Det är omöjligt att köpa en svetsmaskin och använda den varje dag utan ytterligare inställningar. Denna enhet kräver en lista över förberedande arbete före användning. Annars fungerar det inte normalt. Hur man korrekt ställer in en svetsmaskin och vilka nyanser som bör beaktas när man arbetar med den - du måste lära dig om allt detta i förväg.

Innehållet i artikeln:
-
Installationsrekommendationer
- Val av gasblandning
- Spänningsinställning
- Ställa in trådmatningshastigheten
- Ställa in rätt polaritet
- Ställa in trådförlängningen
- De vanligaste misslyckandena och deras symtom
Installationsrekommendationer
Det finns flera driftsegenskaper hos installationen. Var och en av dem påverkar den korrekta funktionen. Du måste välja gasblandningen, justera spänningen och hastigheten med vilken tråden matas. Utför polaritetsjustering och justering av trådförlängning.
Det är rimligt att överväga varje steg i installationen av enheten mer i detalj separat.
Val av gasblandning
Övervägande av frågan om hur man korrekt installerar en svetsmaskin bör börja med att studera de grundläggande reglerna som bör följas när man väljer en gasblandning.

För att inte äventyra integriteten hos de delar som svetsas och själva svetsmaskinen måste de skyddas. För detta används ren gas eller en blandning bestående av flera gaser i olika proportioner - de pumpas in i svetszonen endast under arbete.
Vid användning av halvautomatiska svetsmaskiner används 2 gaser:
- kolsyra;
- argon.
Gaser kan användas både i ren form och med tillägg av olika kombinationer. För att arbeta med olika legeringar och den resulterande sömmen är av god kvalitet, måste du välja rätt proportioner:
- Ren koldioxid (koldioxid).De används för att ansluta tjocka plåtar och enskilda komponenter i installationer i ett stycke i olika riktningar. Materialen som arbetet utförs med är gjorda på basis av järn - gjutjärn och stål. I det här fallet, med hjälp av denna gas, kommer svetsmaskinen att korrekt bilda en djup penetration. Den negativa sidan av processen är bildandet av många gnistor. Den resulterande sömmen är ojämn och estetiskt obehaglig.
- Gasblandning nummer 1. Arbetsblandningen innehåller 25 % koldioxid och 75 % argon. Det bör användas korrekt i de fall det finns ett behov av att interagera med tunna metallplåtar. Genom att justera blandningen i dessa proportioner kan du uppnå en jämn söm.
- Gasblandning nummer 2. Innehåller 98% argon och endast 2% koldioxid. Denna justering av gasblandningen är korrekt vid anslutning av metallplåt av rostfritt stål eller galvaniserat stål. Inställningen är också lämplig för arbete med kopparbaserade legeringar. Resultatet av utgångsanslutningen är av hög kvalitet.
Om du väljer rätt arbetsblandning kommer delarna att anslutas tillförlitligt och öppnas inte ens under ökade belastningar på grund av deras intensiva användning.
Spänningsinställning
Ett annat penetrationsdjup krävs alltid. Skivornas tjocklek och storleken på de delar som ska sammanfogas skiljer sig också åt. Därför måste du justera spänningen på svetsmaskinen korrekt.

Det finns bara en regel - eftersom mängden energi som spenderas på att smälta lodet och legeringen, såväl som att bränna bågen, ökar, ökar också behovet av mer spänning. Det är trots allt spänningen som är ansvarig för att omvandla elektrisk ström till termisk energi.
Spänningen justeras i steg. På moderna svetsmaskiner är det korrekt att justera denna parameter i 2 steg:
- Första steget av installationen – på baksidan av den halvautomatiska enheten startas ett av installationsdriftlägena (1:a eller 2:a).
- Andra etappen av installationen – val av spänningsnivå för ett specifikt driftläge. Varje halvautomatisk svetsmaskin har alltid en separat omkopplare för att arbeta med denna parameter.
Spänningen på svetsmaskinen väljs alltid mellan två lägen - minimum och maximum. För att göra det lättare att korrekt justera spänningsförsörjningen placerar tillverkare en påminnelse på enheterna som låter dig justera denna parameter till trådmatningshastigheten. Varje svetsmaskin har sin egen tabell över driftlägen.
Matningsspänningen måste vara korrekt inställd. Summan av kardemumman är att om du ställer in den för svagt kommer inträngningsdjupet inte att vara tillräckligt. Den formade sömmen kommer att vara alltför ömtålig. Tvärtom, om du installerar en installation med för hög spänning, kan arbetsmaterialet brännas och det blir olämpligt för användning.
Ställa in trådmatningshastigheten
Hastigheten med vilken tråden kommer att matas på svetsmaskinen bör justeras först efter att spänningen har ställts in korrekt. Matningshastigheten avgör hur snabbt materialet smälter. Samtidigt påverkas driften också av spänningen som tillförs av svetsmaskinen.

När smältprocessen av svetstråden startar, minskar hastigheten med vilken den börjar röra sig gradvis. Det är viktigt att konfigurera korrekt eftersom:
- Om elektrodtillförselinställningen inte utfördes korrekt, när den kommer i kontakt med metallstrukturer, kommer dess form att börja förändras innan smältningsprocessen börjar. Svetsmaskinens elektrod kommer att börja fastna på arbetsytan, vilket kommer att framkalla bildandet av onödig hängning. Sömmen kommer att vara intermittent och slarvig.
- Om filamentmatningen justeras så att den matas för långsamt riskerar elektroden att brinna ut innan den hinner smälta. Samtidigt blir svetsmaskinens brännarspets igensatt. Den resulterande sömmen kommer att vara vågig.
På en svetsmaskin måste du justera trådmatningen oftast, för efter varje spänningsändring eller användning av andra tillsatstrådar tappas trådmatningsinställningen. Många modeller av enheter låter dig välja korrekt elektrodtillförselinställning i automatiskt läge (alla åtgärder utförs elektroniskt).
Erfarna svetsare föredrar att använda följande märken av svetsmaskiner: invertersvetsning Resanta-enhet (modeller 190, 200), Awelco (f5 - även med inverter), Vniissok (Mig-180), Fubag, Svarog, Kedr, Aurora.
Det finns många videor på Internet som förklarar modeller av svetsmaskiner. Därför, om du vill att enheten ska vara utrustad med automatiska justeringar av olika driftsparametrar och fungera korrekt, rekommenderas att du bekantar dig med dem.
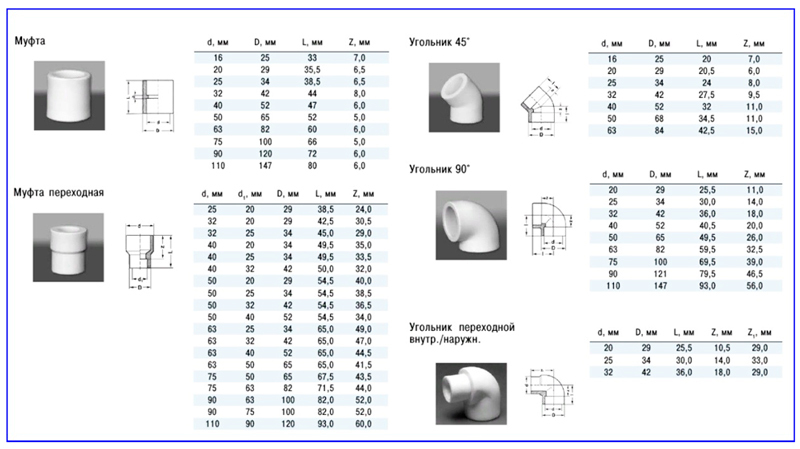
Alla inställningar är sammankopplade. För att korrekt förstå egenskaperna hos relationerna är det klokt att studera tabellen.

Ställa in rätt polaritet
Att ställa in polariteten korrekt på en svetsmaskin är det enklaste. Tillverkare placerar alltid skyltar på enheternas höljen som gör det enkelt att förstå vilken polaritet (direkt eller omvänd) som är bäst att välja i en viss situation. Allt beror på de metaller och legeringar som du kommer att interagera med.
För att ställa in direkt polaritet, anslut gasbrännaren korrekt till terminalen med "–"-tecknet. För att ställa in svetsmaskinen i omvänd polaritetsläge är gasbrännaren ansluten till terminalen med "+"-tecknet. För enkelhetens skull kallas dessa terminaler "positiva" och "negativa".
Polariteten justeras beroende på vilken typ av gänga som används på installationen vid en viss tidpunkt. Det finns 2 alternativ:
- Tråden är enkel. I det här fallet är det fast. För att använda den för interaktion med olika metaller är det nödvändigt att använda en skyddsgas. Tråden har inga tillsatser. Arbetsytan måste vara helt ren. Det är tillåtet att använda enkel tråd endast inomhus. Med hjälp av den kan du räkna med bildandet av en jämn, tunn söm.
- Tråden har flux. Den centrala delen av tråden har en speciell tillsats. Den är utformad för att bilda en gas som har en skyddande funktion. Därför finns det inget behov av att ytterligare använda andra skyddsgaser. Det är inte heller nödvändigt att noggrant rengöra arbetsytan. Du kan interagera med sådan lödning utomhus - en stark vind kommer inte att hindra dig från att uppnå en jämn söm. Det är sant att som ett resultat bildas en stor mängd slagg, som måste kasseras.
Om du använder en vanlig gänga gjord av koppar är det korrekt att alltid observera omvänd polaritet och även ansluta till den positiva polen. Men i det här fallet bör en negativ laddning appliceras på metallen som behöver svetsas. Om tråden är utrustad med flux måste den ha rak polaritet. Anslutningen görs genom minuspolen. En pol med positiv laddning placeras på den del som ska svetsas.
Ställa in trådförlängningen
För att ställa in svetsmaskinen på rätt sätt bör du även passa på att justera trådförlängningen. Räckvidd avser avståndet mellan spetsens ändar och tråden. För enkelhetens skull bör du bara tänka på längden som tråden sträcker sig från spetsen.
Om du lyckas konfigurera denna systemparameter korrekt, kommer du under drift att kunna eliminera en stor mängd stänk som gör den slutliga sömmen ojämn och estetiskt oattraktiv. Själva svetsmaskinen kommer också att uppvisa mindre vibrationer. Svetsningen av metallstrukturer kommer att utföras korrekt - det kommer att vara möjligt att undvika bränning och otillräcklig styrka i anslutningen av arken till varandra.
Vid användning av små diametrar är överhängs- och utloppsparametrarna lika med varandra. Om tjockleken på tråden ökar, bör frigöringsparametern minskas med 1-10 millimeter (beroende på situationen).
Det finns många avgångsstorlekar. Men huvudsakligen används bara 3 alternativ. Var och en av dem är direkt beroende av vilken design ett speciellt gasmunstycke har och vilken skyddsmiljö som används i den aktuella svetsmaskinen.
Endast med hänsyn till dessa processegenskaper kan du korrekt konfigurera svetsmaskinen och ställa in den nödvändiga trådförlängningslängden. Nu direkt till alternativen:
- I de flesta situationer bör utgåvan konfigureras så lite som möjligt. Medelvärden är från 6 till 10 mm. Värdet är lämpligt i en situation där koldioxid (argonblandning) används som skyddsmedium vid stålkokning. När mängden argon som används ökar ökar också längden på utloppet.
- Om man beslutar att använda ren argon i skyddssyfte bör svetsmaskinens gängöverhäng justeras korrekt så att det blir mer än 10 mm. I vissa modeller justeras frigöringen automatiskt för att få största effektivitet i svetsmaterial.
- Om munstycksspetsen är placerad direkt i svetsmaskinens kropp (infälld i den), kommer den erforderliga smältningsnivån inte att uppnås om du ställer in överhänget till att vara för kort. Det är därför det är så viktigt att konfigurera detta element korrekt.
För att bättre förstå hur man ställer in en svetsmaskin, är det bäst att alltid ha det här bordet till hands.
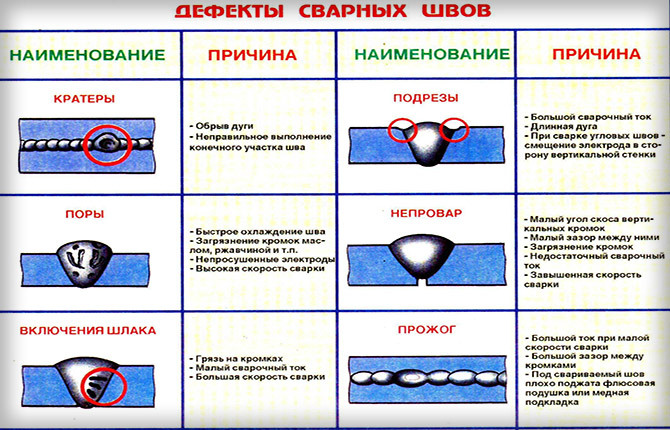
De vanligaste misslyckandena och deras symtom
Det är viktigt att ställa in svetsmaskinen rätt. Annars kommer kvaliteten på sömmen att lida mycket. Eller ännu värre, själva svetsmaskinen kommer att misslyckas. Nedan följer några rekommendationer från erfarna låssmeder. Innan du ställer in svetsmaskinen själv är det värt att studera dem.
- Om den tillförda spänningen är otillräcklig kommer svetsen inte att penetrera tillräckligt djupt.
- Om materialet inte rengörs tillräckligt väl före svetsning kommer sömmen att bildas ryckigt.
- Flytta inte brännaren för långt bort. Om den under svetsning ligger på ett avstånd av mer än 12 mm från materialet, kommer sömmen att bildas intermittent.
- Om en hög spänning appliceras, men materialen som ska sammanfogas inte är tillräckligt tjocka, är det stor sannolikhet att de bränns igenom. Allt detta kommer att leda till ytterligare tids- och resurskostnader som syftar till att eliminera problemet.
- Om det inte finns någon skyddsgas i svetszonen blir sömmen porös och får en grönaktig nyans. Porositet är känt för att negativt påverka den totala styrkan hos en struktur. Det är därför som dess utbildning inte bör tillåtas.
- Du bör endast arbeta med svetsmaskinen efter att ha diagnostiserat dess tillstånd. En visuell inspektion ska alltid utföras. Kontrollera om det finns någon kränkning av spänningsförande delars integritet.
Det är omöjligt att arbeta utan speciella skyddande svetsmasker som gör blixtarna mörkare. Kameleontmasker fungerar som ett ljusfilter för att skydda mot blixtar med hög ljusstyrka. Du kan inte arbeta utan dem - du kan allvarligt skada dina ögon.
Nu bör frågor om hur man korrekt ställer in svetsmaskinen inte uppstå. Du måste strikt följa instruktionerna och rekommendationerna som presenteras i artikeln. Endast i detta fall kommer enheten att fungera korrekt.
Hur mycket uppmärksamhet ägnar du åt att sätta upp installationen innan arbetet? Se till att dela din åsikt i kommentarerna. Spara artikeln i dina bokmärken. Kanske kan det hjälpa dig att konfigurera din enhet också.