Tillståndet för ett verktyg avgör kvaliteten och effektiviteten av dess användning. Bladskärpan är huvudindikatorn som påverkar normal drift yxa. Regelbunden och korrekt skärpning är viktig för att säkerställa det. Det finns olika sätt att redigera verktygets huvudarbetselement - med hjälp av en elektrisk skärpning, sandpapper, en slipstav, en slipmaskin. Vi kommer att förstå nyanserna av att använda den senare hemma.

@rusknife.com
Innehållet i artikeln
- Att slipa en yxa med en slipmaskin: de rätta stegen
-
Vad ska man tänka på så att skärpningen blir korrekt
- Hörnalternativ
- Fasbredd
Att slipa en yxa med en slipmaskin: de rätta stegen
För att säkerställa processens säkerhet och effektivitet bör du:
- Se till att det finns en speciell skiva avsedd för skärpning - användningen av ett skärhjul är förbjudet.
- För att fixera slipskivan - det är nödvändigt att ta bort höljet, använd speciella fästelement för åtdragning.
- Placera vinkelslipen i ett skruvstäd och fäst ordentligt.
- För att bearbeta bladets ytor, växelvis passera genom olika plan.
Uppmärksamhet! Innan du börjar arbeta bör du skydda dig själv med personlig skyddsutrustning.
En slipmaskin för bearbetning av arbetselement av yxor används om de senare är gjorda av högkvalitativt stål. Nackdelen med metoden är att det inte går att justera rotationshastigheten. Detta leder till kantöverhettning och förändringar i materialegenskaper.
Om du försummar fixeringen av vinkelslipen ökar risken för att slå cirkeln, och vinkeln kommer inte att bibehållas. Bladet kommer att skadas, och tjockleken i olika områden kommer att vara olika.

@rusknife.com
Vad ska man tänka på så att skärpningen blir korrekt
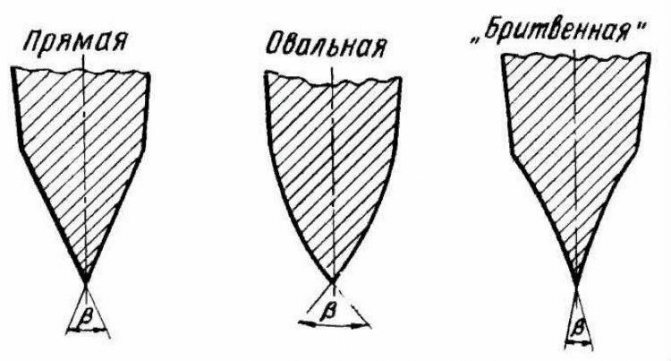
Det optimala sättet att redigera arbetsdelen beror på flera parametrar. I synnerhet från omfattningen. Skärpning kan vara:
- rak - lämplig för grovt arbete, som inkluderar att hugga ved, skära träd;
- oval - idealisk för exakta manipulationer, kallad universell eftersom den är lämplig för många typer av operationer;
- rakning - för ett mycket specialiserat verktyg.
@armrinok.ru
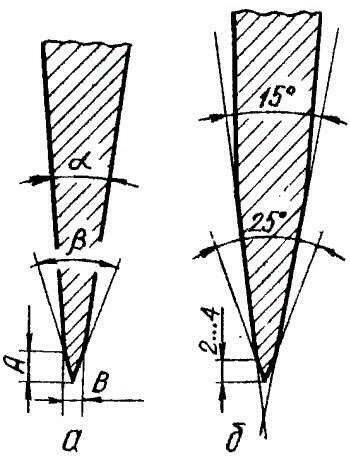
Skärpan på arbetsdelen beror på två huvudindikatorer: skärpningsvinkeln och avfasningarnas bredd.
Hörnalternativ
Innan du börjar bearbeta är det värt att göra ett prov på rätt vinkel. För detta behöver du:
- ta en bit hårt material och applicera markeringar;
- skär önskad form med en sax för metall;
- fäst den i kanten, markera områdena för redigering på bladet.
Enligt GOST bör skärpningsvinkeln vara annorlunda om verktyget används för olika typer av arbete - snickeri, konstruktion. Med detta i åtanke bör värdena vara 45° respektive upp till 30°.
De givna parametrarna anses inte vara stela och kan ändras.
Skärpan beror direkt på skärpningsvinkeln - ju mindre den är, desto skarpare är den. Däremot kan överdriven skärpning av arbetsytan leda till att den snabbt blir trubbig. Dessutom kommer verktyget att fastna i trämassan vid vedhuggning.
Fasbredd
Denna parameter representerar avståndet från skärområdet till sidoytan. Verktygets livslängd beror på vad dess värde är, samt hur skarpt bladet är.
@armrinok.ru
När avfasningen bärs under drift, kan en studs från pipans yta inträffa. För att redigera arbetsdelen och säkerställa effektiv användning används en dubbel escapement. Detta är en bearbetningsmetod när den första vinkeln är 15 °, och ytterligare skärpning utförs i enlighet med syftet med verktyget.
Att använda en kvarn för sådant arbete är ganska farligt. Du måste vara försiktig, vidta försiktighetsåtgärder och använda personlig skyddsutrustning.


