Zváračské práce sú zložitým procesom náročným na prácu, ktorý si od umelca vyžaduje nielen teoretické znalosti, ale aj skúsenosti a praktické zručnosti. Spolu s tým existuje vysoká pravdepodobnosť zranenia. Preto sú potrebné bezpečnostné opatrenia pri zváraní plynom, aby sa zachoval život a zdravie zvárača a ľudí okolo neho.
Obsah článku:
- Nevyhnutné ochranné prostriedky
- Podmienky skladovania zariadení a spotrebného materiálu
- Príprava zariadenia na prevádzku
- Pravidlá pre zváračské práce
- Počas zváračských prác je to prísne zakázané
- Postup dokončenia zvárania
- Núdzové zváračské práce
Nevyhnutné ochranné prostriedky
Bezpečnosť je druh činnosti, ktorý zahŕňa množstvo organizačných a technických opatrenia, ochranné metódy a prostriedky na zaistenie bezpečnosti pri výrobnej činnosti pracovník.

Proces zvárania plynom je súbor prác pomocou špeciálneho zariadenia na vytvorenie pevného spojenia medzi kovmi. Podľa bezpečnostných opatrení existuje zoznam metód potrebných na individuálnu ochranu očí pred žiarením, pokožku pred iskrami a postriekaním roztaveným kovom. V tomto ohľade prostriedky IZ zahŕňajú:
- okuliare, štíty;
- masky, respirátory, filtračné plynové masky;
- kombinézy;
- palčiaky - manžety;
- kožené čižmy s ochrannou špičkou.
Podľa bezpečnostných predpisov pre zváranie plynom sa používa ochranný zváračský štít vybavený automatickým zatemňovacím filtrom. Okuliare, ktoré neprepúšťajú ultrafialové a infračervené lúče. Ochrana horných dýchacích ciest a pľúc pred dymom je povinná bezpečnostná požiadavka, ktorá je obzvlášť dôležitá v uzavretých priestoroch.
Bezpečnostné opatrenia stanovujú, že zváračským oblekom je sako s tajným zapínaním a nohavice z bavlneného ľanového vlákna s ohňovzdornou impregnáciou (plátno, plachta). Možnosťou môže byť zástera a rukávy. Ako pokrývka hlavy sa používa nárazuvzdorná maska (elektrická), ochranný štít vyrobený z džínsoviny a ohňovzdorná prilba, najmä pri stropnom zváraní plynom.

Podmienky skladovania zariadení a spotrebného materiálu
Princípom zvárania plynom je plameň, ktorý ohrieva okraje obrobkov, časť plniacej tyče (elektródy) a vytvára zvárací „bazén“. Otvorený plameň roztaví kovový okraj, vytlačí vzduch z „kúpele“ a chráni kontakty pred kyslíkom a oxidáciou.

Pri zváraní elektrickým oblúkom sa kovové hrany tavia pri vysokých teplotách. Na tento účel sa do časti a elektródy privádza prúd (striedavý alebo jednosmerný) z meniča. To prispieva k vzhľadu oblúka a jeho spaľovaniu.
Úlohu ochranného média zohráva inertný plyn argón. Zabraňuje vniknutiu vzduchu do zóny zvárania, čím zabraňuje oxidácii kovu. Argonové zváranie patrí medzi najpresnejšie a najkvalitnejšie metódy. Umožňuje vám spájať diely, nielen malé, ale aj veľké, pri dodržaní bezpečnostných opatrení.
Sada zariadení na zváranie plynom obsahuje generátor alebo propán/butánovú fľašu. Bezpečnostné vodné ventily, ktoré sú inštalované na potrubí generátorov acetylénu, redukcie pre plynové fľaše, ako aj vysokotlakové hadice, rezačky, horáky, elektródy, drôt, tavivo (látky organického a anorganického pôvodu určené na odstraňovanie oxidov zo zváraných materiálov povrchy).
Bezpečnostné opatrenia pri zváraní plynom priamo závisia od podmienok, v ktorých sú zariadenia a spotrebný materiál skladované.
Podľa bezpečnostných predpisov musí byť sklad chránený pred zrážkami, vyhrievaný v chladnom období a musí byť dobrý osvetlenie, ventilačný systém, zariadenia odstraňujúce škodlivé plyny, výpary, teplota minimálne 15° s vlhkosťou až 40 %. Miestnosť by nemala byť prašná, pretože dizajn moderných zváracích strojov obsahuje elektronické prvky: mikroobvody, tranzistory. Povrch podlahy je hladký a nešmykľavý.

Elektródy sa prepravujú v súlade s bezpečnostnými predpismi v uzavretom obale, ktorý ich chráni pred vodou, nečistotami a prachom. Tavivá - v nádobách, vreciach. Materiály sú uložené na policiach s uvedením typu, dátumu výroby a čísla šarže. Ich sušenie vyžaduje špeciálnu rúru a tiež stroje na čistenie a navíjanie drôtu. Na pracovisku zvárača musia byť nainštalované stojany s upevňovacími prvkami pre chladiace horáky a frézy.
Plné valce, bez topánok, sú umiestnené na policiach v horizontálnej polohe, so stojanom - vo vertikálnej polohe. Aby nespadli, vyrábajú sa pre ne hniezda so zábranami alebo klietky.
Čítame tiež: Zváranie za studena.
Príprava zariadenia na prevádzku
Na zváranie plynom potrebujete dva valce: s acetylénom a kyslíkom. Radikálne sa od seba líšia. Kyslík - modrý, s mosadzným ventilom, pretože mosadz v porovnaní s oceľou neoxiduje. Acetylénová fľaša je biela, s oceľovým ventilom a butánová fľaša je červená.
Najprv by ste mali starostlivo skontrolovať zariadenie, v prvom rade integritu napájacích a uzemňovacích káblov, systém prívodu plynu, ako aj horák a jeho pripojenie k zváraciemu stroju. Toto sú základné bezpečnostné požiadavky.
Najprv musíte odstrániť vzduch, ktorý zostáva v hadici. Na tento účel sa ventily valcov na niekoľko sekúnd postupne otvárajú a potom sa zatvárajú. V opačnom prípade môže zostávajúci vzduch v acetylénovej hadici spôsobiť spätné vzplanutie (horenie v opačnom smere).

Kyslíková hadica je pripojená k horáku a kontroluje sa prítomnosť vákua v acetylénovej trubici. Ďalej pripojte acetylénovú hadicu, utiahnite svorky na oboch - zariadenie je pripravené na zapálenie horáka. Pokiaľ ide o prípravu dielov na zváranie plynom, pozostáva z nasledujúcich krokov:
- čistenie od nečistôt, prachu, olejových filmov;
- odstraňovanie náterov;
- ošetrenie proti hrdzi a vodnému kameňu.
Čistenie sa vykonáva do lesku pomocou drôtenej kefy alebo brúsneho papiera. Hliník je ošetrený pastou na kyslej báze. Ďalej sa zvarené hrany režú podľa typu spojenia ručne dlátom na fréze alebo špeciálnom stroji na hobľovanie hrán. Pred zváraním plynom sa diely prichytia tak, aby kovové konštrukcie nezmenili svoju polohu.
Pravidlá pre zváračské práce
Bezpečnostné opatrenia pri práci so zváraním vyžadujú poučenie. Takýto program vyvíjajú odborníci v súlade s pravidlami ochrany práce a schvaľuje ho manažér a osoba zodpovedná za bezpečnosť. V závislosti od účelu, frekvencie poskytovania a získaných znalostí sa rozlišujú tieto typy výučby:
- úvodný;
- primárny;
- opakované;
- neplánované;
- cieľ.
Na základe bezpečnostných predpisov môžu zváranie plynom vykonávať organizácie alebo podnikatelia certifikovaní na používanie zváracích technológií v nebezpečných zariadeniach. Než začnete, potrebujete:
- vyčistiť pracovisko od trosiek a horľavých predmetov;
- chráňte pracovný priestor ochranou vysokou 1,8 metra;
- skontrolujte prevádzkyschopnosť zariadení: plynové fľaše, prístrojové vybavenie;
- tesnosť spojov, počnúc valcom a končiac horákom alebo rezačkou;
- dostupnosť a prevádzkyschopnosť hasiaceho zariadenia.
Miesto na zváranie plynom musí byť vybavené hasiacim prístrojom, krabicou s pieskom a lopatou. Zváranie je zakázané, keď je rýchlosť vetra vyššia ako 10 m za sekundu, v noci a počas búrky, ako aj počas zrážok bez prístrešia.
Počas zváračských prác je to prísne zakázané
Zakázané:
- umiestniť horľavé a horľavé predmety vo vzdialenosti menšej ako 5 m od miesta, kde sa vykonáva zváranie plynom;
- vykonávať zváranie alebo rezanie plynom bližšie ako 10 metrov od skladu plynovej fľaše;
- vo výškach použite vrecko pod nástroj na zber zvyškov elektród;
- vykonávať zváranie plynov na potrubiach a nádobách pod tlakom;
- Podľa bezpečnostných predpisov nemôžete používať plynové fľaše s poškodeným plášťom, chybnými adaptérmi, ventilmi alebo s uplynutou overovacou dobou;
- počas prestávok alebo na konci práce nechajte hadice, rezačky a horáky bez dozoru;
- používať nástroje na kvapalné palivá vrátane plynových rezačiek;
- súčasne vykonávať elektrické a plynové zváranie na rebríkoch a rebríkoch;
- práca na čerstvo natretých, horľavých farbách alebo lakoch, výrobkoch;
- používať produkty IZ so stopami oleja, tuku, benzínu, petroleja.

Postup dokončenia zvárania
Konečným technologickým procesom, temperovaním, je tepelné spracovanie kovu, jeho udržiavanie pod kritickou teplotou po určitú dobu, ochladenie na teplotu vzduchu. Tento postup je potrebný na odstránenie vnútorných napätí, ktoré môžu ovplyvniť kvalitu zvaru kovového výrobku.
Zvar je v podstate lokálny odliatok s chybami, ktoré sa vyskytujú pri tuhnutí kovu. Preto sa pre diely s jasnými a definovanými tvarmi vykonáva všeobecné alebo lokálne tepelné spracovanie zvarov. Štruktúra zliatiny obsahuje stĺpcovité kryštály, zvýšený obsah plynov a vrstvu neúplného tavenia.
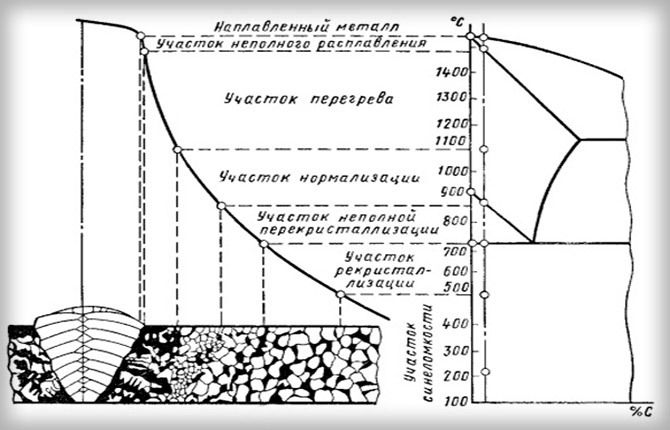
Kalenie sa vykonáva napríklad pri zváraní výrobkov z legovanej ocele plynom. Za týmto účelom sa oblasť zvaru alebo celá časť úplne zahreje pomocou induktora alebo flexibilného ohrievača na teplotu 900–950 °, po čom nasleduje pridržanie a ochladenie. Kovy so stredným a nízkym obsahom uhlíka sa zahrievajú na 650 °. Pri takýchto teplotách je potrebné venovať osobitnú pozornosť bezpečnostným opatreniam.
Plameň horáka nevykonáva ochranné a obnovovacie funkcie vo vzťahu k pripojenému materiálu v plnom rozsahu, preto sa do aditívneho drôtu na oxidáciu pridáva mangán a kremík kov Tieto látky v roztavenom stave tvoria trosky, ktoré chránia oblasť zvárania plynom pred účinkami dusíka, vodíka a kyslíka.
Po dokončení práce je spojovací šev pokrytý izolačným materiálom: ohňovzdorná sklenená vlna, plátno z keramických vlákien, kaolínová vlna.
Núdzové zváračské práce
Vodné čerpadlá, rozvody kúrenia, oceľové studne, protipožiarne nádrže, bytové a komunálne služby a mnohé ďalšie služby často vyžadujú opravu zváračských prác. Miesto na identifikáciu núdzovej oblasti je určené písomným povolením osoby zodpovednej za bezpečnostné opatrenia.
Ich zvláštnosťou je rozdiel vo výkone v zime, ako aj prísne dodržiavanie bezpečnostných opatrení. V núdzovej situácii nie je možné zastaviť zváranie, napriek vplyvu negatívnych teplôt, snehových zrážok a silného vetra. Prístrešky nie vždy zaručia pripravené miesto pred dažďom a snehom. Aj malé množstvo vlhkosti ovplyvňuje kvalitu švu.

Voda sa vplyvom plameňa rozkladá na vodík a kyslík. Vodík reaguje s kovom, výsledkom čoho je zlúčenina nízkej kvality. Na odstránenie vlhkosti miesto zvárania vysušte a zahrejte pomocou hygroskopickej látky, portlandského cementu, ktorý absorbuje vodnú paru. V núdzových situáciách je obzvlášť potrebné prísne dodržiavať bezpečnostné opatrenia.
Hlavnou pozitívnou vlastnosťou zvárania plynom je autonómia. Pri tomto spôsobe spájania dielov je ľahké zmeniť úroveň ohrevu a stupeň tavenia kovu. K tomu stačí zmenšiť alebo zväčšiť vzdialenosť horáka od spájaných materiálov, prípadne zmeniť uhol sklonu. Je dôležité pamätať na bezpečnostné opatrenia. Medzi nevýhody patrí nízka produktivita a potreba nájsť skúseného zvárača.
Čo viete o nových metódach zvárania? Zanechajte svoj komentár k článku, zdieľajte ho na sociálnych sieťach, pridajte si ho medzi záložky.
Keď sú kyslík a plyn uzavreté, dôjde k tresku, to je alarmujúce, aký je dôvod a ako sa tomu vyhnúť?
Praskajúci zvuk sa zvyčajne vyskytuje v dôsledku pohybu spaľovania vo vnútri náustku horáka, čo je v skutočnosti spätný požiar. Stáva sa to vtedy, keď rýchlosť prúdenia zmesi kyslíka a horľavého plynu klesne pod rýchlosť šírenia čela spaľovania. Pri vypínaní horáka je správne najskôr vypnúť horľavý plyn, potom kyslík - v tomto prípade nebudú počuť praskanie.


