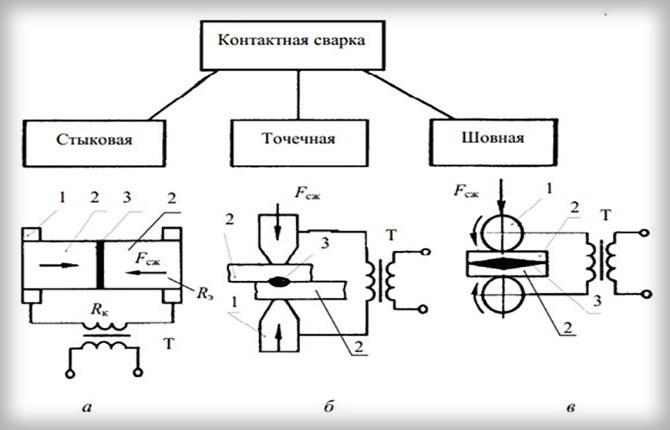
Najpogostejša vrsta varjenja je točkovno varjenje. Uporablja se za povezovanje kovinskih delov in konstrukcij. Kakovost takšne povezave bo odvisna od pravilnega trajanja električnega impulza. Poglejmo, kako narediti točkovno varjenje.

Vsebina članka:
-
Priprava na točkovno varjenje
- Priprava varilnega stroja
- Priprava varilnih elektrod
- Priprava površine
-
Tehnika točkovnega varjenja
- Izbira mesta za varjenje
- Uporaba točkovnega varjenja
-
Značilnosti točkovnega varjenja
- Prednosti in slabosti
- Področja uporabe
-
Osnovne napake pri točkovnem varjenju
- Opis napak
- Načini, kako jih popraviti
Priprava na točkovno varjenje
Za kakovostno povezavo je potrebno pravilno izvesti pripravljalna dela. Sestavljeni so iz priprave površine, varilnik in elektrode.
Priprava varilnega stroja
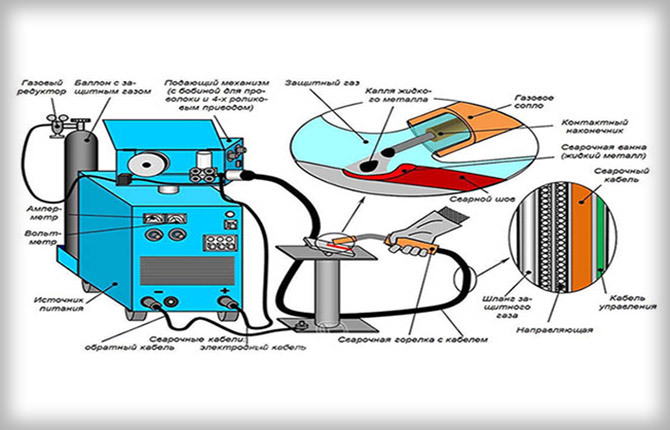
Za izvedbo varjenja je potrebna posebna oprema. Podjetja uporabljajo varilne stroje. Sposobni so delati z različnimi vrstami kovin.
Gospodinjski potrošniki uporabljajo kompaktne varilne stroje. Naprava je opremljena s sponkami in transformatorjem nizke moči. Preden ga zaženete, je potrebno preveriti ujemanje moči varilnega stroja in indikatorjev napajanja.
Po tem je nameščena varilna žica. Njegova vrsta in premer morata ustrezati konici varilne pištole in vodilni cevi. Če morate uporabiti žico drugačnega premera, se pogonski valj obrne ali zamenja z ustreznim.
Tuljava varilnega stroja ima lahko različne velikosti. Če se ne prilega, uporabite adapter. Pred začetkom nastavitve je žica nameščena v želeni utor. Po tem se pritisne z nastavitvenim valjem.
Na naslednji stopnji je pripravljena dovodna cev. Treba ga je razgrniti in odstraniti pregibe. To je mogoče priročno narediti na ravni površini.
Beremo: Električno varjenje za začetnike
Priprava varilnih elektrod
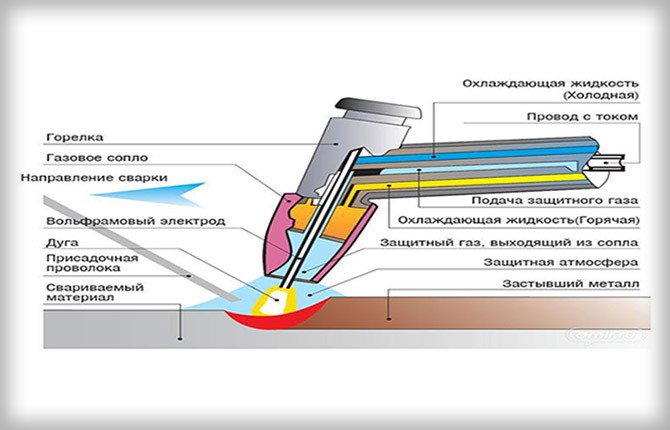
Elektroda je glavni atribut varjenja, ki opravlja funkcijo dovajanja električnega toka na dele, ki jih je treba variti. Za njihovo izdelavo se uporabljajo zlitine z visoko električno in toplotno prevodnostjo. Te lastnosti imajo zlitine bakra ali brona.
Konica elektrode se najbolj segreje, zato je to del, ki najhitreje postane neuporaben. Zaradi tega ga je treba med varjenjem brusiti. Optimalna oblika konice je stožec.
Za razširitev uporabe elektrod morajo biti izpolnjeni številni pogoji:
- izberite elektrodo glede na material, s katerim morate delati;
- uporabite vodni jopič;
- Ne uporabljajte elektrod s tanko konico za težko varjenje;
- Elektrode pravilno shranjujte in preprečite, da bi se poškodovale.
Priprava elektrod za delo vključuje njihovo žganje ali sušenje. To je treba storiti, da se zmanjša raven vlage v premazu, kar negativno vpliva na kakovost opravljenega dela.
Neposušene elektrode je težko vžgati, drobiti ali lepiti. Posušiti je treba tik pred uporabo, saj lahko kalciniranje iste elektrode več kot 3-krat povzroči, da se obloga odlepi s palice.
Priprava površine
Preden izvedete točkovno varjenje z lastnimi rokami, morate pripraviti kovino. Postopek je sestavljen iz čiščenja območja, kjer bo izdelan šiv, pred korozijo, kontaminacijo in oksidacijo. Brez tega se lahko med delovanjem moč naprave zmanjša in stopnja njene obrabe se poveča.
Za čiščenje površine uporabite brusilnik z brusnim papirjem, kovinsko krtačo ali peskanje. Če je del majhen, ga lahko hranite v posebni raztopini.
Postopek priprave bo drugačen pri delu z aluminijem ali z zlitino iz njega. Na površini te kovine je oksidni film. Ne dovoljuje, da se del popolnoma segreje in zvari. Zato ga je treba pred začetkom dela odstraniti.
Tehnika točkovnega varjenja
Postopek točkovnega varjenja temelji na impulzu varilnega toka, ki povzroči segrevanje delov. Njegovo trajanje je 0,01-0,1 s. Tak impulz vodi do taljenja kovine v kontaktnem območju s tvorbo tekočega jedra. Enako bo za oba dela, ki ju je treba sestaviti. Po tem se deli nekaj časa držijo, dokler se ne ohladijo in jedro kristalizira.
Izbira mesta za varjenje
Prostor, kjer se izvajajo varilna dela, mora biti čist. Vsa orodja morajo biti v dobrem delovnem stanju. Delo na pritrjevanju ali montaži konstrukcij je treba izvajati v podstavkih, na ravni površini.
Transformator je postavljen na kovinsko ploščad z višino 10 in širino najmanj 80 cm. Dostop do njih mora biti brezplačen. Stikala za transformator so nameščena na cevnih stojalih. Tokovni pretvorniki so nameščeni na tleh ob stebrih, stikalne naprave pa so nameščene na steni stebra.
Za varno varjenje je potrebno stabilno prezračevanje. Tako boste zmanjšali količino škodljivih snovi, ki se pojavljajo v zraku med točkovnim ali drugim varjenjem.
Beremo: Kako variti navpične in vodoravne šive z električnim varjenjem
Uporaba točkovnega varjenja
Obstaja več stopenj postopka točkovnega varjenja:
- čiščenje površin, izravnavanje in prileganje obdelovancev;
- pritrjevanje delov s kleščami s stiskanjem do rahlega odklona;
- segrevanje kovine z uporabo elektrode, taljenje, oblikovanje varjenega jedra;
- pri delu z avtomatsko napravo se sprosti stiskanje;
- izklop toka, potem ko delovna površina pridobi rdeč odtenek;
- močno stiskanje delov za oblikovanje visokokakovostnega varjenega jedra, ko se kovina ohladi.
Da bi preprečili brizganje kovine, je treba nadzorovati stiskanje delov med uporabo toka.
Značilnosti točkovnega varjenja
Posebnost točkovne metode je vpenjanje delov s posebnimi kleščami, skozi katere poteka električni tok. Z njegovo pomočjo se kovina na mestu stika z elektrodo segreje. V tem času se del stisne in na nekaterih zmehčanih območjih dobimo nekakšno "vročo zakovico", omejeno s konico.
Lastnosti točkovnega varjenja:
- delovna napetost - manj kot 10 V;
- delovni tok - nad 1000 A;
- kratkotrajna povezava (nekaj sekund);
- visok pritisk, ki ga ustvarjajo klešče.
Prednosti in slabosti
Prednosti točkovne metode varjenja kovinskih elementov:
- Visoka hitrost. Visoka temperatura omogoča hitro in enakomerno spajanje kovine. S tem se izognemo njegovi deformaciji.
- Nizki stroški, ki omogočajo množično uporabo točkovne tehnologije. Avtomatizacija procesa dodatno zmanjša stroške.
- Nizka poraba energije v primerjavi z drugimi varilnimi tehnikami.
- Enostavnost opravljanja dela.
Toda tehnika ima tudi slabosti:
- Nezmožnost povezovanja delov velike debeline. To je posledica dejstva, da nastali šiv ne bo dovolj močan in se lahko poškoduje zaradi fizičnega ali mehanskega vpliva na del.
- Varjenje zahteva prosti prostor.
- Videz povezave morda ni dovolj privlačen, zato se točkasta tehnika uporablja na neopaznih mestih.
- Velika nevarnost med delom. Pomembno je upoštevati varnostne ukrepe, da preprečite poškodbe. Potrebna je tudi posebna zaščita pred kovinskimi brizgi in iskrami.
Področja uporabe
Metoda točkovnega varjenja se uporablja, kadar je potrebno izdelati kovinske konstrukcije s povezovanjem posameznih elementov. Tehnologija je zanesljiva, hitra in enostavna za izvedbo, sam proces pa je možno avtomatizirati. Zato se tehnika uporablja, če morate narediti naslednje strukture:
- avtomobili, kmetijska, železniška in druga oprema;
- gospodinjski aparati (hladilniki);
- mikroelektronski elementi;
- okvirji iz armature za monolitne plošče;
- nakit.
Osnovne napake pri točkovnem varjenju
Za izdelavo trajnega izdelka je pomembno, da se izognete običajnim napakam pri izvajanju varilnih del. Na kaj morate biti pozorni, da naredite kakovosten dizajn?
Opis napak
Točkovno varjenje zahteva natančne nastavitve in spremljanje dobljenih rezultatov. Najpogostejše napake so:
- Izgorel. To je luknja v strukturi, katere robovi se zlahka odlepijo. To se zgodi, ko pride do dolgega impulza, velikega toka ali velike kompresije kovinskega dela, ki povzroči pregrevanje in izpraznitev. Da bi se temu izognili, morate zmanjšati pritisk ali zmanjšati tok.
- Razlitja. Če se dlje časa uporablja šibek impulz ali se uporablja močna kompresija, se lahko kovina premakne izven jedra s tvorbo praznin. Med delovanjem takšni pljuski spominjajo na iskre, ki letijo iz točk. Debelina okoli teh točk se zmanjša, zaradi česar je povezava manj varna.
- Pomanjkanje penetracije. Jedro se morda ne segreje, če naredite šibak impulz, zrahljate klešče in dela ne stisnete preveč. To lahko privede do tega, da se taka točka odlepi med telesno aktivnostjo. Do pomanjkanja fuzije lahko pride, če so zvarne točke blizu druga drugi, tako da sosednja točka postane šant, ki prevaja del električne energije. Taljenje kovine ne bo dovolj.
- Zmanjšanje premera točke. Če naredite kratek impulz ali ohlapno pritisnete dele, bo površina taline nezadostna. V tem primeru se na točki oblikujejo mikrozlitine, ki so šibkejše od monolitnega varjenja.
- Razpoke v kovini. Pojavijo se lahko, če so konice narejene blizu roba prekrivanja, kovina ni pripravljena ali klešče niso pravilno stisnjene. Takšno napako je mogoče pregledati pod povečevalnim steklom.

Načini, kako jih popraviti
Preverjanje kakovosti točkovnega varjenja je precej težko. Ultrazvočne tehnike, ki se običajno uporabljajo v proizvodnji, morda niso učinkovite. Za preverjanje končnega dela se izvede kontrolni preskus loma.
Če so ugotovljene napake, lahko storite naslednje:
- ponovno privarite konico;
- očisti zunanje brizganje;
- izvrtajte napako in jo ponovno zavarite s polavtomatskim varilnim strojem;
- naredite zakovico (pihanje ali varjeno);
- ustvariti vročo točko.
Tehnologija točkovnega varjenja je precej pogosta. Toda profesionalna oprema je draga, zato lahko mojstri doma naredijo domače naprave iz starih mikrovalovnih pečic. Risbe in diagrami naprave so na voljo na internetu.
Točkovno varjenje je enostavno za izvedbo in ima minimalne finančne stroške. Pri izvajanju je potrebno upoštevati varnostne ukrepe in upoštevati pravila dela. To bo zmanjšalo tveganje za poškodbe in vam omogočilo izdelavo visokokakovostne kovinske konstrukcije.
Imate veščine točkovnega varjenja? Delite svoje skrivnosti v komentarjih. Prav tako ne pozabite dodati članka med zaznamke in deliti povezave s prijatelji.