Kirvega karastamine on kuumtöötlus, mis hõlmab metalli kuumutamist väga kõrgele temperatuurile ja seejärel selle kiiret jahutamist. Protseduuri eesmärk on selliseid täiustada materjali omadused, nii kõvadus kui ka tugevus, vähendavad selle elastsust. See nõuab teatud tehnoloogia järgimist, kuid üldiselt on see lihtne protsess. Vajadusel saate seda ise teha.
Artikli sisu
- Kuidas aru saada, kas kõvenemine on vajalik
-
Kuidas ise kirvest karastada
- Lõõmutamine
- Kõvenemise etapp
- Puhkus
Kuidas aru saada, kas kõvenemine on vajalik
Kõigepealt peate kontrollima, kas selline protseduur on vajalik. Mitte kõik tootjad ei tooda kvaliteetseid tooteid. Juhtub, et omandatud kirves ei olnud üldse karastatud või viidi läbi protsessi rikkudes:
- esimesel juhul on tööriista materjal liiga pehme ja see põhjustab mõlkide ja sälkude ilmumist ning kiiret nürimist töö ajal;
- tehnoloogia rikkumine seisneb reeglina pärast kuumutamist karastamisetapi protsessist väljajätmises - metall on rabe ja kattub kiiresti pragudega.
Kvaliteedinõuetele vastavust kontrollitakse lamefaili abil. On vaja võtta väikese sälguga. Kui see libiseb vabalt üle pinna ilma seda kinni haaramata ja jälgi jätmata, viitab see sulami kõrgele kõvadusele.
@srub-banya.com
Kui kõigi näidustuste kohaselt on tööriista vaja karastada, tuleks kindlaks teha, milline teras selle valmistamisel läks. See on vajalik nõuetekohaseks töötlemiseks.
Parim teras, mida kvaliteetse kirve jaoks kasutatakse, on süsinikteras. See on varustatud märgistusega U7, U8, U8A.
Kuidas ise kirvest karastada
Kuumtöötlus koosneb mitmest etapist.
Metallil on ebaühtlane kristallvõre. Kui see läbib kuumutamise ja sepistamise etapi, kristallid hävivad ja nende struktuur muutub.
Selleks, et teras omandaks kõvaduse, on vaja saavutada süsiniku molekulide eriline paigutus kristallvõres. Sellist struktuuri nimetatakse pingeliseks või martensiitseks.
Lõõmutamine
Selle protseduuri käigus saadakse väga kõrge temperatuuri mõjul metall, mida iseloomustab homogeenne struktuur. Selle eripäraks on pinge puudumine kristallvõres. Materjal omandab pehmuse ja muutub töötlemiseks "painduvaks". Lõõmutamiseks sobib tavaline telliskiviahi.
Enne otse lõõmutamise juurde asumist on vaja lõikeserv lihvimise teel eemaldada nii, et selle paksus oleks 1 mm. Termilise kokkupuute korral teritus ikkagi sulab. Nüüd saate hakata soojendama.
Protsess näeb välja selline:
- Kirves kuumutatakse punaseks (see vastab temperatuurile üle 750-800 kraadi) - ahjus või sepikojas.
- Seejärel laske tööriistal jahtuda – koos ahju või söega.

@srub-banya.com
Pärast lõõmutamist saab sulamit kergesti töödelda metallilõikuriga.
Kõvenemise etapp
Kõvenemine on kuumutamine ja kiire jahutamine vees või õlis (puhas diisel).

@srub-banya.com
Sõltuvalt sulami kaubamärgist, millest on saanud tööriista tööosa tooraine, võib temperatuurirežiim veidi erineda. Teave selle kohta on saadaval metallurgia teatmeteostes. U7 ja U8 märgistusega toodete kuumutamine on viidud 800 kraadini.
Temperatuuri aitab määrata magnet. Teras lakkab magnetisimast 760 kraadi juures.
Edasi:
- Pärast seda, kui sulam on lakanud magnetile reageerimast, kuumutatakse seda veel paar minutit. Töödeldav toode peaks muutuma helepunaseks. Küttetemperatuuride määramiseks varju järgi saate kasutada tabelit.
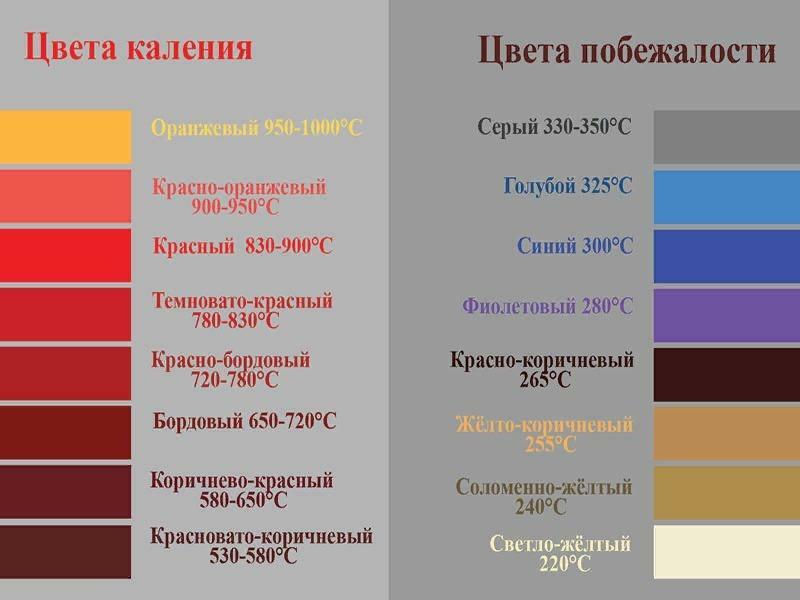
@wikimetall.ru
- Kuuma kuuma tööriista jahutatakse vette kastmisega. See ei tohiks olla liiga külm - optimaalne temperatuur on 30 kraadi. Kastke lõikeserv paariks sekundiks vette. Sel juhul tuleb kirvest liigutada, et nn aurukate ei tekiks.
- Seejärel lastakse tööriist täielikult õlisse, mille temperatuur peaks olema 50-60 kraadi. Tuleb olla ettevaatlik, kuna vedelik võib lekkida. Peate ootama, kuni toode jahtub, ja eemaldage see.
Mõnikord kasutatakse kõvenemiseks ainult õli. Katlakivi jäägid eemaldatakse raudharjaga.
Puhkus
Protseduur leevendab metallis liigset pinget. Siis muutub see kleepuvaks. Protsess toimub 300 kraadi juures. See võtab umbes tund aega, seejärel jahtub tera õhu käes.
Protsessi läbiviimiseks sobib kõige paremini temperatuuri seadistamise võimalusega ahi. Seade asetatakse kambrisse, kus hoitakse 300 °C temperatuuri.
Õige töötlemise korral peaks sulam muutuma siniseks.
Kõigi protseduuride tõhususe kontrollimiseks on vaja rakendada fail - kuidas seda teha, kirjeldati eespool. Kirve karastamine nõuab hoolt, ettevaatust ja tehnoloogiast kinnipidamist. Üldiselt on see aga üsna lihtne ja sellega saavad hakkama paljud.


