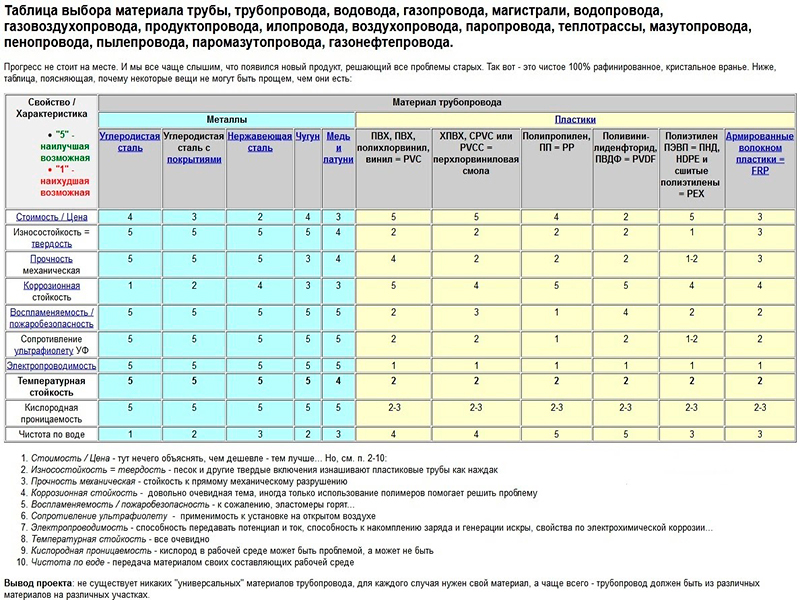
Ko razpravljamo o tem, kako spajkati nerjavno jeklo, ne govorimo o varjenju. Konkretno nas zanima vprašanje spajanja tankih pločevin iz nerjavečega jekla s spajkanjem z minimalnim naborom opreme. Spajkanje je občutno enostavnejše in omogoča spajanje majhnih izdelkov iz nerjavečega jekla s skoraj zlatarsko natančnostjo in kakovostjo šivov.

Vsebina članka:
-
Kako spajkati nerjavno jeklo s kositrom doma
- Značilnosti spajkanja nerjavnega jekla
- Uporabljena oprema
- Načini spajkanja kositra
- Spajka za nerjavno jeklo in njegove vrste
- Spajke za hrano
- Spajkanje s plinskim gorilnikom
- Razlike med visokotemperaturnim in nizkotemperaturnim spajkanjem
-
Najpogostejše napake
- Nepravilno ogrevanje
- Poskusi uporabe materialov neznane sestave in kakovosti
- Napačna izbira spajke
- Slaba priprava
- Rezultati
Kako spajkati nerjavno jeklo s kositrom doma
Prednost te povezave je, da lahko tudi doma postopek spajkanja nerjavečega jekla obvladate v dobesedno pol ure. Da bi se naučili pravilno variti nerjavno jeklo, bo potrebnih nekaj deset delovnih ur.
Spajkanje nerjavečega jekla doma ni težko, če imate ustrezno opremo:
- močan električni spajkalnik in električni grelec-štedilnik, če nameravate spajkati posode iz tankega nerjavečega jekla;
- plinski gorilnik, če morate spajkati relativno enostavne dele s trdimi vrstami spajk s tališčem do 800OZ;
- propan-kisikov gorilnik, če je potrebna povezava visoke trdnosti z uporabo medeninaste ali nikljevo-srebrne spajke.
Poleg tega boste morali kupiti ustrezno znamko spajke in znamko talila. Za vsako vrsto spajkanja obstaja lastna optimalna različica para spajka-fluks. Poleg tega morate izdelati stojalo za spajkanje, na katerem bodo segreti deli, ki jih je treba povezati. Običajno se uporablja majhen blok iz gaziranega betona ali šamotne opeke.
Pomembno!Zdi se, da ni pomembno, kaj uporabljate za spajkanje nerjavečega jekla. Pravzaprav izbira podlage ali stojala za spajkanje delov vpliva na kakovost povezave. Če poskušate spajkati na pločevino, nerjavečega jekla ne boste mogli segreti na želeno temperaturo.
Še eno pravilo: Spajkati morate samo nerjavno jeklo pod pokrovom, lahko uporabite garažo, delavnico ali balkon, vendar ne v stanovanju.
Značilnosti spajkanja nerjavnega jekla
Za pravilno spajkanje nerjavečega jekla morate upoštevati naslednje.
- Sestava nerjavnega jekla je veliko bolj zapletena kot navadno ogljikovo jeklo. Nerjavnega jekla ne smemo pregrevati ali segrevati dlje časa. Spajkanje je treba opraviti hitro in priporočljivo je, da se izognete dolgotrajni izpostavljenosti visokotemperaturnemu plamenu na majhnem delu površine.
- Nerjavno jeklo ima visok koeficient toplotnega raztezanja in relativno nizko toplotno prevodnost. Če spajkate kovino z močnim pregrevanjem, bo območje spajkanja zagotovo prekrito z mikrorazpokami. To pomeni, da lahko uspešno spajkate dve cevi iz nerjavečega jekla, vendar bo med testiranjem ali pod obremenitvijo ena od njih počila, in ne na spajkanem šivu.

Da bi dosegli visoko kakovost spajkanja, morate upoštevati več osnovnih pravil:
- Nerjavno jeklo je treba mehansko očistiti z brusnim papirjem, krtačo ali abrazivno obdelavo (pogosto s peskanjem), da odstranimo plast oksidov na površini. Poleg tega je treba to storiti tik pred spajkanjem kovine.
- Nerjavno jeklo je treba hitro in močno segreti do tališča spajke. Talilo je treba nanesti na površino, segreto na 90 % delovne temperature, ali uporabiti v povezavi s spajkanjem. Pri skupnem nanosu se talilo izvede v obliki prevleke spajkalne palice ali vdelane v njo.
- Pri močnih visokotemperaturnih spajkah je priporočljivo, da vročo površino nerjavnega jekla najprej obdelate s talilom. Tako, da ima kemično aktiven reagent čas, da globoko vreže površino nerjavečega jekla, odstrani usedline iz plinskega plamena in šele nato spajka dele.
Običajno je sekvenčna obdelava prednostna za spajkanje nerjavnega jekla z visoko vsebnostjo kroma in niklja. Težko je vzpostaviti povezavo s kositrom, vendar lahko uporabite medenino in nikelj-baker P-81. Čeprav lahko v prodaji kupite že pripravljene palice, prevlečene s talilom BRASS FLAME 18 XFG, ki se lahko uporabljajo za spajkanje nerjavečega jekla pri 870OZ.
Sam postopek spajkanja se zmanjša na pravilno razporeditev taline s spajkom po vroči površini, tako da enakomerno zapolni spoj. V tem času morate nerjavno jeklo segreti z gorilnikom, dokler ni celoten šiv napolnjen s talino.
Na dolgih linearnih in krožnih šivih se območje spajkanja segreva s periodičnimi gibi. Kot veste, talina sama teče iz hladnejše cone v bolj vročo, tako da lahko spajko enostavno razpršite po celotni dolžini šiva, le s spretnim segrevanjem spojne linije z gorilnikom.
Uporabljena oprema
Nerjavno jeklo je mogoče spajkati z nizkotemperaturnimi spajkami, ki vsebujejo kositer. Za to sta dovolj električni spajkalnik z močjo 100 W in majhen električni štedilnik. Ploščica se uporablja samo za segrevanje dela na temperaturo nanašanja talila, spajkate pa jo lahko z električnim spajkalnikom.

Električni štedilnik pogosto pride prav, ko morate zatesniti več razpok v posodi iz nerjavečega jekla. Z njegovo pomočjo je priročno vzdrževati zahtevano temperaturo spajkanja, ne da bi posodo zavili v aluminijasto folijo.
Vrsta gorilnika je izbrana glede na znamko uporabljene spajke in talila. Če morate spajkati z visoko trdnimi bakreno-nikljevimi ali medeninastimi spajkami, potem je najbolje uporabiti ročni gorilnik na propan-kisik, kot je "MICRO DM 284" ali podobne modele.
Mikrogorilnik je povezan z menjalniki (preko lovilca plamena) na jeklenkah za propan in kisik. To namestitev lahko izvedete z lastnimi rokami, tudi doma. Lahko se uporablja za spajkanje vseh visokotemperaturnih spajk.
Za bakreno-srebrne spajke zadostuje ročni brizgalni gorilnik s kartušnim cilindrom.

Lahko se uporablja za spajkanje nerjavnega jekla s trdimi spajkami, ki vsebujejo srebro, s tališčem do 700OZ.
Načini spajkanja kositra
Spajke na osnovi kositra je mogoče spajkati s kislino. Vprašanje je, kako spajkati nerjavno jeklo s kositrom:
- Površinska sanacija razpok v tankih nerjavnih pločevinah. Kovinska površina je prekrita s kositrom po celotni dolžini razpoke. Tak šiv praktično ne prenese mehanskih obremenitev. Spajkano za zagotavljanje tesnosti proti puščanju vode.
- Polnjenje spojev in kotnih šivov škatlastih zabojev, pladnjev in škatel iz nerjavečega jekla. Spajkano za krepitev kotalne povezave in zagotavljanje tesnosti spoja.
V obeh primerih se šiv (razpoka) na inoxu najprej razmasti in očisti. Če je kovina debela, jo lahko zažgete z baklo. Nato se del segreje na 280OC in obdelan s fluksom.

Za tanke razpoke na posodi je priporočljiva uporaba alkoholne raztopine kolofonije. Če morate spajkati posode ali škatle za neživila, lahko uporabite spajkalno kislino. Toda, glede na ocene, tok iz ortofosforne kisline daje višjo kakovost na nerjavnem jeklu.
Spajka za nerjavno jeklo in njegove vrste
Za spajkanje pri nizkih temperaturah se lahko uporabljajo tradicionalni materiali, ki vsebujejo kositer. Teh je veliko, najboljšo kakovost izkazujejo posebne reparaturne spajke za tesnjenje razpok in kositranje bakra.

Za trdo spajkanje nerjavnega jekla s trdimi spajkami je najboljši zvar švicarski Castolin ECO BRAZ 38230F. Vsebnost srebra - do 30%. Cena je lahko do 400 dolarjev. na paket. Toda kakovost je zelo visoka tudi za začetnike in spajkanje doma. Spajkate lahko pri temperaturi 670-750OZ.
Poleg tega je šiv plastičen in viskozen. Poleg nerjavečega jekla se pogosto uporabljajo za spajkanje delov okvirjev koles in okrasnih oblog starodobnikov. Najbolje prenaša tresljaje. Kot alternativo se lahko uporabi L-A9, ki vsebuje srebro.
Uporabite lahko medeninast material, Castolin 18XVG daje najmočnejši spajkalni spoj na nerjavnem jeklu. Toda nerjaveče jeklo je težko spajkati z medenino, tudi švicarske kakovosti. Šiv zahteva segrevanje do 900OC, spajkani šiv je močan, vendar preveč tog in neduktilen. Slabo prenaša tresljaje, uporablja se pri popravilu avtomobilov in gospodinjskih aparatov.
Spajka baker-cink-nikelj P-81 je za red velikosti cenejša od vrst, ki vsebujejo srebro. Spajkanje nerjavečega jekla je težavno; potrebne so temperature segrevanja do 950 °C.OZ. Šiv je zelo tog, trd in ima povečano odpornost proti koroziji.
Univerzalni PV-209 se uporablja kot tok. Spajkate lahko z mešanico boraksa in borove kisline, vendar je kakovost nekoliko slabša.
Spajke za hrano
Med varnimi materiali za nizkotemperaturno spajkanje posode iz nerjavečega jekla priporočamo spajke POS-1 ali POSu95-5. Kljub dejstvu, da je bizmut težka kovina in ima določeno toksičnost, na splošno zvar se izkaže za dovolj varnega za prekuhavanje pitne vode ali kuhanje hrane v posodah iz iz nerjavečega jekla.
Za trde spajke se lahko uporabljajo materiali, ki vsebujejo srebro, če vsebnost bakra ne presega 10 %.
Strogo je prepovedano spajkati živilsko nerjavno jeklo s spajkami, ki vsebujejo antimon in svinec, ne glede na njun odstotek v materialu za spajkanje.
Spajkanje s plinskim gorilnikom
Obstaja več standardnih shem za izvedbo spajkane povezave dveh delov iz nerjavečega jekla:
- spajkanje dveh cevi;
- spajkanje jeklene palice na pločevino iz nerjavečega jekla;
- spajkanje dveh listov od konca do konca.
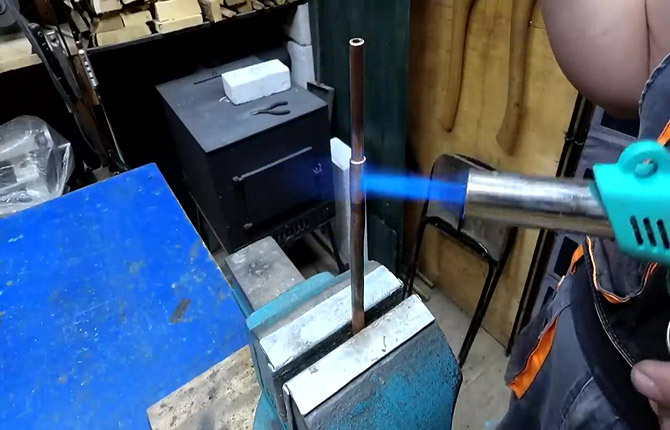
Najlažja možnost je spajkanje dveh cevi. To je lahko povezava dveh delov cevovoda iz nerjavečega jekla ali montaža s spajkanjem dodatne cevi na glavno cilindrično telo.
V vsakem primeru morate spajkati ne na spoju, tako da se en del usede v drugega. Zato so cevi običajno različnih premerov, ena v drugo stisnjena za najmanj 10 mm.
Če morate stransko cev spajkati na glavno telo iz nerjavečega jekla, morate najprej narediti luknjo, ki je enaka premeru izhoda.
V obeh primerih se deli iz nerjavečega jekla po odstranitvi sestavijo in segrejejo s plamenom plinskega gorilnika. Takoj, ko se na površini pojavijo lise, obdelajte šiv s fluksom in nadaljujte s segrevanjem še nekaj minut. Zadnja faza je kroženje spoja s koncem spajkalne palice, ne da bi ustavili segrevanje z gorilnikom. Takoj, ko material popolnoma napolni šiv, se toplota odstrani.
Spajkanje dveh listov nerjavečega jekla poteka po isti shemi, vedno s predhodnim žganjem in čiščenjem robov. Nato se plošče položijo prekrivajoče in segrevajo s plinskim gorilnikom, dokler se ne pojavi madež. Zdaj lahko rob obdelamo s talilom, ga segrejemo in s talilno palico raztegnemo talino po celotni dolžini spoja.
Pomembno!Visokokakovostna spajka in talilo tečeta globoko v prekrivanje. Poceni materiali se običajno zaradi slabe pretočnosti držijo le zunanjega spoja.
Nekoliko težje je spajkati palico iz nerjavečega jekla pravokotno na pločevino. Najprej morate očistiti oba dela vzdolž spojnih površin.
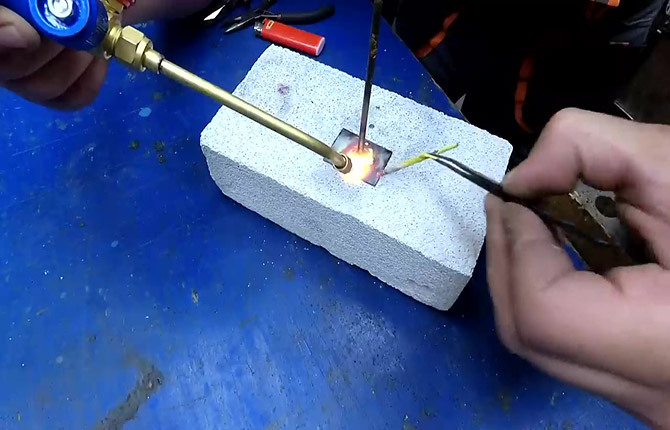
Nato je palica postavljena navpično na pločevino, takoj obdelana z majhno količino fluksa, nato pa se oba dela segrejeta z gorilnikom na visoko temperaturo. Talina mora iti od konca do konca pod palico, vendar je spajka bolj viskozna in morda ne pride tja.
Ko se masa talila popolnoma stopi, lahko dno palice pokositrite s spajkalom. Poleg tega morate spajkati s presežkom materiala za spajkanje, tako da se okoli njega oblikuje bazen taline. Zdaj morate palico za sekundo odtrgati od pločevine iz nerjavečega jekla, da pokositrite konec in jo takoj vrnete na svoje mesto. Inox dele z gorilnikom segrejemo še nekaj sekund in ogrevanje izklopimo.
Po ohlajanju nastane zelo močan medeninast spajkalni spoj.

Trdnost šiva dobimo na ravni varjenja.
Razlike med visokotemperaturnim in nizkotemperaturnim spajkanjem
Spajkanje nerjavnega jekla z gorilnikom je precej drago, saj so kakovostne spajke na osnovi srebra nekajkrat dražje od polavtomatskega varjenja z ogljikovim dioksidom ali argonom. Spajkanje z medenino ali bakrom in nikljem P-81 doma je precej težko, saj zahteva posebno kisikovo-propansko baklo in nekaj izkušenj pri rokovanju z njo.
Toda visokotemperaturno spajkanje ima dve pomembni prednosti:
- lahko spajkate zelo tanke, skoraj nakitne dele, popravljate in obnavljate opremo brez izgube kakovosti;
- šiv iz trdnega srebrnega ali medeninastega spajka je neprekinjen, zatesnjen, brez por ali votlin.
Zato obrtniki pri popravilu opreme pogosto raje spajkajo nerjavno jeklo, zlasti tanko pločevino, namesto da uporabljajo varjenje.
Nizkotemperaturno spajkanje ne zagotavlja visoke trdnosti spoja. Toda običajno je trdnost spoja, spajkanega s kositrnim PIC, zadostna za zagotovitev tesnosti in togosti dela. Poleg tega je spajkanje s kositrom veliko lažje, niso potrebni posebni gorilniki ali drage spajke.
Najpogostejše napake
Najpogosteje se težave pojavijo zaradi kršitve tehnologije spajkalne povezave. Razlogov je kar nekaj, najpogostejši pa sta naglica pri delu in poskus varčevanja pri materialih.
Nepravilno ogrevanje
Najpogostejša napaka je spajkanje na še hladne obdelovance. Brizgalni gorilnik se segreje hitro in učinkovito, spoj, ki ga spajkamo, lahko segrejemo v nekaj minutah.
Če pa se delo izvaja v neogrevanem prostoru pri nizkih temperaturah, se obdelovanec, na primer pločevina iz nerjavečega jekla, zelo hitro ohladi. Zato morate spajkati s pomočnikom ali dodatno segreti obdelovanec s pihalnikom ali električnim štedilnikom.

Poskusi uporabe materialov neznane sestave in kakovosti
Spajkalne zlitine, ki vsebujejo srebro, so zelo drage - od 30 tisoč. drgnite. in višje. Toda včasih preprosto ni druge možnosti, če so potrebni visokokakovostni spajkalni šivi.
Le mojstri z bogatimi izkušnjami lahko uspešno spajkajo medenino z boraksom ali starimi spajkami neznane sestave. Poleg tega boste potrebovali delujoč kisikov gorilnik. Če že obstaja potreba po izdelavi spajkanega spoja z medenino, potem je priporočljivo vsaj za nekaj dni najeti mikrogorilnik in namesto boraksa uporabiti PV-209.
Napačna izbira spajke
Pred spajkanjem z določenim spajkom se morate prepričati (preberite navodila na embalaži), da je ta material zaradi svojih lastnosti edinstveno primeren za nerjavno jeklo. Marsikdo na primer ne ve, da baker-fosfor ni primeren za nerjavno jeklo.
Pogosto pride do napake, če srebrno spajko uporabljamo za spajanje delov, ki so hkrati izpostavljeni velikim statičnim obremenitvam in tresljajem. Zlitine, ki vsebujejo srebro, so zelo mehke in duktilne, zato se spoj sčasoma pod obremenitvijo »raztegne«, dokler ne poči.
V takšni situaciji je priporočljivo izvesti dvojno spajkanje. Sprva s srebrom, nato takoj z bakreno-nikelj-cinkovim spajkom. Dvojno spajkanje je težje, vendar če ga obvladate, lahko spajkate nerjavno jeklo debeline 0,1 mm s trdnostjo, ki ni slabša od varjenega spoja. V tem primeru bo tesnost spoja za red velikosti večja.
Slaba priprava
Veliko težav povzroča slabo čiščenje površin. Čistiti ga morate zelo dolgo in učinkovito, morda pred sežigom. Na nerjavno jeklo se oksidi in površinski karbidi zelo trdno oprimejo, zato kovino čistimo z abrazivom in kovinskimi ščetkami do sijaja (ne polirajte).
Rezultati
Izbrati, s čim spajkati nerjaveče jeklo, ni tako težko, saj je na trgu kar veliko najrazličnejših spajk na osnovi srebra in medenine. Izbira je velika, vendar je moč povezave 90% odvisna od kakovosti materialov. Zato se ne splača varčevati.
Povejte nam o svojih izkušnjah s spajkanjem. Na katere lastnosti postopka je treba biti še posebej pozoren? Članek tudi dodajte med zaznamke in ga delite na družbenih omrežjih.