Pri diskusii o otázke, ako spájkovať nehrdzavejúcu oceľ, nehovoríme o zváraní. Konkrétne nás zaujíma problematika spájania tenkého plechu nehrdzavejúcej ocele s spájkovaním pomocou minimálneho vybavenia. Spájkovanie je výrazne jednoduchšie a umožňuje spájať malé výrobky z nehrdzavejúcej ocele s takmer klenotníckou presnosťou a kvalitou švu.

Obsah článku:
-
Ako spájkovať nehrdzavejúcu oceľ s cínom doma
- Vlastnosti spájkovania z nehrdzavejúcej ocele
- Použité vybavenie
- Režimy spájkovania cínom
- Spájka na nehrdzavejúcu oceľ a jej typy
- Potravinárske spájky
- Spájkovanie plynovým horákom
- Rozdiely medzi vysokoteplotným a nízkoteplotným spájkovaním
-
Najčastejšie chyby
- Nesprávne vykurovanie
- Pokusy použiť materiály neznámeho zloženia a kvality
- Nesprávny výber spájky
- Slabá príprava
- Výsledky
Ako spájkovať nehrdzavejúcu oceľ s cínom doma
Toto spojenie je výhodné v tom, že aj doma je možné proces spájkovania nehrdzavejúcej ocele zvládnuť doslova za pol hodiny. Naučiť sa správne zvárať nehrdzavejúcu oceľ zaberie niekoľko desiatok človekohodín.
Spájkovanie nehrdzavejúcej ocele doma nie je ťažké, ak máte vhodné vybavenie:
- výkonnú elektrickú spájkovačku a elektrický ohrievač-sporák, ak plánujete spájkovať riad z tenkej nehrdzavejúcej ocele;
- horák so vstrekovaním plynu, ak potrebujete spájkovať relatívne jednoduché diely tvrdou spájkou s bodom tavenia do 800OS;
- propán-kyslíkový horák, ak sa vyžaduje vysokopevnostné spojenie pomocou mosadznej alebo niklovo-striebornej spájky.
Okrem toho budete musieť kúpiť príslušnú značku spájky a značku taviva. Pre každý typ spájkovania existuje vlastná optimálna verzia páru spájka-tavidlo. Okrem toho musíte vyrobiť spájkovací stojan, na ktorom sa zohrejú časti, ktoré sa majú spojiť. Zvyčajne sa používa malý blok z pórobetónu alebo šamotovej tehly.
Dôležité!Zdá sa, že nezáleží na tom, čo používate na spájkovanie nehrdzavejúcej ocele. V skutočnosti výber substrátu alebo stojana na spájkovanie dielov ovplyvňuje kvalitu spojenia. Ak sa pokúsite spájkovať na plech, nebudete môcť zahriať nehrdzavejúcu oceľ na požadovanú teplotu.
Ďalšie pravidlo: Nerez vám stačí prispájkovať pod kapotu, využiť môžete garáž, dielňu či balkón, nie však vnútri bytu.
Vlastnosti spájkovania z nehrdzavejúcej ocele
Ak chcete správne spájkovať nehrdzavejúcu oceľ, musíte zvážiť nasledujúce.
- Zloženie nehrdzavejúcej ocele je oveľa zložitejšie ako obyčajná uhlíková oceľ. Nerezová oceľ by sa nemala prehrievať ani dlho ohrievať. Spájkovanie sa musí vykonať rýchlo a odporúča sa vyhnúť sa dlhodobému vystaveniu vysokoteplotnému plameňu na malej ploche povrchu.
- Nerezová oceľ má vysoký koeficient tepelnej rozťažnosti a relatívne nízku tepelnú vodivosť. Ak spájkujete kov so silným prehriatím, oblasť spájkovania sa určite pokryje mikrotrhlinami. To znamená, že môžete úspešne spájkovať dve rúrky z nehrdzavejúcej ocele, ale potom počas testovania alebo pri zaťažení jedna z nich praskne, a nie v spájkovanom šve.

Aby ste dosiahli vysoko kvalitné spájkovanie, musíte dodržiavať niekoľko základných pravidiel:
- Nerezová oceľ sa musí čistiť mechanicky brúsnym papierom, kefou alebo abrazívnym ošetrením (často pieskovaním), aby sa odstránila vrstva oxidov na povrchu. Okrem toho sa to musí vykonať bezprostredne pred spájkovaním kovu.
- Nerezová oceľ sa musí rýchlo a silne zahriať na bod tavenia spájky. Tavidlo by sa malo aplikovať na povrch zahriaty na 90 % prevádzkovej teploty alebo použiť v spojení s spájkou. Pri spoločnej aplikácii sa tavidlo vykonáva vo forme povlaku spájkovacej tyče alebo je v nej zapustené.
- Pre silné vysokoteplotné spájky je vhodné najskôr ošetriť horúci povrch nehrdzavejúcej ocele tavidlom. Aby chemicky aktívne činidlo malo čas hlboko naleptať povrch nehrdzavejúcej ocele, odstrániť usadeniny z plynového plameňa a až potom spájkovať diely.
Na spájkovanie nehrdzavejúcej ocele s vysokým obsahom chrómu a niklu sa zvyčajne uprednostňuje postupné spracovanie. Spojenie s cínom je ťažké, ale môžete použiť mosadz a nikel-meď P-81. Aj keď v predaji si môžete kúpiť hotové tyče potiahnuté tavidlom BRASS FLAME 18 XFG, ktoré je možné použiť na spájkovanie nehrdzavejúcej ocele pri 870OS.
Samotný proces spájkovania spočíva v správnom rozotrení taveniny s spájkou po horúcom povrchu tak, aby rovnomerne vyplnila spoj. V tomto čase musíte zohrievať nehrdzavejúcu oceľ pomocou horáka, kým sa celý šev nenaplní taveninou.
Na dlhých lineárnych a kruhových švoch sa spájkovacia oblasť zahrieva periodickými pohybmi. Ako viete, samotná tavenina tečie z chladnejšej zóny do teplejšej, takže spájku môžete ľahko rozptýliť po celej dĺžke švu, iba šikovným zahriatím spojovacej línie pomocou horáka.
Použité vybavenie
Nerez je možné spájkovať nízkoteplotnými spájkami s obsahom cínu. Na to stačí 100 W elektrická spájkovačka a malý elektrický sporák. Dlaždica sa používa iba na ohrev dielu na teplotu nanášania taviva a môžete ho spájkovať elektrickou spájkovačkou.

Elektrický sporák sa často hodí, keď potrebujete utesniť niekoľko trhlín na nerezovom riade. S jeho pomocou je vhodné udržiavať požadovanú teplotu spájkovania bez zabalenia riadu do hliníkovej fólie.
Typ horáka sa vyberá v závislosti od značky spájkovacej spájky a použitého taviva. Ak potrebujete spájkovať vysokopevnostnými medenoniklovými alebo mosadznými spájkami, potom je najlepšie použiť ručný propán-kyslíkový horák ako „MICRO DM 284“ alebo podobné modely.
Mikrohorák je pripojený k prevodovkám (cez poistku plameňa) na propánových a kyslíkových fľašiach. Túto inštaláciu je možné vykonať vlastnými rukami, dokonca aj doma. Môže sa použiť na spájkovanie všetkých vysokoteplotných spájok.
Pre medeno-strieborné spájky postačuje ručný vstrekovací horák s kartušovým valcom.

Môže sa použiť na spájkovanie nehrdzavejúcej ocele tvrdými spájkami obsahujúcimi striebro s bodom tavenia až 700OS.
Režimy spájkovania cínom
Spájky na báze cínu môžu byť spájkované pomocou kyseliny. Otázkou je, ako spájkovať nehrdzavejúcu oceľ s cínom:
- Povrchová oprava trhlín v tenkom plechu z nehrdzavejúcej ocele. Kovový povrch je po celej dĺžke praskliny pokrytý cínom. Takýto šev prakticky nevydrží mechanické zaťaženie. Spájkované na zabezpečenie tesnosti proti úniku vody.
- Výplň škár a rohových švov krabicových puzdier, podnosov a nerezových krabičiek. Spájkované na spevnenie valivého spojenia a zabezpečenie tesnosti spoja.
V oboch prípadoch sa šev (prasklina) na nerezovej oceli najskôr odmastí a vyčistí. Ak je kov hrubý, môžete ho spáliť horákom. Potom sa časť zahreje na 280 °COC a spracované tavivom.

Na tenké praskliny na riade sa odporúča použiť alkoholový roztok kolofónie. Ak potrebujete spájkovať nepotravinárske nádoby alebo škatule, môžete použiť spájkovaciu kyselinu. Ale podľa recenzií tavivo vyrobené z kyseliny ortofosforečnej dáva vyššiu kvalitu na nehrdzavejúcej oceli.
Spájka na nehrdzavejúcu oceľ a jej typy
Na spájkovanie pri nízkej teplote možno použiť tradičné materiály obsahujúce cín. Je ich veľa, najlepšiu kvalitu vykazujú špeciálne opravné spájky na utesnenie trhlín a pocínovanie medi.

Na spájkovanie nehrdzavejúcej ocele tvrdými spájkami je najlepší zvar švajčiarsky Castolin ECO BRAZ 38230F. Obsah striebra - až 30%. Cena môže byť až 400 dolárov. za balenie. Ale kvalita je veľmi vysoká aj pre začiatočníkov a spájkovanie doma. Spájkovať môžete pri teplote 670-750 °COS.
Okrem toho je šev plastový a viskózny. Okrem nehrdzavejúcej ocele sa často používajú na spájkovanie častí rámov bicyklov a ozdobných obkladov historických automobilov. Najlepšie odoláva vibráciám. Ako alternatívu možno použiť L-A9 s obsahom striebra.
Môžete použiť mosadzný materiál, Castolin 18XVG dáva najpevnejší spájkovaný spoj na nehrdzavejúcej oceli. Ale je ťažké spájkovať nehrdzavejúcu oceľ s mosadzou, dokonca aj švajčiarskej kvality. Šev vyžaduje zahriatie až na 900OC, spájkovaný šev je pevný, ale príliš tuhý a neťažný. Neznáša dobre vibrácie, používa sa pri opravách automobilov a domácich spotrebičov.
Spájka medi, zinku a niklu P-81 je rádovo lacnejšia ako druhy obsahujúce striebro. Spájkovanie nehrdzavejúcej ocele je náročné, vyžadujú sa teploty ohrevu až 950 °C.OS. Šev je veľmi tuhý, tvrdý a má zvýšenú odolnosť proti korózii.
Ako tavidlo sa používa univerzálny PV-209. Môžete spájkovať zmesou bóraxu a kyseliny boritej, ale kvalita je o niečo horšia.
Potravinárske spájky
Medzi bezpečné materiály na nízkoteplotné spájkovanie nerezového riadu môžeme radiť spájky POS-1 alebo POSu95-5. Napriek skutočnosti, že bizmut je ťažký kov a má určitú toxicitu, vo všeobecnosti zvar sa ukáže byť dostatočne bezpečný na varenie pitnej vody alebo varenie jedla v nádobách vyrobených z z nehrdzavejúcej ocele.
Na tvrdé spájky možno použiť materiály s obsahom striebra za predpokladu, že obsah medi nepresahuje 10 %.
Je prísne zakázané spájkovať potravinársku nehrdzavejúcu oceľ spájkami obsahujúcimi antimón a olovo bez ohľadu na ich percento v spájkovacom materiáli.
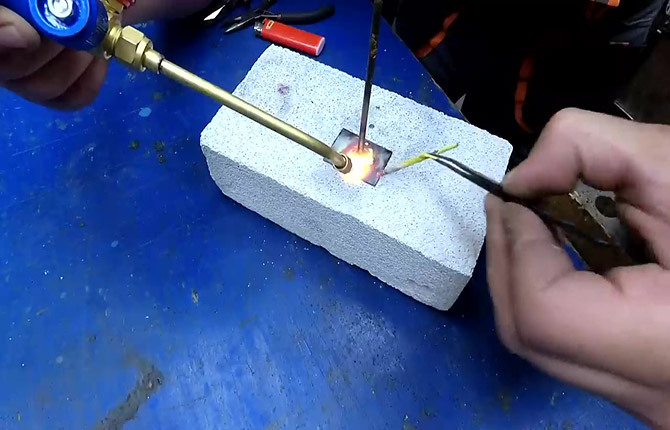
Spájkovanie plynovým horákom
Existuje niekoľko štandardných schém na vykonanie spájkovaného spojenia dvoch častí z nehrdzavejúcej ocele:
- spájkovanie dvoch rúrok;
- spájkovanie oceľovej tyče na plech z nehrdzavejúcej ocele;
- spájkovanie dvoch plechov od konca k druhému.
Najjednoduchšou možnosťou je spájkovanie dvoch rúrok. Môže ísť o spojenie dvoch častí potrubia z nehrdzavejúcej ocele alebo o montáž priletovaním prídavného potrubia k hlavnému valcovému telesu.
V každom prípade musíte spájkovať nie na spoji, pričom jedna časť sa usadí vo vnútri druhej. Preto sú rúrky zvyčajne rôznych priemerov, jedna je vtlačená do druhej o minimálne 10 mm.
Ak potrebujete prispájkovať bočnú rúrku k hlavnému telu z nehrdzavejúcej ocele, musíte najskôr urobiť otvor rovný priemeru výstupu.
V oboch prípadoch sa po odizolovaní nerezové diely zmontujú a zahrejú plameňom plynového horáka. Akonáhle sa na povrchu objavia škvrny, ošetrite šev tavidlom a pokračujte v zahrievaní ešte niekoľko minút. Poslednou fázou je krúženie spoja koncom spájkovacej tyče bez zastavenia ohrevu horákom. Akonáhle materiál úplne vyplní šev, teplo sa odstráni.
Spájkovanie dvoch plechov z nehrdzavejúcej ocele sa vykonáva podľa rovnakej schémy, vždy s predbežným vypaľovaním a čistením okrajov. Potom sa listy položia prekrývajúce sa a zahrievajú sa plynovým horákom, kým sa neobjaví zakalenie. Teraz môžete okraj ošetriť tavidlom, nahriať a pomocou taviacej tyčinky natiahnuť taveninu po celej dĺžke spoja.
Dôležité!Vysoko kvalitná spájka a tavivo tečú hlboko do presahu. Lacné materiály sa zvyčajne lepia len na vonkajší spoj kvôli zlej tekutosti.
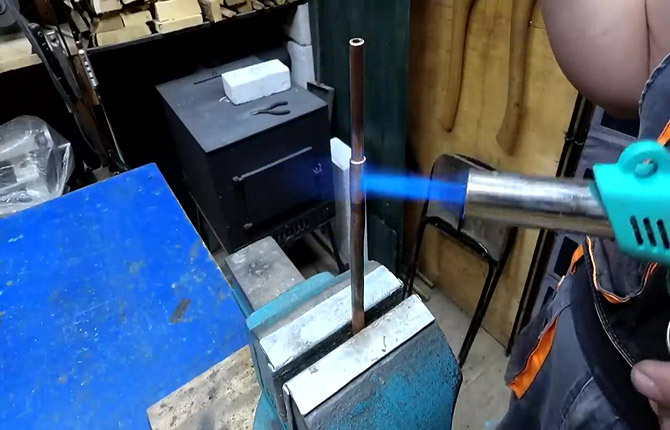
Trochu náročnejšie je spájkovanie tyče z nehrdzavejúcej ocele kolmo na plech. Najprv musíte vyčistiť obe časti pozdĺž spojovacích plôch.
Potom sa tyč umiestni vertikálne na plech, ihneď sa ošetrí malým množstvom taviva, po ktorom sa obe časti zahrejú horákom na vysokú teplotu. Tavenina by mala ísť od konca po koniec pod tyč, ale spájka je viskóznejšia a nemusí sa tam dostať.
Keď sa hmota tavidla úplne roztopí, môžete základňu tyče pocínovať spájkou. Okrem toho musíte spájkovať s prebytkom spájkovacieho materiálu, aby sa okolo neho vytvorila tavná kaluž. Teraz musíte tyč na sekundu odtrhnúť od plechu z nehrdzavejúcej ocele, aby ste mohli pocínovať koniec a okamžite ho vrátiť na svoje miesto. Nerezové časti sa ešte niekoľko sekúnd zahrievajú horákom a ohrev sa vypne.
Po ochladení sa vytvorí veľmi pevný mosadzný spájkovaný spoj.

Pevnosť švu sa získa na úrovni zvárania.
Rozdiely medzi vysokoteplotným a nízkoteplotným spájkovaním
Spájkovanie nehrdzavejúcej ocele pomocou horáka je pomerne drahé, pretože kvalitné spájky na báze striebra sú niekoľkonásobne drahšie ako poloautomatické zváranie oxidom uhličitým alebo argónom. Spájkovanie s mosadzným alebo medenoniklovým P-81 doma je dosť ťažké, pretože si vyžaduje špeciálny kyslíkovo-propánový horák a určité skúsenosti s manipuláciou.
Ale vysokoteplotné spájkovanie má dve dôležité výhody:
- môžete spájkovať veľmi tenké, takmer šperky, opravovať a obnovovať zariadenia bez straty kvality;
- šev z pevnej striebornej alebo mosadznej spájky je súvislý, utesnený, bez pórov a dutín.
Preto remeselníci pri opravách zariadení často uprednostňujú spájkovanie nehrdzavejúcej ocele, najmä tenkých oceľových plechov, ako zváranie.
Nízkoteplotné spájkovanie neposkytuje vysokú pevnosť spoja. Zvyčajne je však pevnosť spoja spájkovaného cínom PIC dostatočná na zabezpečenie tesnosti a tuhosti dielu. Spájkovanie cínom je navyše oveľa jednoduchšie, nie sú potrebné žiadne špeciálne horáky ani drahé spájky.
Najčastejšie chyby
Najčastejšie vznikajú problémy v dôsledku porušenia technológie spájkovania. Dôvodov je pomerne veľa a najčastejšie ide o zhon v práci a snahu ušetriť na materiáloch.
Nesprávne vykurovanie
Najčastejšou chybou je pokus o spájkovanie na ešte studených obrobkoch. Vstrekovací horák sa zahrieva rýchlo a efektívne, spájkovaný spoj je možné zahriať v priebehu niekoľkých minút.
Ak sa však práca vykonáva v nevykurovanej miestnosti pri nízkych teplotách, potom obrobok, napríklad plech z nehrdzavejúcej ocele, veľmi rýchlo vychladne. Preto musíte spájkovať s asistentom alebo dodatočne ohrievať obrobok pomocou horáka alebo elektrického sporáka.

Pokusy použiť materiály neznámeho zloženia a kvality
Spájkové zliatiny obsahujúce striebro sú veľmi drahé - od 30 tis. trieť. a vyššie. Ale niekedy jednoducho neexistuje žiadna alternatíva, ak sa vyžadujú vysoko kvalitné spájkovacie švy.
Iba remeselníci s bohatými skúsenosťami môžu úspešne spájkovať mosadz s bóraxom alebo starými spájkami neznámeho zloženia. Okrem toho budete potrebovať funkčný kyslíkový horák. Ak už je potrebné urobiť spájkovaný spoj s mosadzou, potom je vhodné si aspoň na pár dní prenajať mikrokahanec a namiesto boraxu použiť PV-209.
Nesprávny výber spájky
Pred spájkovaním s určitou spájkou sa musíte uistiť (prečítajte si pokyny na obale), že tento materiál je vďaka svojim vlastnostiam jedinečne vhodný pre nehrdzavejúcu oceľ. Mnoho ľudí napríklad nevie, že meď-fosfor nie je vhodný pre nehrdzavejúcu oceľ.
Chyba sa často stáva, keď sa strieborná spájka používa na spojenie častí, ktoré sú súčasne vystavené veľkému statickému zaťaženiu a vibráciám. Zliatiny obsahujúce striebro sú veľmi mäkké a tvárne, takže spoj sa časom pri zaťažení „naťahuje“, až sa zlomí.
V takejto situácii sa odporúča vykonať dvojité spájkovanie. Najprv striebornou, potom hneď medeno-niklovo-zinkovou spájkou. Dvojité spájkovanie je náročnejšie, ale ak ho ovládate, môžete spájkovať nehrdzavejúcu oceľ s hrúbkou 0,1 mm s pevnosťou, ktorá nie je nižšia ako zváraný spoj. V tomto prípade bude tesnosť spoja rádovo vyššia.
Slabá príprava
Veľa problémov je spôsobených zlým čistením povrchu. Musíte ju čistiť veľmi dlho a efektívne, možno ju predpáliť. Na nerezovej oceli veľmi pevne priľnú oxidy a povrchové karbidy, preto sa kov čistí brúsnymi a kovovými kefami do lesku (neleštiť).
Výsledky
Vybrať si, čím spájkovať nehrdzavejúcu oceľ, nie je také ťažké, na trhu je pomerne veľa všelijakých spájok na báze striebra a mosadze. Výber je veľký, ale pevnosť spojenia závisí na 90% od kvality materiálov. Preto sa neoplatí šetriť.
Povedzte nám o svojich skúsenostiach s spájkovaním. Akým procesným vlastnostiam by ste mali venovať osobitnú pozornosť? Uložte si článok do záložiek a zdieľajte ho na sociálnych sieťach.


