Varjenje je zapleten, delovno intenziven proces, ki od izvajalca zahteva ne le teoretično znanje, temveč tudi izkušnje in praktične veščine. Poleg tega obstaja velika verjetnost poškodbe. Zato so varnostni ukrepi med plinskim varjenjem nujni za ohranitev življenja in zdravja varilca in ljudi okoli njega.
Vsebina članka:
- Potrebna zaščitna oprema
- Pogoji skladiščenja opreme in potrošnega materiala
- Priprava opreme za delovanje
- Pravila za varjenje
- Med varjenjem je strogo prepovedano
- Postopek zaključka varjenja
- Varilna dela v sili
Potrebna zaščitna oprema
Varnost je vrsta dejavnosti, ki vključuje številne organizacijske in tehnične ukrepi, zaščitne metode in sredstva za zagotavljanje varnosti v proizvodnih dejavnostih delavec.

Postopek plinskega varjenja je sklop del s posebno opremo za ustvarjanje močne povezave med kovinami. V skladu z varnostnimi ukrepi obstaja seznam metod, potrebnih za individualno zaščito oči pred sevanjem, kožo pred iskrami in brizgi staljene kovine. V zvezi s tem sredstva IZ vključujejo:
- očala, ščitniki;
- maske, respiratorji, filtrirne plinske maske;
- kombinezoni;
- palčniki - manšete;
- usnjeni škornji z zaščitno kapico.
V skladu z varnostnimi predpisi za plinsko varjenje se uporablja zaščitni varilni ščit, opremljen s filtrom za samodejno zatemnitev. Očala, ki ne prepuščajo ultravijoličnih in infrardečih žarkov. Zaščita zgornjih dihalnih poti in pljuč pred dimom je obvezna varnostna zahteva, ki je še posebej pomembna v zaprtih prostorih.
Varnostni ukrepi določajo, da je varilna obleka jakna s skrivno zaponko in hlače iz bombažno-lanenih vlaken z ognjevarno impregnacijo (platno, ponjava). Možnost je lahko predpasnik in rokavi. Kot pokrivalo se uporablja protiudarna maska (električna), zaščitni vizir iz jeansa in ognjevarna čelada, zlasti pri plinskem varjenju stropa.

Pogoji skladiščenja opreme in potrošnega materiala
Načelo plinskega varjenja je plamen, ki segreje robove obdelovancev, del polnilne palice (elektrode), ki tvori varilni "bazen". Odprti ogenj stopi kovinski rob, izpodrine zrak iz "kopeli" in zaščiti kontakte pred kisikom in oksidacijo.

Pri elektroobločnem varjenju se kovinski robovi stopijo pod visokimi temperaturami. Da bi to naredili, se tok (izmenični ali neposredni) napaja na del in elektrodo iz pretvornika. To prispeva k pojavu loka in njegovemu izgorevanju.
Vlogo zaščitnega medija igra inertni plin argon. Preprečuje vstop zraka v območje varjenja in preprečuje oksidacijo kovine. Varjenje z argonom je ena najbolj natančnih in kakovostnih metod. Omogoča vam povezovanje delov, ne le majhnih, ampak tudi velikih, ob upoštevanju varnostnih ukrepov.
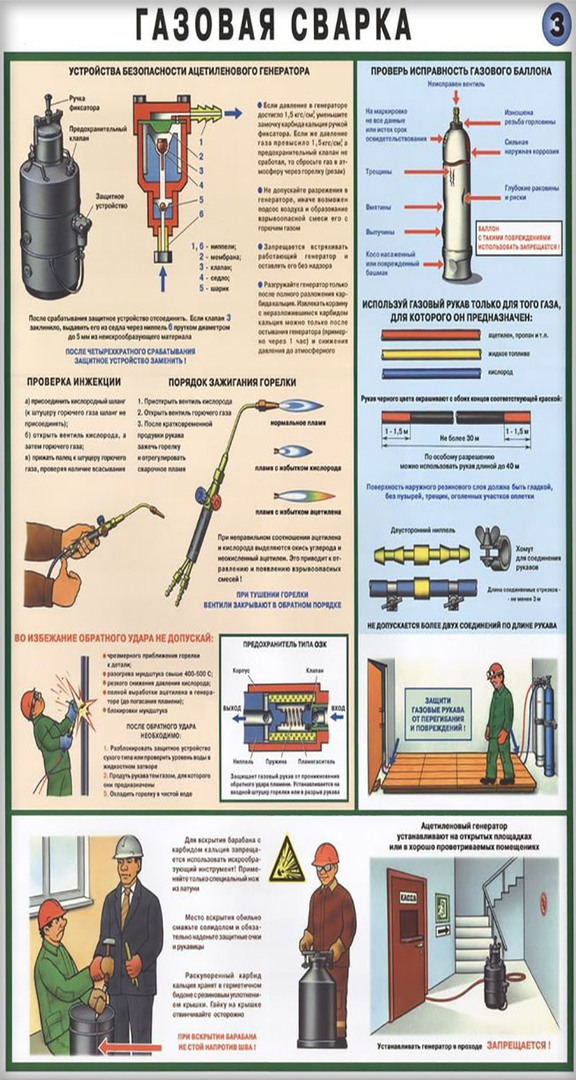
Komplet opreme za plinsko varjenje vključuje generator ali jeklenko za propan/butan. Varnostni vodni ventili, ki so nameščeni na cevovodu acetilenskih generatorjev, reduktorjev za plinske jeklenke, kot tudi visokotlačne cevi, rezila, gorilniki, elektrode, žice, talila (snovi organskega in anorganskega izvora za odstranjevanje oksidov iz zvarjenih površine).
Varnostni ukrepi med plinskim varjenjem so neposredno odvisni od pogojev, v katerih so shranjena oprema in potrošni material.
V skladu z varnostnimi predpisi mora biti skladišče zaščiteno pred padavinami, ogrevano v hladni sezoni in dobro opremljeno. razsvetljava, prezračevalni sistem, naprave za odvajanje škodljivih plinov, hlapov, temperatura najmanj 15° z vlago do 40 %. Prostor ne sme biti prašen, saj zasnova sodobnih varilnih strojev vsebuje elektronske elemente: mikrovezja, tranzistorje. Talna površina je gladka in ne spolzka.

Elektrode transportiramo v skladu z varnostnimi predpisi, v zaprti embalaži, ki jih ščiti pred vodo, umazanijo in prahom. Fluksi - v posodah, vrečah. Materiali so shranjeni na policah z oznako vrste, datuma proizvodnje in številke serije. Za njihovo sušenje je potrebna posebna peč, potrebni pa so tudi stroji za čiščenje in navijanje žice. Na delovnem mestu varilca morajo biti nameščena stojala s pritrdilnimi elementi za hladilne gorilnike in rezila.
Polni valji, brez čevljev, so postavljeni na police v vodoravnem položaju, s stojalom - v navpičnem položaju. Da ne bi padli, jim naredijo gnezda s pregradami ali kletkami.
Beremo tudi: Hladno varjenje.
Priprava opreme za delovanje
Za plinsko varjenje potrebujete dve jeklenki: z acetilenom in kisikom. Med seboj se radikalno razlikujejo. Kisik - modra, z medeninastim ventilom, saj medenina v primerjavi z jeklom ne oksidira. Acetilenska jeklenka je bele barve z jeklenim ventilom, butanska jeklenka je rdeče barve.
Najprej morate skrbno preveriti opremo, najprej celovitost napajalnih in ozemljitvenih kablov, sistem za oskrbo s plinom, pa tudi gorilnik in njegovo povezavo z varilnim strojem. To so osnovne varnostne zahteve.
Najprej morate odstraniti zrak, ki ostane v cevi. Da bi to naredili, se ventili jeklenk izmenično odprejo za nekaj sekund, nato pa se zaprejo. V nasprotnem primeru lahko ostanek zraka v cevi za acetilen povzroči povratni ogenj (gorenje v nasprotni smeri).

Cev za kisik je priključena na gorilnik in preveri se prisotnost vakuuma v acetilenski cevi. Nato priključite cev za acetilen, zategnite objemke na obeh - oprema je pripravljena za vžig gorilnika. Priprava delov za plinsko varjenje je sestavljena iz naslednjih korakov:
- čiščenje umazanije, prahu, oljnih filmov;
- odstranjevanje laka;
- obdelava proti rji in vodnemu kamnu.
Čiščenje poteka do sijaja z žično krtačo ali brusnim papirjem. Aluminij je obdelan s pasto na osnovi kisline. Nato zvarjene robove odrežemo, glede na vrsto spoja, ročno z dletom, na rezkalnem ali posebnem robnem skobeljnem stroju. Pred plinskim varjenjem se deli pritrdijo tako, da kovinske konstrukcije ne spremenijo svojega položaja.
Pravila za varjenje
Varnostni ukrepi pri delu z varjenjem zahtevajo navodila. Takšen program razvijejo strokovnjaki v skladu s pravili varstva pri delu in ga odobrita vodja in oseba, odgovorna za varnost. Glede na namen, pogostost izvajanja in pridobljeno znanje ločimo naslednje vrste pouka:
- uvodni;
- primarni;
- ponovljeno;
- nenačrtovano;
- tarča.
Na podlagi varnostnih predpisov lahko plinsko varjenje izvajajo organizacije ali podjetniki, certificirani za uporabo varilnih tehnologij na nevarnih objektih. Preden začnete, potrebujete:
- očistite delovno mesto ostankov in vnetljivih predmetov;
- zaščitite delovno območje z zaščito 1,8 metra visoko;
- preverite uporabnost opreme: plinske jeklenke, instrumenti;
- tesnost povezav, začenši od cilindra in konča z gorilnikom ali rezalnikom;
- razpoložljivost in uporabnost opreme za gašenje požara.
Prostor za plinsko varjenje mora biti opremljen z gasilnim aparatom, zabojem s peskom in lopato. Varjenje je prepovedano, če je hitrost vetra večja od 10 m na sekundo, ponoči in med nevihto, pa tudi med padavinami brez zavetja.
Med varjenjem je strogo prepovedano
Prepovedano:
- vnetljive in vnetljive predmete postavite na razdalji manj kot 5 m od mesta, kjer se izvaja plinsko varjenje;
- izvajajte plinsko varjenje ali rezanje bližje kot 10 metrov od skladišča plinskih jeklenk;
- na višinah uporabite vrečko pod orodjem za zbiranje ostankov elektrod;
- izvajati plinsko varjenje cevovodov in posod pod pritiskom;
- V skladu z varnostnimi predpisi ne morete uporabljati plinskih jeklenk s poškodovanim ohišjem, okvarjenimi adapterji, ventili ali s pretečenim obdobjem preverjanja;
- med odmori ali ob koncu dela pustite cevi, rezila in gorilnike brez nadzora;
- uporabljajte orodja za tekoče gorivo, vključno s plinskimi rezalniki;
- istočasno izvajajte električno in plinsko varjenje na lestvah in lestvah;
- delo na sveže pobarvanih, vnetljivih barvah ali lakih, izdelkih;
- uporabljajte izdelke IZ s sledovi olja, masti, bencina, kerozina.

Postopek zaključka varjenja
Končni tehnološki proces, popuščanje, je toplotna obdelava kovine, ki jo zadržuje pod kritično temperaturo za določen čas, ohladi na temperaturo zraka. Ta postopek je potreben za odpravo notranjih napetosti, ki lahko vplivajo na kakovost zvara kovinskega izdelka.
Zvar je v bistvu lokalni ulitek z napakami, ki se pojavijo, ko se kovina strdi. Zato se za dele z jasnimi in definiranimi oblikami izvaja splošna ali lokalna toplotna obdelava zvarov. Struktura zlitine vsebuje stebraste kristale, povečano vsebnost plinov in plast nepopolnega taljenja.
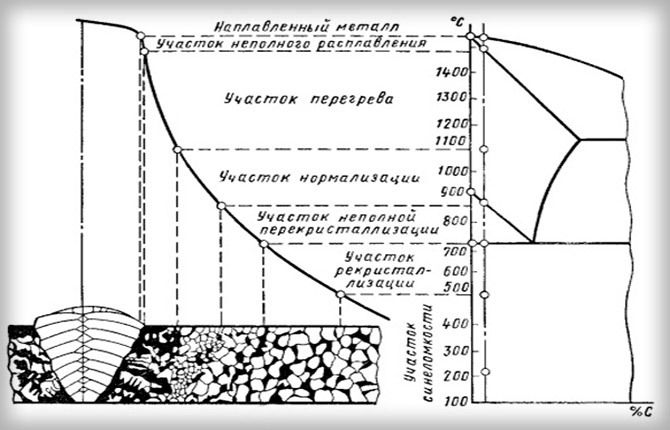
Kaljenje se izvaja na primer med plinskim varjenjem izdelkov iz legiranega jekla. Da bi to naredili, se območje zvara ali celoten del popolnoma segreje z induktorjem ali fleksibilnim grelcem pri temperaturi 900–950 °, čemur sledi držanje in hlajenje. Srednje in nizkoogljične kovine se segrejejo na 650°. Pri takih temperaturah je treba posebno pozornost nameniti varnostnim ukrepom.
Plamen gorilnika ne opravlja zaščitnih in obnovitvenih funkcij glede na priključeno materiala v največji meri, zato sta aditivi za oksidacijo dodana mangan in silicij kovina Te snovi v staljenem stanju tvorijo žlindre, ki ščitijo območje plinskega varjenja pred učinki dušika, vodika in kisika.
Po končanem delu se povezovalni šiv prekrije z izolacijskim materialom: ognjevarna steklena volna, platno iz keramičnih vlaken, kaolinska volna.
Varilna dela v sili
Vodne črpalke, ogrevalni vodi, jekleni vodnjaki, protipožarni rezervoarji, stanovanjske in komunalne storitve ter številne druge storitve pogosto potrebujejo popravilo varjenja. Lokacija za določitev območja nevarnosti se določi s pisnim dovoljenjem odgovorne osebe za varnost.
Njihova posebnost je razlika v delovanju pozimi, pa tudi dosledno upoštevanje varnostnih ukrepov. Nemogoče je ustaviti varjenje v izrednih razmerah, kljub vplivu negativnih temperatur, snežnih padavin in močnega vetra. Zaklonišča ne zagotavljajo vedno pripravljenega prostora pred dežjem in snegom. Že majhna količina vlage vpliva na kakovost šiva.

Voda pod vplivom plamena razpade na vodik in kisik. Vodik reagira s kovino, kar povzroči spojino slabe kakovosti. Za odstranitev vlage posušite in ogrejte mesto varjenja s higroskopsko snovjo, portlandskim cementom, ki absorbira vodno paro. V izrednih razmerah je še posebej potrebno dosledno upoštevanje varnostnih ukrepov.
Glavna pozitivna lastnost plinskega varjenja je avtonomija. S to metodo povezovanja delov je enostavno spremeniti stopnjo ogrevanja in stopnjo taljenja kovine. Če želite to narediti, je dovolj, da zmanjšate ali povečate razdaljo gorilnika do materialov, ki jih spajate, ali spremenite kot naklona. Pomembno je, da se spomnite varnostnih ukrepov. Slabosti vključujejo nizko produktivnost in potrebo po iskanju izkušenega varilca.
Kaj veste o novih metodah varjenja? Pustite svoj komentar na članek, ga delite na družbenih omrežjih, dodajte med zaznamke.
Ko sta kisik in plin zaprta, nastane pok, to je zaskrbljujoče, kaj je razlog in kako se temu izogniti?
Pokanje običajno nastane zaradi izgorevanja, ki se premika znotraj ustnika gorilnika, kar je pravzaprav povratni ogenj. To se zgodi, ko pretok mešanice kisika in gorljivega plina postane manjši od hitrosti širjenja fronte zgorevanja. Pri ugašanju gorilnika je pravilno, da najprej ugasnemo vnetljiv plin, nato kisik – v tem primeru ne bo pokanja.


