När vi diskuterar frågan om hur man löder rostfritt stål talar vi inte om svetsning. Specifikt är vi intresserade av frågan om att sammanfoga tunnplåt av rostfritt stål med lödning med ett minimum av utrustning. Lödning är märkbart enklare och gör att du kan koppla ihop små rostfria produkter med nästan juvelerarliknande precision och sömkvalitet.

Innehållet i artikeln:
-
Hur man löder rostfritt stål med tenn hemma
- Funktioner för lödning av rostfritt stål
- Använd utrustning
- Tennlödningslägen
- Löd för rostfritt stål och dess typer
- Matlod
- Lödning med gasfackla
- Skillnader mellan högtemperaturlödning och lågtemperaturlödning
-
De vanligaste misstagen
- Felaktig uppvärmning
- Försök att använda material av okänd sammansättning och kvalitet
- Fel val av lod
- Dålig förberedelse
- Resultat
Hur man löder rostfritt stål med tenn hemma
Denna anslutning är fördelaktig genom att även hemma kan processen att löda rostfritt stål bemästras på bokstavligen en halvtimme. Det kommer att ta flera tiotals mantimmar att lära sig hur man korrekt svetsar rostfritt stål.
Att löda rostfritt stål hemma är inte svårt om du har rätt utrustning:
- en kraftfull elektrisk lödkolv och en elektrisk värmare-spis om du planerar att löda rätter gjorda av tunt rostfritt stål;
- gasinsprutningsbrännare, om du behöver löda relativt enkla delar med hårda lödgrader med en smältpunkt på upp till 800OMED;
- propan-syrebrännare om en höghållfast anslutning med mässing eller nickel-silverlod krävs.
Dessutom måste du köpa rätt märke av lödning och märke av flussmedel. För varje typ av lödning finns det en egen optimal version av löd-flux-paret. Dessutom måste du göra ett lödstativ på vilket de delar som ska anslutas kommer att värmas upp. Vanligtvis används ett litet block av lättbetong eller tegelsten.
Viktig!Det verkar som att det inte spelar någon roll vad du använder för att löda det rostfria stålet. Faktum är att valet av substrat eller stativ för lödning av delar påverkar kvaliteten på anslutningen. Om du försöker löda på en plåt kommer du inte att kunna värma det rostfria stålet till den temperatur som krävs.
En annan regel: Du behöver bara löda rostfritt stål under huven, du kan använda garage, verkstad eller balkong, men inte inne i lägenheten.
Funktioner för lödning av rostfritt stål
För att löda rostfritt stål ordentligt måste du överväga följande.
- Sammansättningen av rostfritt stål är mycket mer komplex än vanligt kolstål. Rostfritt stål bör inte överhettas eller värmas under lång tid. Lödning måste göras snabbt, och det är tillrådligt att undvika långvarig exponering för en låga med hög temperatur på ett litet område av ytan.
- Rostfritt stål har en hög värmeutvidgningskoefficient och relativt låg värmeledningsförmåga. Om du löder metall med stark överhettning kommer lödområdet säkert att bli täckt med mikrosprickor. Det vill säga, du kan framgångsrikt löda två rostfria rör, men sedan under testning eller under belastning kommer en av dem att brista, och inte vid den lödda sömmen.

För att få högkvalitativ lödning måste du följa flera grundläggande regler:
- Rostfritt stål måste rengöras mekaniskt med sandpapper, en borste eller slipbehandling (ofta sandblästring) för att avlägsna oxidskiktet på ytan. Dessutom måste detta göras omedelbart före lödning av metallen.
- Rostfritt stål måste värmas upp snabbt och kraftigt till lodets smältpunkt. Flux bör appliceras på en yta som är uppvärmd till 90 % av driftstemperaturen, eller används tillsammans med löd. När det appliceras tillsammans utförs flussmedlet i form av beläggning av en lödstav eller inbäddad inuti den.
- För starka högtemperaturlödningar är det lämpligt att först behandla den varma ytan på det rostfria stålet med flussmedel. Så att det kemiskt aktiva reagenset har tid att djupetsa ytan på det rostfria stålet, ta bort avlagringar från gasflamman och först sedan löda delarna.
Vanligtvis föredras sekventiell bearbetning för lödning av rostfritt stål med hög halt av krom och nickel. Det är svårt att göra en koppling med tenn, men du kan använda mässing och nickel-koppar P-81. Även på rea kan du köpa färdiga stavar belagda med flussmÄssing FLAME 18 XFG, som kan användas för att löda rostfritt stål vid 870OMED.
Själva lödningsprocessen handlar om att korrekt sprida smältan med lod över den heta ytan så att den jämnt fyller fogen. Vid denna tidpunkt måste du värma det rostfria stålet med en brännare tills hela sömmen är fylld med smälta.
På långa linjära och cirkulära sömmar värms lödområdet upp med periodiska rörelser. Som du vet flyter själva smältan från en kallare zon till en varmare, så att du enkelt kan sprida lodet längs hela sömmens längd, bara genom att skickligt värma foglinjen med en ficklampa.
Använd utrustning
Rostfritt stål kan lödas med lågtemperaturtennhaltiga lod. För detta räcker det med en 100 W elektrisk lödkolv och en liten elektrisk spis. Kakelplattan används endast för att värma delen till temperaturen för applicering av flussmedel, och du kan löda den med en elektrisk lödkolv.

Ofta kommer en elektrisk spis väl till pass när du behöver täta flera sprickor i rostfria kokkärl. Med dess hjälp är det bekvämt att bibehålla den erforderliga lödtemperaturen utan att linda in disken i aluminiumfolie.
Typen av brännare väljs beroende på märket av lödlödning och flussmedel som används. Om du behöver löda med höghållfast koppar-nickel eller mässingslödning, är det bäst att använda en manuell propan-syrebrännare som "MICRO DM 284" eller liknande modeller.
Mikrobrännaren är kopplad till växellådor (via flamskydd) på propan- och syrgasflaskor. Denna installation kan göras med dina egna händer, även hemma. Den kan användas för att löda alla högtemperaturlödningar.
För koppar-silver lödningar räcker det med en manuell injektionsbrännare med en patroncylinder.

Den kan användas för att löda rostfritt stål med silverhaltiga hårdlod med en smältpunkt på upp till 700OMED.
Tennlödningslägen
Tennbaserade lod kan lödas med syra. Frågan är hur man löder rostfritt stål med tenn:
- Ytreparation av sprickor i tunnplåt av rostfritt stål. Metallytan är täckt med tenn över hela sprickans längd. En sådan söm tål praktiskt taget inte mekanisk belastning. Lödad för att säkerställa täthet mot vattenläckage.
- Fyllning av fogar och hörnsömmar av lådformade lådor, brickor och lådor i rostfritt stål. Lödad för att stärka rullkopplingen och säkerställa tätheten i fogen.
I båda fallen avfettas och rengörs först sömmen (sprickan) på det rostfria stålet. Om metallen är tjock kan du bränna den med en ficklampa. Därefter värms delen upp till 280OC och behandlas med flussmedel.

För tunna sprickor på rätter rekommenderas att använda en alkohollösning av kolofonium. Om du behöver löda non-food behållare eller lådor kan du använda lödsyra. Men enligt recensioner ger flussmedel tillverkat av ortofosforsyra högre kvalitet på rostfritt stål.
Löd för rostfritt stål och dess typer
För lågtemperaturlödning kan traditionella tennhaltiga material användas. Det finns många av dem, den bästa kvaliteten visas av speciella reparationslödningar för tätning av sprickor och förtenning av koppar.

För lödning av rostfritt stål med hårdlod är den bästa svetsen schweiziska Castolin ECO BRAZ 38230F. Silverhalt - upp till 30%. Priset kan vara upp till $400. per förpackning. Men kvaliteten är mycket hög även för nybörjare och lödning hemma. Du kan löda vid en temperatur på 670-750OMED.
Dessutom är sömmen plastisk och trögflytande. Förutom rostfritt stål används de ofta för att löda delar av cykelramar och dekorativ beklädnad av veteranbilar. Tål vibrationer bäst. Som ett alternativ kan silverhaltig L-A9 användas.
Du kan använda mässingsmaterial, Castolin 18XVG ger den starkaste lödfogen på rostfritt stål. Men det är svårt att löda rostfritt stål med mässing, även av schweizisk kvalitet. Sömmen kräver uppvärmning upp till 900OC, den lödda sömmen är stark, men för styv och icke-duktil. Den håller inte bra mot vibrationer, den används vid reparation av bilar och hushållsapparater.
Koppar-zink-nickel lod P-81 är en storleksordning billigare än silverhaltiga kvaliteter. Att löda rostfritt stål är svårt, uppvärmningstemperaturer upp till 950 grader krävs.OMED. Sömmen är mycket styv, hård och har ökad korrosionsbeständighet.
Universal PV-209 används som flussmedel. Man kan löda med en blandning av borax och borsyra, men kvaliteten är något sämre.
Matlod
Bland säkra material för lågtemperaturlödning av redskap av rostfritt stål kan vi rekommendera POS-1 eller POSu95-5 lödningar. Trots att vismut är en tungmetall och har en viss toxicitet, i allmänhet svetsen visar sig vara tillräckligt säker för att koka dricksvatten eller laga mat i behållare gjorda av av rostfritt stål.
Silverhaltiga material kan användas för hårdlod, förutsatt att kopparhalten inte överstiger 10 %.
Det är strängt förbjudet att löda livsmedelsklassat rostfritt stål med lod som innehåller antimon och bly, oavsett andel i lödmaterialet.
Lödning med gasfackla
Det finns flera standardscheman för att utföra en lödanslutning av två delar av rostfritt stål:
- lödning av två rör;
- lödning av en stålstav till en rostfri stålplåt;
- lödning av två ark ände i ände.
Det enklaste alternativet är att löda två rör. Detta kan vara anslutning av två delar av en rörledning av rostfritt stål eller montering genom lödning av ytterligare ett rör till den cylindriska huvudkroppen.
I vilket fall som helst måste du inte löda vid fogen, med en del som sätter sig inuti den andra. Därför har rören vanligtvis olika diametrar, det ena trycks in i det andra med minst 10 mm.
Om du behöver löda sidoröret till huvudkroppen i rostfritt stål måste du först göra ett hål som är lika med diametern på utloppet.
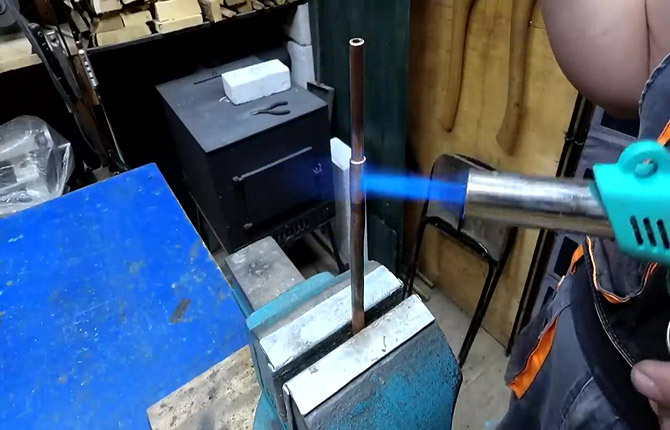
I båda fallen, efter strippning, monteras de rostfria ståldelarna och värms upp med en gasbrännarlåga. Så snart fläckar dyker upp på ytan, behandla sömmen med flussmedel och fortsätt uppvärmningen i några minuter till. Det sista steget är att ringa in fogen med änden av en lödstav, utan att stoppa uppvärmningen med brännaren. Så snart materialet fyller sömmen helt, avlägsnas värmen.
Lödning av två plåtar av rostfritt stål utförs enligt samma schema, alltid med preliminär bränning och rengöring av kanterna. Därefter läggs arken överlappande och värms upp med en gasbrännare tills missfärgning uppstår. Nu kan du behandla kanten med flussmedel, värma upp den och använda en flussstav för att sträcka ut smältan längs hela fogens längd.
Viktig!Högkvalitativt lod och flussmedel flyter djupt in i överlappningen. Billiga material fastnar vanligtvis bara på den yttre leden på grund av dålig flyt.
Det är lite svårare att löda en stav av rostfritt stål vinkelrätt mot en plåt. Först och främst måste du rengöra båda delarna längs de parande ytorna.
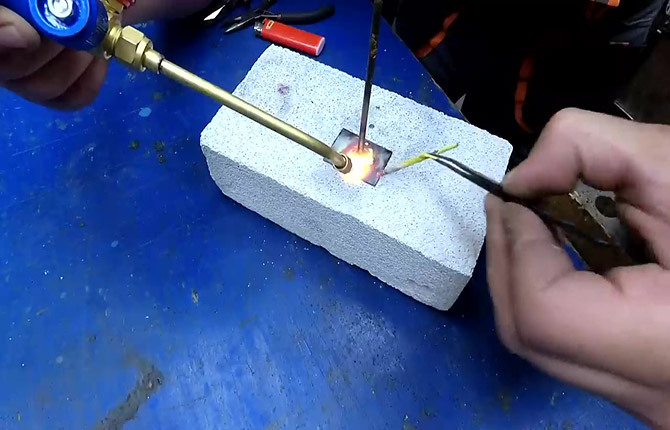
Därefter placeras stången vertikalt på arket, omedelbart behandlad med en liten mängd flussmedel, varefter båda delarna värms upp med en brännare till en hög temperatur. Smältan ska gå ände till ände under staven, men lodet är mer trögflytande och kanske inte kommer dit.
När flussmassan är helt smält kan du förtenna stavens bas med lod. Dessutom måste du löda med ett överskott av lödmaterial så att en smältpool bildas runt den. Nu måste du riva av stången från den rostfria stålplåten för en sekund för att förtenna änden och omedelbart återställa den på sin plats. De rostfria delarna värms upp med en brännare i ytterligare några sekunder och värmen stängs av.
Efter kylning bildas en mycket stark mässingslödfog.

Sömmens styrka erhålls på svetsnivå.
Skillnader mellan högtemperaturlödning och lågtemperaturlödning
Lödning av rostfritt stål med en ficklampa är ganska dyrt, eftersom högkvalitativa silverbaserade lödningar är flera gånger dyrare än halvautomatisk koldioxid- eller argonsvetsning. Lödning med mässing eller koppar-nickel P-81 hemma är ganska svårt, eftersom det kräver en speciell syre-propan-fackla och viss erfarenhet av att hantera den.
Men högtemperaturlödning har två viktiga fördelar:
- du kan löda mycket tunna, nästan smyckesdelar, reparera och återställa utrustning utan kvalitetsförlust;
- sömmen från massivt silver eller mässingslod är kontinuerlig, förseglad, utan porer eller håligheter.
Därför föredrar hantverkare ofta vid reparation av utrustning att löda rostfritt stål, särskilt tunnplåt, snarare än att använda svetsning.
Lågtemperaturlödning ger inte hög foghållfasthet. Men vanligtvis är styrkan hos fogen lödd med tenn PIC tillräcklig för att säkerställa tätheten och styvheten hos delen. Dessutom är lödning med tenn mycket lättare, inga speciella brännare eller dyra lödningar krävs.
De vanligaste misstagen
Oftast uppstår problem på grund av en kränkning av lödanslutningsteknik. Det finns en hel del anledningar, och de vanligaste är brådska i arbetet och ett försök att spara på material.
Felaktig uppvärmning
Det vanligaste misstaget är att försöka löda på fortfarande kalla arbetsstycken. Insprutningsbrännaren värms snabbt och effektivt, fogen som ska lödas kan värmas upp på några minuter.
Men om arbete utförs i ett ouppvärmt rum vid låga temperaturer, kyls arbetsstycket, till exempel en rostfri plåt, mycket snabbt. Därför måste du löda med en assistent eller dessutom värma arbetsstycket med en blåslampa eller elektrisk spis.

Försök att använda material av okänd sammansättning och kvalitet
Silverhaltiga lödlegeringar är mycket dyra - från 30 tusen. gnugga. och högre. Men ibland finns det helt enkelt inget alternativ om det krävs lödsömmar av hög kvalitet.
Endast hantverkare med lång erfarenhet kan framgångsrikt löda mässing med borax eller gamla lödningar av okänd sammansättning. Dessutom behöver du en fungerande syrgasbrännare. Om det redan finns ett behov av att göra en lödfog med mässing, är det lämpligt att åtminstone hyra en mikrolampa i ett par dagar och använda PV-209 istället för borax.
Fel val av lod
Innan du löder med ett visst lod måste du se till (läs instruktionerna på förpackningen) att detta material är unikt lämpligt för rostfritt stål på grund av dess egenskaper. Många vet till exempel inte att kopparfosfor inte är lämpligt för rostfritt stål.
Ett misstag görs ofta när silverlod används för att ansluta delar som samtidigt utsätts för stora statiska belastningar och vibrationer. Silverhaltiga legeringar är mycket mjuka och sega, så fogen "töjs" med tiden under belastning tills den går sönder.
I en sådan situation rekommenderas att utföra dubbellödning. Till en början med silver, sedan genast med koppar-nickel-zinklod. Dubbellödning är svårare, men om du behärskar det kan du löda rostfritt stål 0,1 mm tjockt med en styrka som inte är sämre än en svetsfog. I det här fallet kommer fogens täthet att vara en storleksordning högre.
Dålig förberedelse
Många problem orsakas av dålig ytrengöring. Du måste rengöra den under mycket lång tid och effektivt, kanske förbränna den. På rostfritt stål fäster oxider och ytkarbider mycket stadigt, så metallen rengörs med slipmedel och metallborstar tills den är blank (polera inte).
Resultat
Att välja vad man ska löda rostfritt stål med är inte så svårt, det finns en hel del av alla sorters lödningar baserade på silver och mässing på marknaden. Valet är stort, men styrkan på anslutningen beror till 90% på kvaliteten på materialen. Därför är det inte värt att spara.
Berätta om din erfarenhet av lödning. Vilka processegenskaper bör du vara särskilt uppmärksam på? Bokmärk också artikeln och dela den på sociala nätverk.