Argoonkeevitus on üks metallide ühendamise elektrikaare meetoditest. Kaar süüdatakse passiivses gaasisfääris volframelektroodi abil. Samal ajal sulatatakse keevitatavate detailide servad, mis koonduvad usaldusväärselt üheks.
Artikli sisu:
- Argoonkeevitus - omadused ja kirjeldus
- Argoonkeevituse klassifikatsioon
- Argoonkeevitus - mida vajate tööriistadest ja seadmetest
- Ohutusvastavus
- Kuidas kasutada argoonkeevitust samm-sammult juhised
Argoonkeevitus - omadused ja kirjeldus
Argoonkeevitusele iseloomulikuks tunnuseks võib pidada edukat elektri- ja gaaskeevituspõhimõtete kombinatsiooni. Seda keevitustehnikat iseloomustavad suurepärase kvaliteediga keevisõmblused. Need on hoolikalt poleeritud ja kogu töötsükli lõpus pole paaritumispunktid absoluutselt märgatavad.

Protsessi peamine tegur on elektrikaar. Siin toimub elektrienergia muundamine soojusenergiaks. Kõrge termiline lävi sulatab metalli keevituspunktis. Kui kaare liigutatakse sujuvalt, on materjal sulatatud ja toorikud on kindlalt ühendatud. Elektroodi liigutades reguleeritakse keevisvanni parameetreid, reguleeritakse keevituskiirust, läbitungimisastet, õmbluse kvaliteeti ja laiust.
Vahede täitmiseks sulatage õmblusele kõrge metallist rant, kasutatakse täitetraati. See peab olema keevitava materjaliga samast koostisest. Täitetraat juhitakse sulamistemperatuuri käsitsi.
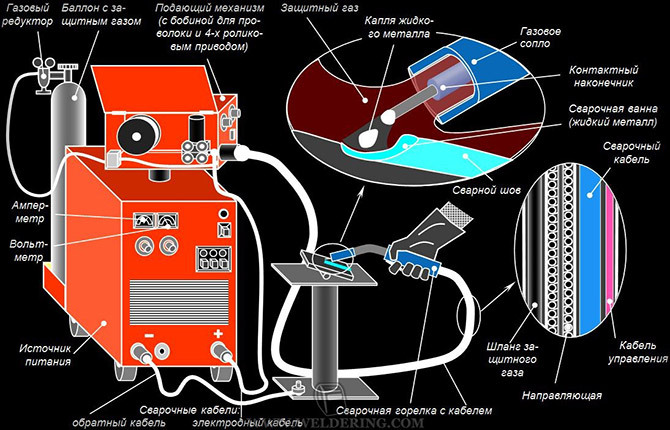
Toiteallikaks on inverter-tüüpi seade, millel on juhtseadmed, neutraalne gaasivarustussüsteem, pistikud, kuhu põleti on ühendatud. Vool võib muutuda, olla nii konstantne kui ka muutuv.
Argoonkeevitusseadme töötamise ajal juhitakse inertset argoongaasi läbi tööriista otsiku kaaretsooni. See "tõrjub" keevisvannist välja atmosfääriõhu, sealhulgas hapniku ja lämmastiku. Metallist õmblused on seega keevitamise ajal usaldusväärselt kaitstud. Samuti on kaitstud kaare alus - mittekuluv volframelektrood. Kui aga keevitatakse ilma inertgaasita, puutub volfram kokku hapniku agressiivse toimega ja hävib.
Atmosfääriõhk mõjutab negatiivselt keevitusprotsessi kvaliteeti.Termotsooni kaitsmiseks atmosfäärihapniku eest kasutatakse inertgaasi. Tavapraktikas on see argoon. Sel eesmärgil saab kasutada heeliumi, kuid selle maksumus on palju suurem. Argooni madalat hinda seletatakse sellega, et see on vaid tööstusliku õhu hapnikuks ja lämmastikuks eraldamise protsessi kõrvalsaadus.
Argoonkaare keevitamise eelised:
- Esteetiline, ülitugev õmblus.
- Fluxid, elektroodide katted pole vajalikud.
- Töötage mis tahes suurusega osadega.
- Võimalus katta osade kahjustatud osadele metalli nende taastamiseks.
- Raskesti keevitatavate metallide (titaan, malm, alumiinium jt) ühendamine.
- Minimaalne eralduvate aerosoolide hulk võrreldes teiste keevitusviisidega.
- "Argoonis" lõigatud metalli serv on ideaalse geomeetriaga, oksiid- ja nitriidkiled sellele ei teki.
- Argooni meetod võimaldab ühendada õhukesi metallikihte, teha spetsiaalseid keevitusoperatsioone.
Puudusteks on asjaolu, et argoonmetalli keevitamine on aeglasem kui teiste keevitusmasinate ja -meetoditega.

Argooniga töötamine ohustab inimeste tervist. Sissehingatav argoongaas võib põhjustada pearinglust, iiveldust, oksendamist, teadvusekaotust ja isegi surma. Argoonkeevitustöötlejad kogevad sageli peavalu, kohinat kõrvades, väsimust, seedehäireid ja hingamisprobleeme.
Keevitajal on oht haigestuda aluminoosi, pöördumatu kopsupatoloogiasse, kuna ta puutub kokku osooni, radioaktiivsuse ja lämmastikoksiidide negatiivsete mõjudega.
Argoonkeevituse klassifikatsioon
Argoonkeevitustehnoloogia klassifitseeritakse eraldi funktsionaalsete põhimõtete järgi:
- Käsitsi viis. Põleti, kaarpõleti, täiteainega manipuleerimised teostab keevitaja käsitsi. Tema kogemus ja kvalifikatsioon määrasid protsessi tempo, keevisõmbluste parameetrid.

- Poolautomaatne.Seadmel on funktsioon täitetraadi etteandmiseks. Seade on varustatud traadi etteandemehhanismiga. Keevitaja töötab ainult argoonpõletiga, üks käsi jääb vabaks. See võib töödeldavaid detaile hoida või lahti voltida. Meetod on produktiivsem kui käsitsi, kuid keevitaja kvalifikatsioon on väga oluline.
- Automaatne. Traadi etteandmine, käru liigutamine põletiga toimub automaatselt, ilma töötaja osaluseta. Eelised sujuvad ja kvaliteetsed keevisõmblused. Operaatori ülesanneteks on parameetrite juhtimine ja korrektne seadistamine - vajaliku läbitungimise sügavus, kelgu optimaalne kiirus jne.
Lisaks eristab argoonkeevitust tegelik protsess – kas kasutatakse täitetraati või mitte.
Ilma lisandita saab keevitada õhukese metalli (kuni 2 mm) tiheda klambriga - õmbluse ääres ei tohiks olla lünki. Seejärel sulavad servad elektroodiga ja sellest metallist piisab toorikute ühendamiseks. Selgub tihe, õhuke, sile, nagu peegel, õmblus ilma "kaaludeta".
Täitetraadiga võtab küpsetamine kauem aega. Õmbluse tüüp on ketendav, samas kui soomuste kihtide arv sõltub otseselt keevisvanni lisandite tarnimise rütmist. Kvalitatiivselt sulatatakse kuni 5 mm laiused osade vahed ja vahed, soone alla keevitatakse punnid. Täitemeetodit kasutatakse metallide argooniga keevitamiseks paksusega 3 mm.
Mitte nii kaua aega tagasi ilmus veel üks uuenduslik argoonkaare keevitamise tehnoloogia - robot. Selle eripära on see, et osade keevitamist konveieritel teostavad robotkompleksid. Meetodit iseloomustab kõrge tootlikkus madalate töökuludega.

Puuduseks on ainulaadsete seadmete märkimisväärne hind, tungiv vajadus meelitada kõrgelt kvalifitseeritud spetsialistid hoolduseks, tarkvara toeks, peenhäälestuseks roboti sõlmed. Tehnoloogia on mõeldud suurte tootmismahtude jaoks.
Argoonkeevitus - mida vajate tööriistadest ja seadmetest
Argoonkaarega keevitamiseks mõeldud seadmed ja tööriistad on jagatud 3 rühma.
Esimene sisaldab spetsiaalsed seadmed, mis teevad ühte kindlat toimingut. Selliste seadmete abil läbiviidavat argooni keevitamist kasutatakse suurtes suuremahulistes reasisese tootmise ettevõtetes.
Teiseks - spetsiaalsed seadmed, mis on konfigureeritud toimima teatud kategooria kitsa osade valikuga.
Kolmandaks- universaalsed masinad, mida kasutatakse mitut tüüpi toimingute ja materjalide jaoks. See on kõige populaarsem masstoodetud seadmete rühm. Neid kasutatakse laialdaselt mitte ainult tööstuslikel eesmärkidel, vaid ka käsitööliste, "garaaži" käsitööliste seas on suur nõudlus.
Seadmete komplekt universaalseks argoonkeevituseks:
- kombinesoonid, jalatsid, isikukaitsevahendid;
- üksus mittetarbiva elektroodiga töö tegemiseks;
- volframist mittetarbitavad elektroodid;
- täitetraat;
- kõrgsurvevoolikud;
- gaasiballoon;
- gaasi reduktor;
- abivahend.
Gaasiballoonis on kokkusurutud kujul gaas - argoon. Silindreid kasutatakse erinevate gaaside jaoks. Et mitte segi ajada sama anumat erineva sisuga, on silindrid märgistatud. Nii et toorargoon pumbatakse musta silindrisse, millel on valge kiri, valge triip. Argoon tehniline - ka mustas silindris, aga kiri on sinine, triip sinine. Puhast argooni eristab hall silinder, millel on roheline kiri ja triip. Silindritele on tembeldatud ka muu spetsiaalne tehniline teave.
Iga reduktor on ette nähtud "oma" gaasi jaoks. Reduktori värv peab ühtima gaasiballooni värviga. Odavas versioonis saate kasutada "musta", süsinikdioksiidi käigukasti. Kuid enamasti paigaldatakse argooni alla rotameetriga reduktor.
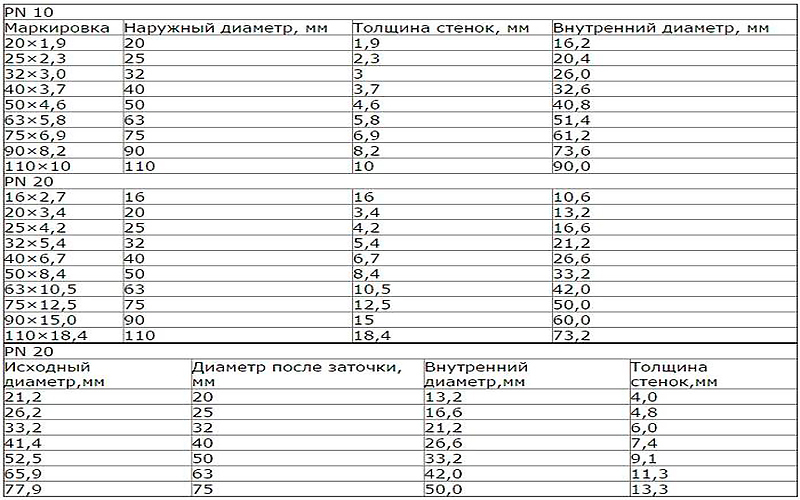
Argooni jaoks kasutatakse kõrgsurve hapnikuvoolikuid nende kvaliteedi ja töökindluse tõttu. Siseläbimõõt varieerub 9-18 mm. Nii et õige valimine ei ole keeruline.
Argoonkeevituse jõuallikas valitakse vastavalt eesmärkidele ja tööülesannetele, mida on vaja töö käigus täita.
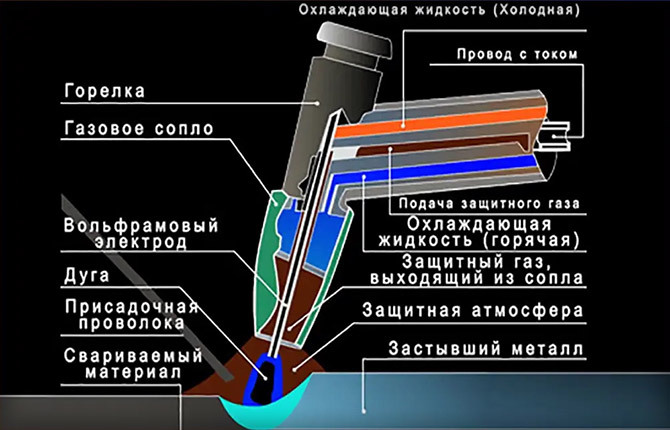
Volframelektroodid on ette nähtud kaare käivitamiseks ja säilitamiseks. Neil on vastav märgistus, mis iseloomustab nende omadusi, eriliste lisandite olemasolu.
Metalli keevitamiseks ettevalmistamiseks on vaja abimaterjale, näiteks veski, metalli jaoks erinevaid harju.
Ohutusvastavus
Argoon, nagu iga teine keevitusmeetod, nõuab ohutuseeskirjade ranget järgimist. Enamik neist on lihtsad, kuid nende rakendamine võimaldab säästa mitte ainult tervist, vaid ka elu.
Tööd tuleb korraldada spetsiaalsetes ruumides või kabiinides. Kui neid tingimusi ei ole võimalik realiseerida, piiratakse argoonkeevitamise koht ekraanidega. Need on vineerist paneelid, mis on värvitud leegiaeglustava koostisega, mis sisaldab ka tsinkoksiidi, mis neelab ultraviolettkiiri. Sellise tara kõrgus ei tohi olla väiksem kui 2 m.
Argooni keevitusseade paigaldatakse tasasele pinnale vastavalt tehnoloogilistele mõõtmetele. Keevitaja töökoht peab olema varustatud väljatõmbe- ja sissepuhkeventilatsiooniga. Väljalaskepaneelid on väga tõhusad. Need asuvad horisontaalselt või nurga all, nii et kaarest saastunud õhk pumbatakse alla või keevitajast eemale. See hoiab ära kahjulike ainete sattumise töötaja hingamisteedesse.
Mida peate enne tööle asumist tegema:
- Kontrollige ja veenduge, et keevitaja eririietus, jalatsid, kaitsevahendid on heas korras, puhtad, ei ole õlist ega muudest põlevainetest küllastunud.
- Kombinesooni selga panemine, kõik nööbid kinni, paelad kinni, kingad paelad.
- Jope ja püksid on lahti kantud, taskud peavad olema klappidega suletavad, juuksed on peakatte alla surutud.
- Kontrollige töökohta, valgustust, kapotti.
- Eemaldage mittevajalikud toorikud, mittevajalikud esemed, tuleohtlikud materjalid.
- Kontrollige seadmeid. See peab olema usaldusväärselt maandatud, kõrgepinge kontaktid on kaitstud ja suletud, juhtmete terviklikkus ei ole katki.
- Veenduge, et seadme mõõte- ja signaalimisseadmed, blokeerimisseadmed töötavad.
- Ärge alustage tööd enne, kui tuvastatud puudused on täielikult kõrvaldatud.

Kuidas kasutada argoonkeevitust samm-sammult juhised
Enne keevitamist tuleb töödeldav detail põhjalikult puhastada mustusest, masinaõlist ja rasvast. Seda saab teha mis tahes lahustiga. Kui keevitatavate detailide paksus on üle 4 mm, on vajalik servade lõikamine ja argoonkeevitus tehakse ainult põkkkeevitus.
Oksiidkilede hävitamiseks töödeldakse ristmikku metallharjadega. Keerulise geomeetriaga ühendus puhastatakse nurklihvijaga.
Niiskuse eemaldamiseks tuleks töödeldavaid detaile kuumutada 150 kraadini. Läbipõlemise vältimiseks asetatakse õhukese metalli alla kuumuse eemaldamiseks vask- või terasplaadid.
Lisand liigub eranditult põleti ees, mööda keevisõmblust.
Lühikeseks ajaks (5-7 sekundit) enne kaare süütamist lülitatakse sisse inertgaasi toide. Pärast keevitamise lõppu on jälle vaja sama kaua oodata, kuni gaas välja lülitatakse.
Argoonkaarega keevitamise toimingute jada:
- Lülitage seadmed sisse.
- Ühendage maandusjuhe keevituslaua või toorikuga.
- Avage gaasiballooni klapp.
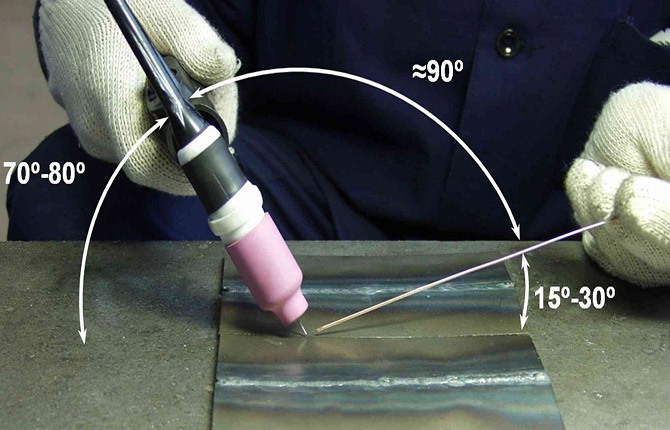
- Too argoonipõleti keevitatavale detailile lähemale nii, et kaugus elektroodist oleks 3-5 mm.
- Pange kaitsemask selga, lülitage toide sisse.
- Hoidke tekkinud keevituskaare ühenduskoha algservas, kuni moodustub sulametallist loik.
- Ringikujuliste sujuvate manipulatsioonidega saavutage külgede servade sulamine.
- Hoidke põleti ja pinna vahel 45-kraadine nurk.
- Liigutage põletit aeglaselt ja ettevaatlikult nõelaga ettepoole, sisestades täitetraati põletisse.
- Kraatri täitmiseks vähendage õmbluse lõpus voolu.
Argoonkeevitus on tulus uuenduslik meetod toote taastamiseks. Keevitus- ja taastamistööde maksumus on palju väiksem kui uue detaili valmistamine. Renoveeritud toode võib kesta väga kaua.
Kas olete kunagi ise argoonkeevitust kasutanud? Rääkige meile iseloomulikest omadustest, mis võimaldavad teil kiiresti oskusi omandada. Jätke oma kommentaar, jagage artiklit sotsiaalvõrgustikes, lisage see järjehoidjatesse.