným procesom - či už je použitý prídavný drôt alebo nie.
Bez prísady je možné zvárať tenký kov (do 2 mm) pomocou tesnej svorky - pozdĺž švu by nemali byť žiadne medzery. Potom sa okraje roztavia s elektródou a tento kov stačí na spojenie obrobkov. Ukazuje sa tesný, tenký, hladký, ako zrkadlo, šev bez "váhy".
S plniacim drôtom trvá varenie dlhšie. Typ švu je „šupinatý“, pričom počet vrstiev šupín priamo závisí od rytmu dodávania prísady do zvarového kúpeľa. Kvalitatívne sa roztavia medzery a medzery medzi dielmi do šírky 5 mm, pod drážkou sa privaria vydutia. Metóda plniva sa používa na argónové zváranie kovov s hrúbkou 3 mm.
Nie je to tak dávno, čo sa objavila ďalšia inovatívna technológia argónového oblúkového zvárania - robotická. Jeho zvláštnosťou je, že zváranie dielov na dopravníkoch je vykonávané robotickými komplexmi. Metóda sa vyznačuje vysokou produktivitou pri nízkych nákladoch na prácu.

Nevýhodou sú značné náklady na jedinečné vybavenie, naliehavá potreba prilákať vysokokvalifikovaní špecialisti na údržbu, softvérovú podporu, jemné ladenie uzly robota. Technológia je navrhnutá pre veľké objemy výroby.
Zváranie argónom - to, čo potrebujete od nástrojov a zariadení
Zariadenia a nástroje na zváranie argónovým oblúkom sú rozdelené do 3 skupín.
Prvý zahŕňa špeciálne zariadenia, ktoré vykonávajú jednu konkrétnu operáciu. Zváranie argónom, ktoré sa vykonáva takýmito zariadeniami, sa používa vo veľkých podnikoch vo veľkom meradle in-line výroby.
Po druhé - špecializované zariadenie, ktoré je konfigurované na operácie s úzkou škálou dielov určitej kategórie.
Po tretie- univerzálne stroje, používané na viacero druhov operácií a materiálov. Ide o najpopulárnejšiu skupinu masovo vyrábaných zariadení. Sú široko používané nielen na priemyselné účely, ale sú veľmi žiadané medzi remeselnými, "garážovými" remeselníkmi.
Sada zariadení pre univerzálne zváranie argónom:
- kombinézy, obuv, osobné ochranné prostriedky;
- jednotka na vykonávanie práce s nekonzumovateľnou elektródou;
- volfrámové nespotrebovateľné elektródy;
- plniaci drôt;
- vysokotlakové hadice;
- plynová fľaša;
- reduktor plynu;
- pomocný nástroj.
V plynovej fľaši je v stlačenej forme plyn - argón. Valce sa používajú na rôzne plyny. Aby nedošlo k zámene tej istej nádoby s rôznym obsahom, sú valce označené. Takže surový argón je napumpovaný do čierneho valca s bielym nápisom, bielym pruhom. Argon technický - tiež v čiernom valci, ale nápis je modrý, pásik je modrý. Čistý argón vyniká sivým valcom so zeleným nápisom a pruhom. Na valcoch sú vyrazené aj ďalšie špeciálne technické informácie.
Každý reduktor je určený pre „svoj“ plyn. Farba reduktora musí zodpovedať farbe plynovej fľaše. V lacnej verzii môžete použiť "čiernu", oxid uhličitú prevodovku. Ale najčastejšie je pod argónom inštalovaný reduktor s rotametrom.
Pre argón sa používajú vysokotlakové kyslíkové hadice kvôli ich kvalite a spoľahlivosti. Vnútorný priemer sa pohybuje od 9 do 18 mm. Vybrať si ten správny teda nebude ťažké.
Zdroj energie na zváranie argónom sa vyberá podľa cieľov a úloh, ktoré je potrebné vykonať počas práce.
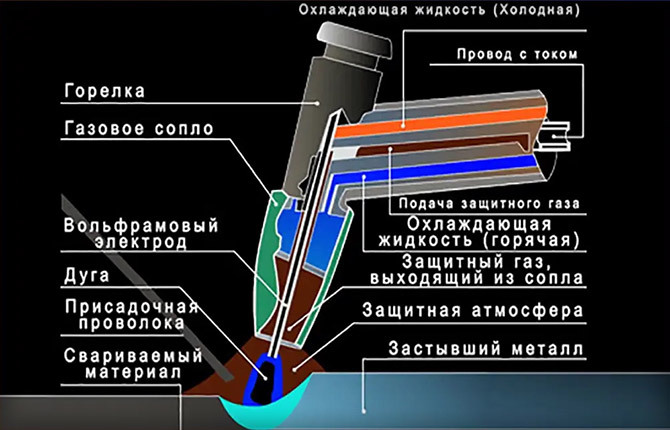
Wolfrámové elektródy sú určené na spustenie a udržiavanie oblúka. Majú zodpovedajúce označenie, ktoré charakterizuje ich vlastnosti, prítomnosť špeciálnych nečistôt.
Na prípravu kovu na zváranie sú potrebné pomocné materiály, napríklad brúska, rôzne kefy na kov.
Súlad s bezpečnosťou
Argón, ako každá iná metóda zvárania, vyžaduje prísne dodržiavanie bezpečnostných predpisov. Väčšina z nich je jednoduchá, ale ich implementácia umožňuje zachrániť nielen zdravie, ale aj život.
Práca musí byť organizovaná v špeciálnych miestnostiach alebo kabínkach. Tam, kde nie je možné tieto podmienky realizovať, je miesto argónového zvárania oplotené clonami. Sú to panely vyrobené z preglejky, natreté kompozíciou spomaľujúcou horenie, ktorá obsahuje aj oxid zinočnatý, ktorý absorbuje ultrafialové lúče. Výška takéhoto plotu nesmie byť menšia ako 2 m.
Zváracie argónové zariadenie je inštalované na rovnej ploche v súlade s technologickými rozmermi. Pracovisko zvárača musí byť vybavené odsávacím a prívodným vetraním. Výfukové panely sú veľmi efektívne. Sú umiestnené vodorovne alebo pod uhlom, takže kontaminovaný vzduch z oblúka sa odčerpáva dole alebo preč od zváračky. Tým sa zabráni prenikaniu škodlivých látok do dýchacích ciest pracovníka.
Čo musíte urobiť pred začatím práce:
- Skontrolujte a uistite sa, že špeciálny odev, obuv, ochranné prostriedky zvárača sú v dobrom stave, čisté, nenasiaknuté olejom alebo inými horľavými látkami.
- Obliecť si overal, zapnúť všetky gombíky, zaviazať stužky, zašnurovať topánky.
- Sako a nohavice sa nosia voľné, vrecká musia byť uzavreté na ventily, vlasy sú zastrčené pod pokrývku hlavy.
- Skontrolujte pracovisko, osvetlenie, kapotu.
- Odstráňte nepotrebné obrobky, nepotrebné predmety, horľavé materiály.
- Skontrolujte vybavenie. Musí byť spoľahlivo uzemnený, vysokonapäťové kontakty chránené a uzavreté, celistvosť vodičov nie je porušená.
- Uistite sa, že meracie a signalizačné zariadenia, blokovacie zariadenia zariadenia fungujú.
- Začnite pracovať až po úplnom odstránení zistených nedostatkov.

Ako používať zváranie argónom krok za krokom
Pred zváraním musí byť obrobok dôkladne očistený od nečistôt, strojového oleja a mastnoty. To možno vykonať s akýmkoľvek rozpúšťadlom. Ak je hrúbka zváraných dielov väčšia ako 4 mm, je potrebné rezanie okrajov a zváranie argónom sa vykonáva iba na tupo.
Na zničenie oxidových filmov je spoj ošetrený kovovými kefami. Spojenie so zložitou geometriou sa čistí uhlovou brúskou.
Na odstránenie vlhkosti by sa obrobky mali zahriať na 150 stupňov. Aby sa predišlo prepáleniu, pod tenký kov sú umiestnené medené alebo oceľové platne na odvádzanie tepla.
Prísada sa pohybuje výlučne pred horákom pozdĺž zvarového švu.
Na krátky čas (5-7 sekúnd) pred zapálením oblúka sa zapne prívod inertného plynu. Po ukončení zvárania je opäť potrebné počkať rovnaký čas, kým sa plyn vypne.
Postupnosť činností pri práci na zváraní argónom:
- Zapnite zariadenie.
- Pripojte uzemňovací vodič k zváraciemu stolu alebo obrobku.
- Otvorte ventil na plynovej fľaši.
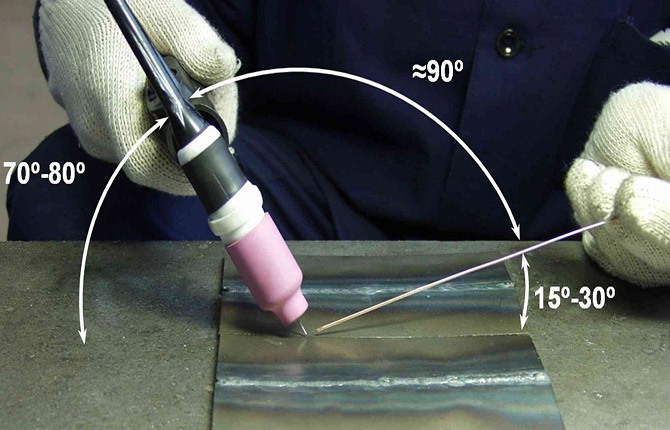
- Priblížte argónový horák k časti, ktorá sa má zvárať tak, aby vzdialenosť elektródy bola 3-5 mm.
- Nasaďte si ochrannú masku, zapnite napájanie.
- Výsledný zvárací oblúk držte na počiatočnom okraji spoja, kým sa nevytvorí kaluž roztaveného kovu.
- Kruhovými hladkými manipuláciami dosiahnete roztavenie okrajov strán.
- Medzi horákom a povrchom udržujte uhol 45 stupňov.
- Pomaly a opatrne posuňte horák s ihlou dopredu a zasuňte plniaci drôt do horáka.
- Na konci švu znížte prúd, aby ste vyplnili kráter.
Argonové zváranie je výnosná inovatívna metóda obnovy produktov. Náklady na zváracie a reštaurátorské práce sú oveľa nižšie ako na výrobu nového dielu. Renovovaný výrobok môže vydržať veľmi dlho.
Použili ste niekedy zváranie argónom? Povedzte nám o charakteristických vlastnostiach, ktoré vám umožnia rýchlo získať zručnosti. Zanechajte svoj komentár, zdieľajte článok na sociálnych sieťach, pridajte si ho medzi záložky.