Relativt nyligen, på marknaden för VVS-armaturer, var huvudavstängningsanordningen en traditionell ventil - inte särskilt pålitlig, med många driftsproblem. Mer framgångsrikt var ersättningen av ventilalternativ med fullhålsventiler med ett kulelement. Alla är inte lika i kvalitet.
Produktion kulventiler kräver ett nytt förhållningssätt till processen, åtminstone användningen av modern teknik. Sådana avstängningsventiler kan inte tillverkas med halvhantverksmetoder.
Innehållet i artikeln:
- Varför är det lönsamt att tillverka kulventiler
-
Typer av kulventiler
- Med olika kroppstyper
- Efter typ av mediaflödeskontroll
- Med olika flödessektionsdesign
- Med olika anslutningsmetoder
- Teknik och utrustning
- Teknologisk process för tillverkning av kulventiler
-
Produktion i Ryssland och i världen
- ARCO
- VEXVE
- ADL
- BROEN
- Bologovsky ventilanläggning
- Bugatti
- aqualink
Varför är det lönsamt att tillverka kulventiler
Efterfrågan på avstängnings- och reglerventiler bara ökar. När gamla stålrör och ventiler skrotas växer idén att använda en kulventil på nya plaströr i popularitet.

Produktion med korrekt organisation av den tekniska processen kan inte vara olönsam av två skäl:
- i en hushållsvattenförsörjning eller värmekrets står kulventiler för minst 90 % av alla ventiler. De återstående 10 % avser en traditionell ventil vid ingången av ett vattenrör till ett hus eller lägenhet;
- tillverkningen av en kulventil är mer tekniskt avancerad. Det kräver ingen stor maskinpark och kostsamma operationer med att gjuta stålämnen.
Men i det här fallet talar vi om tillverkning av kulventiler i mässing. Modeller gjorda av rostfritt stål eller PPR-propen beaktas inte. Rostfria slussventiler används främst för rörledningar för industriellt bruk och inom livsmedelsindustrin.

De kostar mer än traditionella ventiler. En kulventil gjord av polypropen gjuts av företag som tillverkar PPR-rör. Det är billigt, men används uteslutande på polypropenvattenrör.
Tillverkningen av en kulventil i mässing anses vara mer lönsam, eftersom det är en universell produkt.
Med en liten modifiering av monteringsmetoden kan den användas på:
- polypropen;
- stål;
- polyeten PEX-rör;
- metall-plast vattenrör.
Kulventilen har flera designfunktioner som positivt påverkar efterfrågan och lönsamheten i produktionen:
- enkelt låssystem. En metallkula med ett hål som roterar runt en vertikal axel skapar praktiskt taget inte turbulens i vätskeflödet, vilket innebär mindre vätskeförlust. Du kan installera en billigare modell med ett kulelement med mindre flödesarea än en traditionell ventil;
- den lilla kroppen passar väl in i raden av vattenrör eller värmesystemets krets. Det finns inga utskjutande, som en ventil, långa stjälkar med massiva handtag;
- enkelt sätt att installera. Att installera en kulventil tar några minuter. För att sätta den enklaste ventilen i en gjutjärns- eller bronskropp behöver du kopplingar med sporrar eller en adapter med en uppsättning packningar för en flänsanslutning.
Ett annat plus är att kulventilen är lättare att underhålla. Om högkvalitativa material används i produktionen kommer det att fortsätta fungera i tio år. Ventilunderhåll kräver periodisk löpsvängning av spindeln längs gängan, öppning-stängning av spjället. Annars fastnar tallriksventilen och den gängade delen av axeln. Det är svårt att öppna en sådan ventil.
Typer av kulventiler
Någon produktion kan inte baseras på lanseringen av en modell som ersätter eller duplicerar den gamla gjutjärnsventilen. Idag finns det åtminstone flera versioner av mässingsventilen med kulelement, det finns en efterfrågan på dem, och därför ingår de också i produktionsplanen.
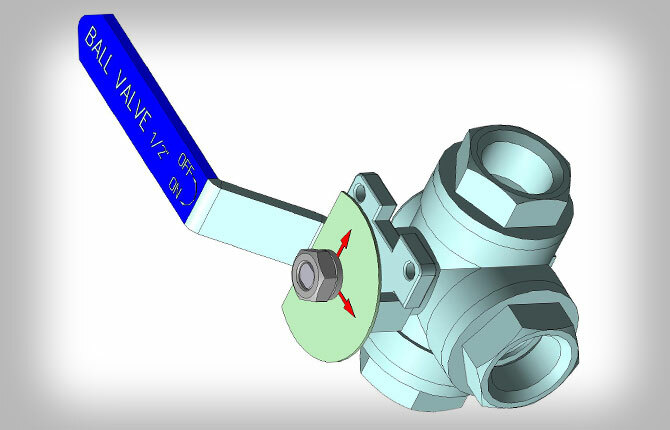
Ett typiskt arrangemang av en klassisk kran visas i diagrammet.
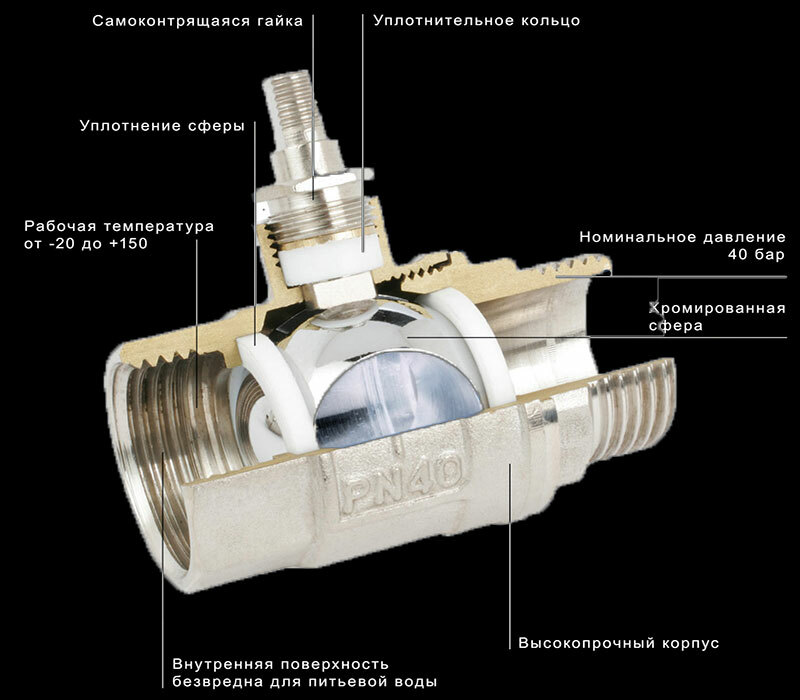
Grunden för produkten är en mässingskropp med en central kammare, inuti vilken det finns ett sfäriskt element. Kulan har ett genomgående hål, vars diameter är en bråkdel av en millimeter mindre än inloppet.
Låselementet kan rotera på skaftet runt en vertikal axel. Kanterna är förseglade med fluorplastringar som passar tätt mot bollens förkromade yta.
Det finns få detaljer, de är alla av en enkel konfiguration, så produktionen kan enkelt automatiseras.
Med olika kroppstyper
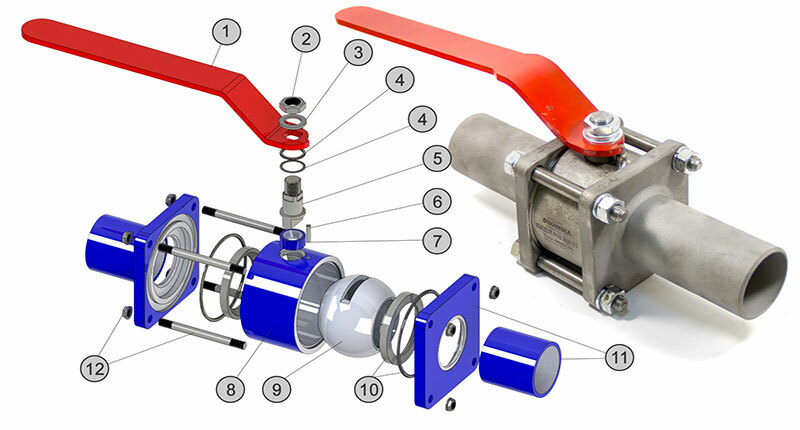
Beroende på kulventilens driftsförhållanden sätts flera typer av kropp i produktion. Det enklaste alternativet är med en hopfällbar kropp, inbördes gänga för beslaget.

Kroppen är gjord i form av två delar, sammankopplade med tråd. Tillverkningen av sådana modeller är lite dyrare, men det är möjligt att byta kulelementet och trycktätningsringen av fluorplast.
Billigare modeller monteras med krymppassning utan gängor. Tillverkningen kan bli mer lönsam eftersom en automatiserad press kan användas för att montera kulventilen.
För underjordiska verktyg används en icke-separerbar kulventil med en stålkropp med en skyddande beläggning. Ett särdrag i produktionen är användningen av svetsning för monteringsarbete.
Högtrycksrörledningar är utrustade med avstängningsutrustning av stål med gjuten kropp.
Tillverkningsprocessen av stålkulventiler skiljer sig från mässingsmodeller endast i de material som används och hur kulan är installerad. Kulan placeras inuti genom hålet för stammen, och istället för den senare används en konisk hylsa. Kultätningen är gjord av polyoximetylen och en nitrilgummiring är placerad på hylsan.
En kulventil gjord av speciella stålsorter används som avstängningsventiler på ledningarna för transport av flytande livsmedelsprodukter, frätande vätskor.
Tillverkning med klassiska metoder hämmas av den dåliga bearbetbarheten hos rostfritt stål. Därför är kroppen prefabricerad, vilket gör att du kan reparera och underhålla ventilens inre hålighet och till och med ändra kulelementet.
Efter typ av mediaflödeskontroll
I konventionell låsutrustning kan kulelementet ta två lägen - "öppen" och "stängd". Mellanliggande alternativ, när ventilen inte är helt öppen, betraktas som offdesign och rekommenderas inte för användning för konventionella modeller.
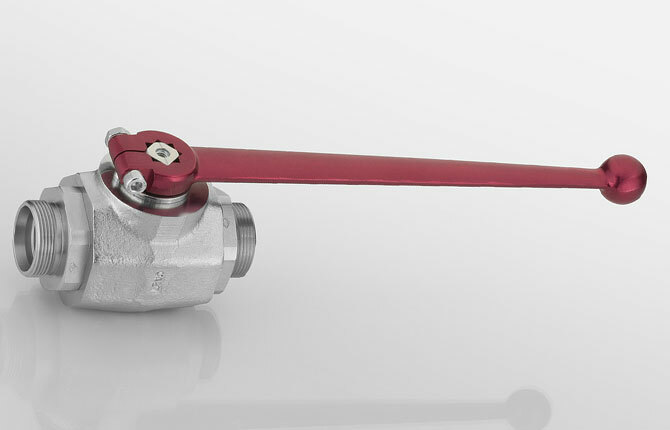
Förmågan att öppna kulelementet inte helt, men i en viss vinkel, används för att styra flödet av ett flytande medium i trevägsventiler.

Tillverkningen av enkla modeller från mässing kräver ingen extra utrustning. För produktion av produkter från korrosionsbeständigt stål kommer specialiserade metallbearbetningsmaskiner att behövas.
Med hjälp av en kran kan du koppla om det inkommande vätskeflödet till ett av de två utloppen. Dessutom är det i vissa modeller tillåtet att rotera kulelementet inte helt, men i en viss vinkel.
Flödet genom ventilen kan regleras manuellt eller med hjälp av ett par elmotor - växellåda.

I samband med den ökade populariteten för värmesystem som "varmt golv" expanderar produktionen av halvautomatiska ventiler för att reglera temperaturen på kylvätskan i värmekretsen aktivt.

Med olika flödessektionsdesign
Kaviteten inuti bollen kan variera i form och storlek. För tillverkning av trevägsmodeller används två typer av flödessektioner - "L" och "T" former.
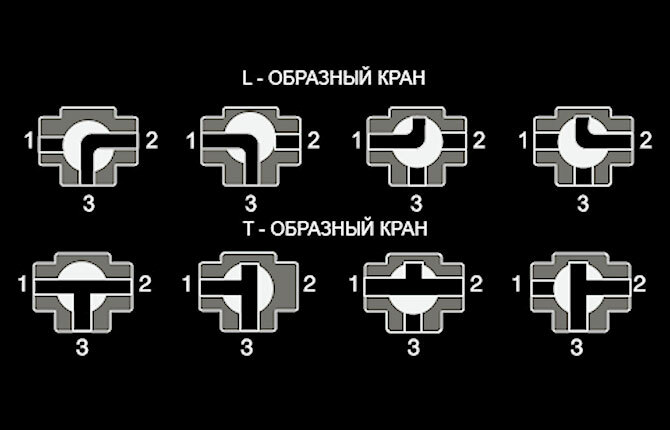
I det första fallet gör L-kaviteten det möjligt att överföra flödet från ett utlopp till ett annat. T-kaviteten gör det dessutom möjligt att arbeta i läget för en konventionell fullflödesventil.
Vid tillverkningen av en kulventil för vätskor med hög fastämneshalt är den främre kanten av inloppskaviteten speciellt rundad och polerad. Detta görs för att undvika avsättning av föroreningar och minska metallslitage.
Med olika anslutningsmetoder
Fodral skiljer sig också åt i sättet att fästa på rör och rörledningar. Ingången kan göras med invändig eller utvändig rörgänga under koppling.
För polyeten-PEX-rör görs ett eller båda inloppen i form av en koppling för tryckprovning av polyeten med en hylsa.
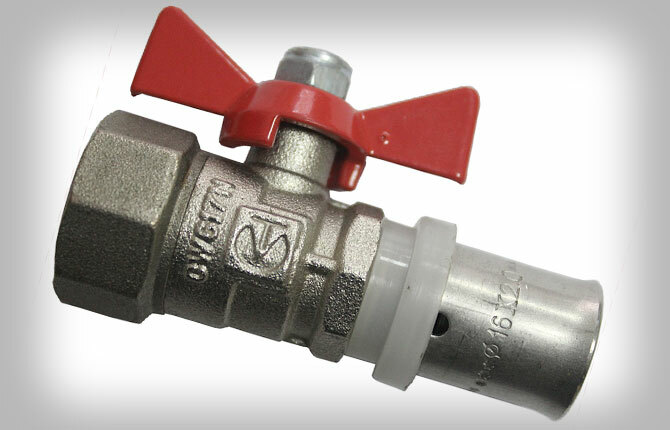
För tillverkning av ventiler för metall-plaströr används det centrala blocket av kroppen av standardmodellen för gängning. Inloppet och utloppet skruvas fast i kroppen, samtidigt som de har en koppling och en gängad sektion för en kompressionsmutter.

Detta tillvägagångssätt för organisationen av produktionen av kulventiler gör det möjligt att göra några av delarna universella och i slutändan minska tillverkningskostnaderna.
Teknik och utrustning
För att starta produktionen behöver du:
- tryck med en uppsättning stämplar. Under varje kulventil du behöver minst två uppsättningar stans- och varmstansningsdynor;
- installation för beredning av mässingspulver för att avlägsna föroreningar från ytan av mikropartiklar. Ofta överges denna utrustning, vilket minskar produktionskostnaderna, men avsevärt minskar kvaliteten på arbetsstycket efter pressning;
- CNC-maskin för borrning, svarvning och gängning;
- galvanisk anläggning för nickelavsättning;
- en monteringspress för att krympa tätningar, en spindel, landning av ett kulelement i en ventilkropp.
För små serieproduktion behöver du:
- fluoroplastiska ringar;
- gummitätning på stammen;
- lim;
- roterande handtag av flera typer;
- nötter.
Allt ovanstående är billigare att köpa färdigt än att sätta upp produktionen på egen hand.
Du kommer också att behöva köpa frimärken för varmpressning. Tillverkningen av ett sådant verktyg kräver sofistikerad utrustning och ytterligare kontroller, så det är bättre att beställa dem på ett specialiserat maskinbyggande företag.
Om det enligt affärsplanen är planerat att producera hela sortimentet av mässingsventiler och beslag, kommer det åtminstone att vara nödvändigt att köpa kompressionsmuttrar, kex, hylsor för alla typer av rör.
Teknologisk process för tillverkning av kulventiler
Tillverkningen börjar med att värma formen och mässingspulvret. Tillverkning genom varmstansning kommer att kosta lite mer än icke-järngjutning, men med garanti för att det inte finns några gjutfel och skal. Smideskroppar vid låg temperatur, som görs vid tillverkning av billiga Zamak-blandare, är inte meningsfullt på grund av låg kvalitet.

Efter att kroppen kommer ut ur formen kyls den och rengörs från fettrester. Därefter utförs avfettning och applicering av ett nickelskikt i ett galvaniskt bad. Ett hål för skaftet skärs ut på en CNC-maskin, en gänga skärs och monteringsspår bearbetas för inhysning av fluorplasttätningar.
Bollen är köpt klar. Inuti den är en hålighet av en viss form borrad, polerad och (om nödvändigt) krompläterad. Stammen är gjord på liknande sätt.
Monteringen utförs på pressen. Lim appliceras och en tryckfluoroplastisk ring pressas in i kranen från sidan av vätskeinloppet. Därefter sätts en kula in, en stång pressas in och en kroppsmutter med en andra PTFE-ring skruvas på.
I slutet av monteringen sätts en gummitätning på stammen, en klämmutter lindas och ett handtag placeras. Kulventilen testas under tryck och om det inte finns några kommentarer anses tillverkningsprocessen vara avslutad.
Produktion i Ryssland och i världen
Trots att produktionstekniken har utvecklats tillräckligt i praktiken skiljer sig kulventilen från olika tillverkare i kvalitet, hållbarhet och ofta i utseende. Låt oss ta en närmare titt på produkterna från olika inhemska tillverkare och skapa vårt eget betyg.
ARCO
Välkända tillverkare av rördelar. Produkterna tillverkas i Spanien och Tunisien. Den spanska kulventilen är identisk i kvalitet med den som tillverkas av branschen.

Vad vi är uppmärksamma på när vi väljer en ARCO kulventil:
- bra kvalitet på mässingskroppen, graden av porositet är identisk med gjutgodset. Under tillverkningsprocessen utsätts ämnet för kulventilen dessutom för termostatstyrning. Mässing är densamma - CW617N / CW614N;
- Teflonringinsatser är mycket flexibla, så ventilen tål lätt tryck upp till 15 bar, i testet - alla 50 bar.
Produktionstekniken innefattar drift av tvåstegspolering och efterbehandling av stålkulan. Efter borrning kontrolleras kulelementet med avseende på utlopp medan det är monterat på spindeln, varefter ytan förkromas och poleras.
Positiva aspekter - utmärkt kvalitet på alla delar, smidig öppning - stängning utan att sticka eller "klibba".
Den negativa sidan är det höga priset, en riktig kulventil från ARKO bör kosta minst 3 euro. Den andra nackdelen är att produkten ofta demonteras i kommersiella lager och ersätter kulelementet med en kinesisk stålkula.
VEXVE
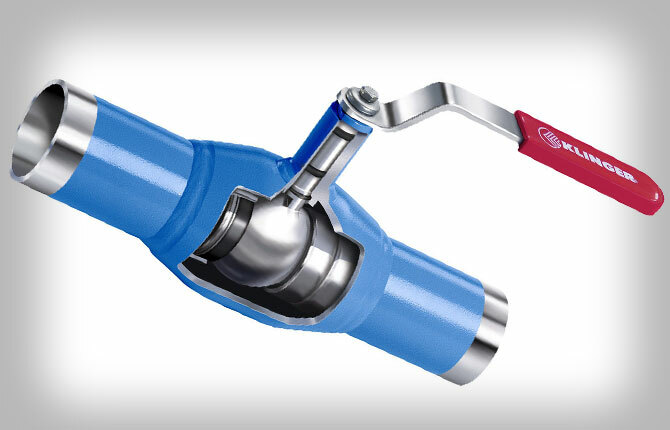
Företaget är beläget i Finland och ägnar sig åt konstruktion och tillverkning av helsvetsade kranventiler med hel hål. Detta innebär att kulstrukturen är placerad inuti huset utan löstagbara anslutningar.
Grindventiler är huvudsakligen konstruerade för användning med högtrycksproduktrörledningar - upp till 40 bar. Vid tillverkningen av kulventilen används legerat stål, kroppen är av kvalitet P235GH, kulan och spindeln är X5CrNi1810.
| Modell | Parametrar |
| Anslutning | Svetsad |
| Nominella diametrar | DN10-600 |
| framledningstemperatur | från -30 OFrån till +200 OMED |
| Tryck, bar | 25 |
| Nodmaterial | |
| Ram | Stål St.37.0/37.8 |
| Boll | AISI304 |
| Stock | AISI303 |
| tätningsringar | PTFE+C |
| Penna | Stål galvaniserat |
| Täta under spindelbussningen | Teflon |
Hållbarheten och tätheten hos kultätningen säkerställs av två Belleville-fjädrar som pressar PTEF+C O-ringarna mot kulytan.
Installation utförs med svetsutrustning endast på stålrör. Sedan 2014 har VEXVE OY (Finland) sålt sina egna produkter under varumärkena VEXVE och NAVAL. VEXVE-kulventilen är designad för användning i industriell produktion, främst i petrokemiska produktrörledningar, så kostnaden är ganska hög. Till exempel kostar den minsta modellen med en borrdiameter på 15 mm från $50.
Generellt sett är kvaliteten på ventilerna hög.
ADL
Det ryska företaget "ADL" är specialiserat på produktion av avstängningsutrustning för produktrörledningar av alla slag - från inhemska nätverk till industriella rörledningar. Produktionsvolymen är stor. Produktionen av huvuddelen av produkterna tillhandahålls av automatiserade linjer.

Mässingkulventiler för hushållens VVS är kända under varumärket "Boston", "Chicago". Stålavstängningsventiler säljs under varumärket "Bival" och "ADL".
Kostnaden för produkter är ungefär hälften lägre än deras finska och spanska motsvarigheter, kvaliteten motsvarar prisstapeln. En standard ½” Boston-mässingskran med ett amerikanskt handtag och ett fjärilshandtag säljs från $2,50.
BROEN
Företagets huvudsakliga produktion är belägen i Danmark, det finns filialer i Ryska federationen, Moskva-regionen och mer än femtio länder. Det är främst specialiserat på stålventiler, men det finns också serier av konventionella mässings fullflödesmodeller. Tillverkad under varumärket Ballomax.
Kvaliteten på produkterna beror till stor del på produktionsplatsen. Europeiska produkter är 100 % testade och testade enligt en komplex samplingsalgoritm. Därför är kvaliteten ganska hög.
Bologovsky ventilanläggning
Tillverkade flera kulventiler av samma typ gjorda av mässing och stål. Fram till sista stund var produktionen stabil, kvaliteten medelmåttig. Bologovsky-mässingkranar-kopplingar kännetecknades av en solid kropp med god marginal för tjockleken på materialet i den gängade sektionen. På denna plats har billiga produkter en spricka efter ett eller två års drift.
För ett par år sedan var mässingsarmaturer efterfrågade, eftersom priset på grindventiler och armaturer var till och med lägre än kinesiska produkter. Nyligen är produkter mycket mindre vanliga på marknaden, det finns många hantverksförfalskningar och försäljningspriset för originalet har mer än fördubblats.
Bugatti
Ett av de mest populära märkena av kulventiler. Tillverkad av företaget med samma namn i Italien. Huvudvikten i organisationen av produktionen ligger på den höga kvaliteten på mässingshöljet och en lång livslängd. En standard Bugatti kulventil klarar upp till 20 000 timmar. öppning-stängning.

Kroppen är alltid vit nickelpläterad. Ren mässing kan endast användas för icke-standardiserade beslag. Priset på en Bugatti kulventil är 1,5-2 gånger högre än genomsnittet, så märkesprodukter är aktivt förfalskade.
Hur man skiljer den ursprungliga italienska produkten:
- märkning på kroppen med bokstaven V i en romb, storleken på tråden måste anges, inskriptionen "Made in Italy";
- högkvalitativ yta på kulelementet. Ett transparent silikonfett av konsekvent typ läggs inuti höljet;
- på stammen används den ursprungliga formens klämmutter.
För ett parti kranar utfärdas alltid ett kvalitetscertifikat och ett pass för produkten. Men det mest pålitliga skyddselementet är den höga kvaliteten på höljets yta - det finns inga brister, ränder, stötar, fläckar.
aqualink
Rysktillverkade kranar kännetecknas av sin relativt lilla storlek och ökade vikt. Detta tyder på att densiteten och ogenomträngligheten mässingskropp mycket högre än de flesta konkurrenter.
Kvaliteten på kulventilen är märkbart högre än dess kinesiska motsvarigheter, men modeller av typen "Bow" köps främst för värme- och vattenförsörjningssystem med lågt internt tryck. Att överskrida mer än 5 bar minskar resursen av PTFE-liners. Kullagret raderar Teflon på ett par månader.
Fördelen med varumärket är det relativt låga priset på produkten.
Betyg av de bästa inhemska tillverkarna av kulventiler från sajten sovet-ingenera.com:
ARCO
1
VEXVE
0
BROEN
0
Bologovsky ventilanläggning
0
Bugatti
0
aqualink
0
ADL
-1
Tillverkningen av kulventiler betalar sig snabbt, eftersom efterfrågan på kvalitetsprodukter växer. Det har alltid funnits tillräckligt med problem med att välja en bra kran, även om det är från kända tillverkare. Därför, innan du köper, är det värt att noggrant studera modellerna, deras funktioner.
Testkulventiler från Bugatti, Oventrop och LD: video.
Dela din erfarenhet av att välja kulventiler, information om tillverkning av ventilbeslag i kommentarerna. Hur man väljer en kvalitetsmodell av den ursprungliga produktionen? Bokmärk den här artikeln så att du inte förlorar någon användbar information.


