Nemogoče je kupiti varilni stroj in ga uporabljati vsak dan brez dodatnih nastavitev. Ta naprava pred uporabo zahteva seznam pripravljalnih del. V nasprotnem primeru ne bo delovalo normalno. Kako pravilno nastaviti varilni stroj in katere nianse je treba upoštevati pri delu z njim - o vsem tem se morate naučiti vnaprej.

Vsebina članka:
-
Priporočila za namestitev
- Izbira mešanice plinov
- Nastavitev napetosti
- Nastavitev hitrosti podajanja žice
- Nastavitev pravilne polarnosti
- Nastavitev podaljška žice
- Najpogostejše okvare in njihovi simptomi
Priporočila za namestitev
Obstaja več značilnosti delovanja namestitve. Vsak od njih vpliva na njegovo pravilno delovanje. Izbrati morate plinsko mešanico, prilagoditi napetost in hitrost, s katero se napaja žica. Izvedite nastavitev polarnosti in nastavitev podaljška žice.
Smiselno je podrobneje razmisliti o vsaki fazi namestitve enote posebej.
Izbira mešanice plinov
Obravnava vprašanja, kako pravilno nastaviti varilni stroj, se mora začeti s preučevanjem osnovnih pravil, ki jih je treba upoštevati pri izbiri mešanice plinov.

Da ne bi ogrozili celovitosti varjenih delov in samega varilnega stroja, jih je treba zaščititi. Za to se uporablja čisti plin ali mešanica, sestavljena iz več plinov v različnih razmerjih - črpajo se v varilno cono samo med delom.
V primeru uporabe polavtomatskih varilnih strojev se uporabljata 2 plina:
- karbonska;
- argon.
Pline lahko uporabljamo tako v čisti obliki kot z dodatkom različnih kombinacij. Če želite delati z različnimi zlitinami in je nastali šiv dobre kakovosti, morate izbrati prava razmerja:
- Čisti ogljikov dioksid (ogljikov dioksid).Uporabljajo se za povezovanje debelih pločevin in posameznih komponent enodelnih instalacij različnih smeri. Materiali, s katerimi se izvaja delo, so izdelani na osnovi železa - litine in jekla. V tem primeru bo varilni stroj s pomočjo tega plina lahko pravilno oblikoval globoko penetracijo. Negativna stran procesa je nastanek številnih isker. Nastali šiv je neenakomeren in estetsko neprijeten.
- Plinska mešanica številka 1. Delovna mešanica vsebuje 25% ogljikovega dioksida in 75% argona. Pravilno ga je treba uporabiti v primerih, ko je potrebna interakcija s tankimi kovinskimi ploščami. Prilagajanje mešanice v teh razmerjih vam omogoča, da dosežete enakomeren šiv.
- Plinska mešanica številka 2. Vsebuje 98 % argona in samo 2 % ogljikovega dioksida. Ta prilagoditev plinske mešanice je pravilna pri povezovanju pločevine iz nerjavečega jekla ali pocinkanega jekla. Nastavitev je primerna tudi za delo z zlitinami na osnovi bakra. Rezultat izhodne povezave je visoke kakovosti.
Če izberete pravo delovno mešanico, bodo deli zanesljivo povezani in se zaradi intenzivne uporabe ne bodo odprli niti pri povečanih obremenitvah.
Nastavitev napetosti
Vedno je potrebna različna globina penetracije. Razlikujeta se tudi debelina plošč in velikost delov, ki jih je treba spojiti. Zato morate pravilno nastaviti napetost na varilnem stroju.

Pravilo je samo eno - z večanjem količine energije, porabljene za taljenje spajke in zlitine ter gorenje obloka, se povečuje tudi potreba po večji napetosti. Navsezadnje je napetost tista, ki je odgovorna za pretvorbo električnega toka v toplotno energijo.
Napetost se prilagaja v korakih. Na sodobnih varilnih strojih je pravilno prilagoditi ta parameter v dveh stopnjah:
- Prva faza namestitve – na hrbtni strani polavtomata se zažene eden od načinov delovanja instalacije (1. ali 2.).
- Druga stopnja namestitve – izbira nivoja napetosti za določen način delovanja. Vsak polavtomatski varilni stroj ima vedno ločeno stikalo za delo s tem parametrom.
Napetost na varilnem stroju je vedno izbrana med dvema načinoma - minimalno in maksimalno. Za lažjo pravilno nastavitev napajalne napetosti proizvajalci na enote postavijo opomnik, ki vam omogoča, da ta parameter prilagodite hitrosti podajanja žice. Vsak varilni stroj ima svojo tabelo načinov delovanja.
Napajalna napetost mora biti pravilno nastavljena. Bistvo je, da če ga nastavite prešibko, globina penetracije ne bo zadostna. Nastali šiv bo preveč krhek. Nasprotno, če nastavite instalacijo s previsoko napetostjo, lahko delovni material zažgete in postane neprimeren za uporabo.
Nastavitev hitrosti podajanja žice
Hitrost dovajanja žice na varilni stroj je treba prilagoditi šele po pravilni nastavitvi napetosti. Hitrost podajanja določa, kako hitro se bo material stopil. Hkrati pa na delovanje vpliva tudi napetost, ki jo dovaja varilni aparat.

Ko se začne proces taljenja varilne niti, se hitrost, s katero se začne premikati, postopoma zmanjšuje. Pomembno je, da pravilno konfigurirate, ker:
- Če nastavitev napajanja elektrode ni bila pravilno izvedena, se bo ob stiku s kovinskimi konstrukcijami njena oblika začela spreminjati, preden se začne proces taljenja. Elektroda varilnega stroja se bo začela lepiti na delovno površino, kar bo povzročilo nastanek nepotrebnega povešanja. Šiv bo prekinjen in površen.
- Če je podajanje filamenta nastavljeno tako, da se podaja prepočasi, obstaja nevarnost, da elektroda izgori, še preden se stopi. Hkrati se zamaši konica gorilnika varilnega stroja. Nastali šiv bo valovit.
Na varilnem aparatu morate najpogosteje prilagajati podajanje žice, saj se po vsaki spremembi napetosti ali uporabi drugih polnilnih niti izgubi nastavitev podajanja žice. Številni modeli enot vam omogočajo pravilno izbiro nastavitve napajanja elektrod v samodejnem načinu (vsa dejanja se izvajajo elektronsko).
Izkušeni varilci raje uporabljajo naslednje znamke varilnih strojev: invertersko varjenje Naprava Resanta (modeli 190, 200), Awelco (f5 - tudi z inverterjem), Vniissok (Mig-180), Fubag, Svarog, Kedr, Aurora.
Na internetu je veliko videov, ki razlagajo modele varilnih strojev. Če torej želite, da je enota opremljena s samodejnimi nastavitvami različnih parametrov delovanja in da deluje pravilno, je priporočljivo, da se z njimi seznanite.
Vse nastavitve so med seboj povezane. Da bi pravilno razumeli značilnosti odnosov, je pametno preučiti tabelo.

Nastavitev pravilne polarnosti
Pravilna nastavitev polarnosti na varilnem stroju je najlažja. Proizvajalci na ohišjih enot vedno postavijo znake, ki olajšajo razumevanje, katero polarnost (neposredno ali obratno) je najbolje izbrati v določeni situaciji. Vse je odvisno od kovin in zlitin, s katerimi boste sodelovali.
Za nastavitev neposredne polarnosti pravilno priključite plinski gorilnik na sponko z znakom "–". Za nastavitev varilnega stroja v načinu obratne polarnosti je plinski gorilnik priključen na priključek z znakom "+". Zaradi poenostavitve se ti terminali imenujejo "pozitivni" in "negativni".
Polarnost se prilagodi glede na vrsto niti, ki se v določenem trenutku uporablja pri namestitvi. Na voljo sta 2 možnosti:
- Žica je preprosta. V tem primeru je trdna. Za uporabo za interakcijo z različnimi kovinami je potrebna uporaba zaščitnega plina. Nit je brez dodatkov. Delovna površina mora biti popolnoma čista. Dovoljeno je uporabljati preprosto žico samo v zaprtih prostorih. Z njegovo uporabo lahko računate na nastanek enakomernega, tankega šiva.
- Žica ima tok. Osrednji del niti ima poseben dodatek. Zasnovan je tako, da tvori plin, ki opravlja zaščitno funkcijo. Zato ni potrebe po dodatni uporabi drugih zaščitnih plinov. Prav tako sploh ni potrebno temeljito očistiti delovne površine. S takim spajkom lahko komunicirate na prostem - močan veter vam ne bo preprečil, da bi dosegli enakomeren šiv. Res je, da posledično nastane velika količina žlindre, ki jo bo treba odstraniti.
Če uporabljate običajen navoj iz bakra, je pravilno, da vedno upoštevate obratno polarnost in se priključite tudi na pozitivni pol. Toda v tem primeru je treba na kovino, ki jo je treba variti, uporabiti negativni naboj. Če je žica opremljena s fluksom, mora imeti ravno polarnost. Povezava se izvede preko negativnega terminala. Sponka s pozitivnim nabojem je nameščena na delu, ki ga je treba variti.
Nastavitev podaljška žice
Za pravilno nastavitev varilnega aparata morate poskrbeti tudi za nastavitev podaljška žice. Doseg se nanaša na razdaljo med koncema konice in žico. Zaradi poenostavitve bi morali upoštevati samo dolžino, ki sega nit od konice.
Če vam uspe pravilno konfigurirati ta sistemski parameter, boste med delovanjem lahko odpravili veliko količino brizganja, zaradi česar je končni šiv neenakomeren in estetsko neprivlačen. Tudi sam varilni stroj bo imel manj tresljajev. Varjenje kovinskih konstrukcij bo izvedeno pravilno - mogoče se bo izogniti gorenju in nezadostni trdnosti povezave listov med seboj.
V primeru uporabe majhnih premerov so parametri previsa in izpusta enaki drug drugemu. Če se debelina niti poveča, je treba parameter sprostitve zmanjšati za 1-10 milimetrov (odvisno od situacije).
Obstaja veliko velikosti odhodov. Toda večinoma se uporabljajo samo 3 možnosti. Vsak od njih je neposredno odvisen od tega, kakšno zasnovo ima določena plinska šoba in kakšno zaščitno okolje se uporablja v trenutnem varilnem stroju.
Samo ob upoštevanju teh značilnosti postopka lahko pravilno konfigurirate varilni stroj in nastavite potrebno dolžino podaljška žice. Zdaj pa naravnost k možnostim:
- V večini primerov je treba izdajo čim manj konfigurirati. Povprečne vrednosti so od 6 do 10 mm. Vrednost je primerna v primeru, ko se ogljikov dioksid (mešanica argona) uporablja kot zaščitni medij med kuhanjem jekla. Ko se količina uporabljenega argona poveča, se poveča tudi dolžina izhoda.
- Če se odločimo za uporabo čistega argona v zaščitne namene, je treba previs navoja varilnega stroja pravilno nastaviti tako, da bo večji od 10 mm. Pri nekaterih modelih se sprostitev samodejno prilagodi, da se doseže največja učinkovitost pri varjenju materialov.
- Če je konica šobe nameščena neposredno v ohišju varilnega stroja (vdolbljena vanj), potem, če nastavite previs prekratek, zahtevana stopnja taljenja ne bo dosežena. Zato je tako pomembno, da ta element pravilno konfigurirate.
Da bi bolje razumeli, kako pravilno nastaviti varilni stroj, je najbolje, da imate to tabelo vedno pri roki.
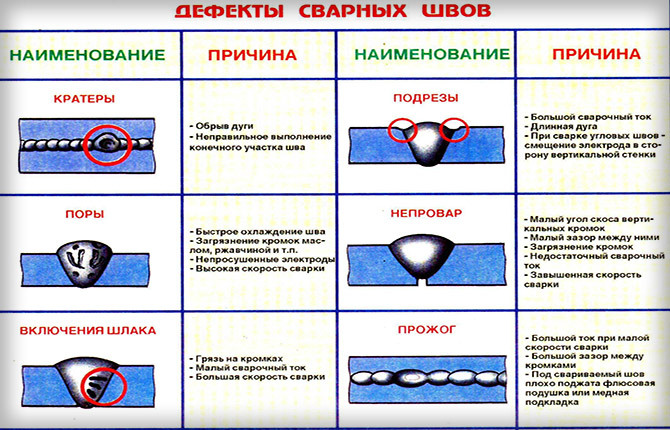
Najpogostejše okvare in njihovi simptomi
Pomembno je, da varilni stroj pravilno nastavite. V nasprotnem primeru bo kakovost šiva močno prizadeta. Ali, še huje, sam varilni stroj bo odpovedal. Spodaj je nekaj priporočil izkušenih ključavničarjev. Preden sami nastavite varilni stroj, jih je vredno preučiti.
- Če je dobavljena napetost nezadostna, zvar ne bo prodrl dovolj globoko.
- Če materiala pred varjenjem ne očistimo dovolj dobro, bo šiv nastal sunkovito.
- Ne premikajte gorilnika predaleč. Če se med varjenjem nahaja na razdalji več kot 12 mm od materiala, bo šiv nastal občasno.
- Če je uporabljena visoka napetost, vendar materiali, ki jih spajamo, niso dovolj debeli, obstaja velika verjetnost, da se prežgejo. Vse to bo povzročilo dodatne stroške časa in sredstev za odpravo težave.
- Če v območju varjenja ni zaščitnega plina, šiv postane porozen in pridobi zelenkast odtenek. Znano je, da poroznost negativno vpliva na celotno trdnost konstrukcije. Zato se njegovo izobraževanje ne sme dovoliti.
- Z varilnim strojem delajte šele po diagnozi njegovega stanja. Vedno je treba opraviti vizualni pregled. Preverite, ali je prišlo do kršitve celovitosti delov pod napetostjo.
Nemogoče je delati brez posebnih zaščitnih varilnih mask, ki zatemnijo bliskavice. Kameleonske maske delujejo kot svetlobni filter za zaščito pred bliskavicami visoke svetlosti. Brez njih ne morete delati - lahko resno poškodujete oči.
Zdaj se vprašanja o tem, kako pravilno nastaviti varilni stroj, ne bi smela pojaviti. Morate dosledno upoštevati navodila in priporočila, predstavljena v članku. Samo v tem primeru bo enota delovala pravilno.
Koliko pozornosti namenjate postavitvi inštalacije pred delom? Bodite prepričani, da delite svoje mnenje v komentarjih. Shranite članek med svoje zaznamke. Morda vam bo pomagal tudi pri nastavitvi naprave.


