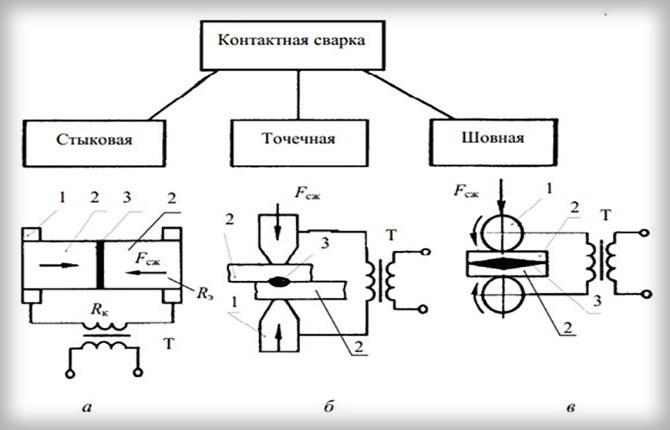
Nejběžnějším typem svařování je bodové svařování. Slouží ke spojování kovových dílů a konstrukcí. Kvalita takového spojení bude záviset na správné době trvání elektrického impulsu. Podívejme se, jak provést bodové svařování.

Obsah článku:
-
Příprava na bodové svařování
- Příprava svařovacího stroje
- Příprava svařovacích elektrod
- Příprava povrchu
-
Technika bodového svařování
- Výběr místa svařování
- Aplikace bodového svařování
-
Vlastnosti bodového svařování
- Výhody a nevýhody
- Oblasti použití
-
Základní chyby při bodovém svařování
- Popis chyb
- Způsoby, jak je opravit
Příprava na bodové svařování
Pro vytvoření vysoce kvalitního spojení je nutné správně provést přípravné práce. Spočívá v přípravě povrchu, svářečka A elektrody.
Příprava svařovacího stroje
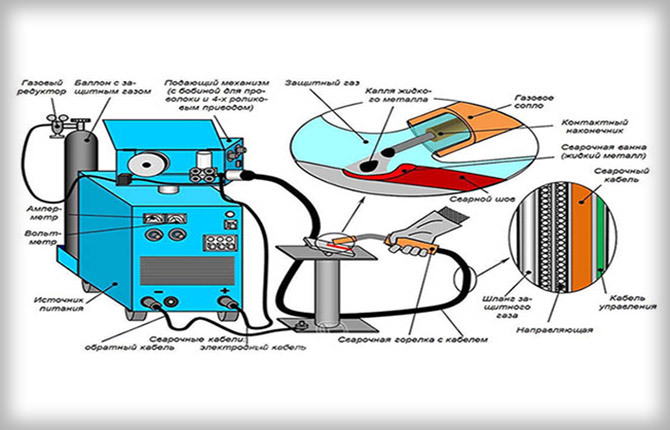
K provádění svařování je zapotřebí speciální vybavení. Podniky používají svářecí stroje. Jsou schopni pracovat s různými druhy kovů.
Spotřebitelé v domácnostech používají kompaktní svařovací stroje. Zařízení je dodáváno se svorkami a transformátorem s nízkým výkonem. Před uvedením do provozu je nutné zkontrolovat shodu výkonu svářečky a indikátorů napájení.
Poté se nainstaluje svařovací drát. Jeho typ a průměr musí odpovídat hrotu svařovací pistole a vodící hadici. Pokud potřebujete použít drát jiného průměru, hnací válec se otočí nebo vymění za vhodný.
Cívka svařovacího stroje může mít různé velikosti. Pokud nepasuje, použijte adaptér. Před zahájením seřizování se drát nainstaluje do požadované drážky. Poté se přitlačí seřizovacím válečkem.
V další fázi je připravena přívodní hadice. Je třeba jej rozvinout, aby se zabránilo zauzlování. To lze pohodlně provést na rovném povrchu.
Čteme: Elektrické svařování pro začátečníky
Příprava svařovacích elektrod
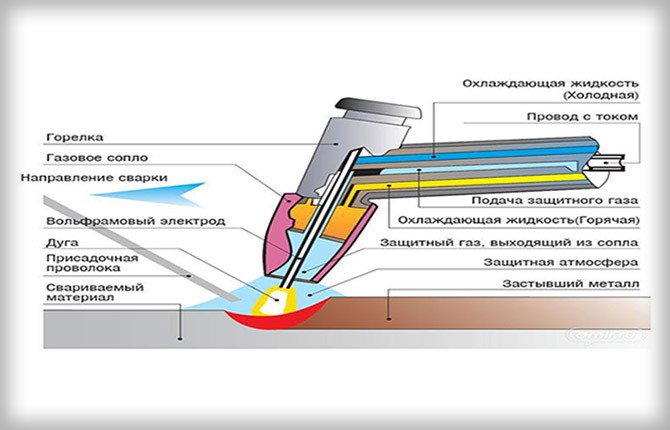
Elektroda je hlavním atributem svařování, který plní funkci dodávky elektrického proudu do částí, které je třeba svařit. Pro jejich výrobu se používají slitiny s vysokou elektrickou a tepelnou vodivostí. Tyto vlastnosti mají slitiny mědi nebo bronzu.
Špička elektrody se nejvíce zahřívá, proto je tato část nejrychleji nepoužitelná. Z tohoto důvodu je nutné při svařovacích pracích brousit. Optimální tvar hrotu je kužel.
Chcete-li rozšířit použití elektrod, musí být splněna řada podmínek:
- vyberte elektrodu na základě materiálu, se kterým potřebujete pracovat;
- použijte vodní plášť;
- Pro těžké svařování nepoužívejte elektrody s tenkým hrotem;
- Elektrody správně skladujte a zabraňte jejich poškození.
Příprava elektrod pro práci zahrnuje jejich kalcinaci nebo sušení. To musí být provedeno, aby se snížila úroveň vlhkosti v povlaku, což nepříznivě ovlivňuje kvalitu provedené práce.
Nevysušené elektrody se obtížně zapalují, drolí nebo lepí. Sušení musí být provedeno bezprostředně před jejich použitím, protože kalcinace stejné elektrody více než 3krát může vést k tomu, že se povlak odlepí od tyče.
Příprava povrchu
Před provedením bodového svařování vlastníma rukama je třeba připravit kov. Proces spočívá v čištění oblasti, kde bude šev vytvořen, od koroze, kontaminace a oxidace. Bez toho se během provozu může snížit výkon zařízení a zvýší se stupeň jeho opotřebení.
K čištění povrchu použijte brusku s brusným papírem, kovový kartáč nebo pískování. Pokud je součást malá, může být uchovávána ve speciálním roztoku.
Proces přípravy se bude lišit při práci s hliníkem nebo slitinou z něj vyrobenou. Na povrchu tohoto kovu je oxidový film. Neumožňuje úplné zahřátí a svaření dílu. Proto musí být před zahájením práce odstraněn.
Technika bodového svařování
Proces bodového svařování je založen na pulzu svařovacího proudu, který vede k ohřevu dílů. Jeho trvání je 0,01-0,1 s. Takový impuls vede k roztavení kovu v kontaktní zóně za vzniku kapalného jádra. Pro dva díly, které je potřeba sestavit, to bude stejné. Poté se části po nějakou dobu udrží, dokud nevychladnou a jádro nezkrystalizuje.
Výběr místa svařování
Místo, kde se provádějí svářečské práce, musí být udržováno v čistotě. Všechny nástroje musí být v dobrém provozním stavu. Práce na upevnění nebo montáži konstrukcí musí být prováděny na kozlíkech, na rovném povrchu.
Transformátor je umístěn na kovové plošině o výšce 10 a šířce minimálně 80 cm. Přístup k nim musí být volný. Vypínače pro transformátor jsou umístěny na trubkových stojanech. Na podlahu vedle sloupů jsou namontovány proudové měniče a na stěnu sloupu jsou namontovány spínací přístroje.
Pro bezpečné svářečské práce je nutné stabilní větrání. Sníží se tak množství škodlivých látek, které se objevují ve vzduchu při bodovém nebo jiném svařování.
Čteme: Jak svařovat vertikální a horizontální švy pomocí elektrického svařování
Aplikace bodového svařování
Proces bodového svařování má několik fází:
- čištění povrchů, vyrovnávání a osazování obrobků;
- upevnění dílů kleštěmi se stlačením do mírného vychýlení;
- ohřev kovu pomocí elektrody, jeho roztavení, vytvoření svařovaného jádra;
- při práci s automatickým zařízením se komprese uvolní;
- vypnutí proudu poté, co pracovní plocha získá červený odstín;
- silné stlačení dílů pro vytvoření vysoce kvalitního svařovaného jádra, když kov chladne.
Aby se zabránilo rozstřikování kovu, je nutné kontrolovat stlačení dílů během aplikace proudu.
Vlastnosti bodového svařování
Zvláštností bodové metody je upínání dílů speciálními kleštěmi, kterými prochází elektrický proud. S jeho pomocí se kov v místě kontaktu s elektrodou zahřívá. V tomto okamžiku je díl stlačen a v některých změkčených oblastech je získán jakýsi „horký nýt“, omezený špičkou.
Vlastnosti bodového svařování:
- provozní napětí - méně než 10 V;
- provozní proud - přes 1000 A;
- krátkodobé připojení (několik sekund);
- vysoký tlak vytvářený kleštěmi.
Výhody a nevýhody
Výhody bodového svařování kovových prvků:
- Vysoká rychlost. Vysoká teplota podporuje rychlé a rovnoměrné spojování kovu. Tím se zabrání jeho deformaci.
- Nízké náklady, umožňující masové využití bodové technologie. Automatizace procesu dále snižuje náklady.
- Nízká spotřeba energie ve srovnání s jinými svařovacími technikami.
- Snadné provedení práce.
Technika má ale i nevýhody:
- Neschopnost spojovat díly velké tloušťky. To je způsobeno skutečností, že výsledný šev nebude dostatečně pevný a může se poškodit v důsledku fyzického nebo mechanického nárazu na díl.
- Svářečské práce vyžadují volný prostor.
- Vzhled spoje nemusí být dostatečně atraktivní, proto se bodová technika používá na nenápadných místech.
- Vysoké nebezpečí při práci. Je důležité dodržovat bezpečnostní opatření, aby nedošlo ke zranění. Vyžaduje se také speciální ochrana proti postříkání kovem a jiskrám.
Oblasti použití
Metoda bodového svařování se používá, když je potřeba vyrobit kovové konstrukce spojováním jednotlivých prvků. Technologie je spolehlivá, rychlá a snadno proveditelná a samotný proces lze automatizovat. Proto se tato technika používá, pokud potřebujete vytvořit následující struktury:
- automobily, zemědělská, železniční a jiná zařízení;
- domácí spotřebiče (chladničky);
- prvky mikroelektroniky;
- rámy z výztuže pro monolitické desky;
- šperky.
Základní chyby při bodovém svařování
Aby byl výrobek odolný, je důležité vyvarovat se běžných chyb při provádění svářečských prací. Na co si dát pozor, abyste vytvořili kvalitní design?
Popis chyb
Bodové svařování vyžaduje přesné nastavení a sledování získaných výsledků. Nejčastější chyby jsou:
- Vyhořet. Jde o díru ve struktuře, jejíž okraje se mohou snadno odlepit. K tomu dochází, když dojde k dlouhému pulzu, vysokému proudu nebo velkému stlačení kovové části, což způsobí její přehřátí a vyčerpání. Abyste tomu zabránili, musíte snížit tlak nebo snížit proud.
- Rozlití. Pokud je aplikován slabý puls po dlouhou dobu nebo je aplikována silná komprese, kov se může pohybovat za jádro s tvorbou dutin. Během provozu takové cákance připomínají jiskry, které vylétají z bodů. Tloušťka kolem těchto bodů je zmenšena, čímž je spojení méně bezpečné.
- Nedostatek penetrace. Jádro se nemusí zahřát, pokud uděláte slabý impuls, povolíte kleště a díl příliš nestlačíte. To může vést k tomu, že takový bod během fyzické aktivity odpadne. Nedostatek fúze může nastat tam, kde jsou svarové body blízko sebe, takže sousední bod se stane bočníkem, který vede část elektrické energie. K roztavení kovu nebude stačit.
- Zmenšení průměru hrotu. Pokud provedete krátký pulz nebo díly volně přitlačíte, oblast taveniny bude nedostatečná. V tomto případě se v místě tvoří mikroslitiny, které jsou slabší než monolitické svařování.
- Praskliny v kovu. Mohou se objevit, pokud jsou body vytvořeny poblíž okraje překrytí, kov není připraven nebo kleště nejsou správně stlačeny. Takovou vadu lze zkoumat pod lupou.

Způsoby, jak je opravit
Kontrola kvality bodového svařování je poměrně obtížná. Ultrazvukové techniky běžně používané ve výrobě nemusí být účinné. Pro kontrolu hotového dílu se provádí kontrolní lomová zkouška.
Pokud jsou zjištěny závady, můžete provést následující:
- znovu svařte hrot;
- vyčistit vnější potřísnění;
- defekt odvrtejte a znovu svařte pomocí poloautomatického svářecího stroje;
- vyrobit nýt (foukaný nebo svařovaný);
- vykovat horké místo.
Technologie bodového svařování je zcela běžná. Ale profesionální vybavení je drahé, takže řemeslníci doma mohou vyrobit domácí zařízení ze starých mikrovlnek. Výkresy a schémata zařízení jsou k dispozici na internetu.
Bodové svařování se snadno provádí a má minimální finanční náklady. Při jeho provádění je nutné dodržovat bezpečnostní opatření a dodržovat pravidla práce. Snížíte tak riziko zranění a umožníte vyrobit kvalitní kovovou konstrukci.
Máte dovednosti bodového svařování? Podělte se o svá tajemství v komentářích. Nezapomeňte si článek uložit do záložek a sdílet odkaz se svými přáteli.