On mahdotonta ostaa hitsauskonetta ja käyttää sitä joka päivä ilman lisäasetuksia. Tämä laite vaatii luettelon valmistelutöistä ennen käyttöä. Muuten se ei toimi normaalisti. Kuinka asentaa hitsauskone oikein ja mitä vivahteita tulisi ottaa huomioon sen kanssa työskennellessään - sinun on opittava tästä kaikesta etukäteen.

Artikkelin sisältö:
-
Asennussuositukset
- Kaasuseoksen valinta
- Jännitteen asetus
- Langansyöttönopeuden asettaminen
- Oikean napaisuuden asettaminen
- Johdon jatkeen asettaminen
- Yleisimmät viat ja niiden oireet
Asennussuositukset
Asennuksella on useita toimintaominaisuuksia. Jokainen niistä vaikuttaa sen oikeaan toimintaan. Sinun on valittava kaasuseos, säädettävä jännite ja nopeus, jolla lanka syötetään. Suorita napaisuuden säätö ja johdon jatkeen säätö.
Yksikön jokaista asennusvaihetta kannattaa harkita tarkemmin erikseen.
Kaasuseoksen valinta
Hitsauskoneen oikein asentamista koskevan kysymyksen tarkastelu tulee aloittaa perussääntöjen tutkimisesta, joita on noudatettava kaasuseoksen valinnassa.

Jotta hitsattavien osien ja itse hitsauskoneen eheys ei vaarannu, ne on suojattava. Tätä varten käytetään puhdasta kaasua tai seosta, joka koostuu useista kaasuista eri suhteissa - ne pumpataan hitsausalueelle vain työn aikana.
Puoliautomaattisia hitsauskoneita käytettäessä käytetään kahta kaasua:
- hiilihappo;
- argon.
Kaasuja voidaan käyttää sekä puhtaassa muodossa että lisättynä eri yhdistelmiin. Jotta voit työskennellä eri metalliseosten kanssa ja tuloksena oleva sauma on hyvälaatuinen, sinun on valittava oikeat mittasuhteet:
- Puhdas hiilidioksidi (hiilidioksidi).Niitä käytetään erisuuntaisten yksiosaisten asennusten paksujen levyjen ja yksittäisten komponenttien yhdistämiseen. Materiaalit, joilla työ suoritetaan, on valmistettu raudasta - valuraudasta ja teräksestä. Tässä tapauksessa tämän kaasun avulla hitsauskone pystyy muodostamaan oikein syvän tunkeutumisen. Prosessin negatiivinen puoli on monien kipinöiden muodostuminen. Tuloksena oleva sauma on epätasainen ja esteettisesti epämiellyttävä.
- Kaasuseos numero 1. Työseos sisältää 25 % hiilidioksidia ja 75 % argonia. Sitä tulee käyttää oikein tapauksissa, joissa on tarve olla vuorovaikutuksessa ohuiden metallilevyjen kanssa. Säätämällä seos näissä suhteissa voit saavuttaa tasaisen sauman.
- Kaasuseos numero 2. Sisältää 98 % argonia ja vain 2 % hiilidioksidia. Tämä kaasuseoksen säätö on oikea, kun liitetään ruostumattomasta teräksestä tai galvanoidusta teräksestä valmistettuja metallilevyjä. Asetus soveltuu myös kuparipohjaisten metalliseosten käsittelyyn. Lähtöliitäntätulos on korkealaatuinen.
Jos valitset oikean työseoksen, osat liitetään luotettavasti eivätkä avaudu edes lisääntyneessä kuormituksessa niiden intensiivisen käytön vuoksi.
Jännitteen asetus
Aina vaaditaan erilainen tunkeutumissyvyys. Myös levyjen paksuus ja liitettävien osien koko vaihtelevat. Siksi hitsauskoneen jännite on säädettävä oikein.

On vain yksi sääntö - kun juotteen ja lejeeringin sulattamiseen sekä kaaren polttamiseen käytetyn energian määrä kasvaa, myös jännitteen tarve kasvaa. Loppujen lopuksi se on jännite, joka on vastuussa sähkövirran muuntamisesta lämpöenergiaksi.
Jännite säädetään portaittain. Nykyaikaisissa hitsauskoneissa tämä parametri on oikein säätää kahdessa vaiheessa:
- Asetuksen ensimmäinen vaihe – puoliautomaattisen laitteen takapuolella käynnistetään jokin asennuksen toimintatavoista (1. tai 2.).
- Asennuksen toinen vaihe – jännitetason valinta tietylle käyttötavalle. Jokaisessa puoliautomaattisessa hitsauskoneessa on aina erillinen kytkin tämän parametrin käyttöä varten.
Hitsauskoneen jännite valitaan aina kahdesta tilasta - minimi ja maksimi. Jännitteensyötön oikean säätämisen helpottamiseksi valmistajat asettavat yksiköihin muistutuksen, jonka avulla voit säätää tämän parametrin langansyöttönopeuden mukaan. Jokaisella hitsauskoneella on oma toimintatilataulukko.
Syöttöjännite on asetettava oikein. Tärkeintä on, että jos asetat sen liian heikoksi, tunkeutumissyvyys ei ole riittävä. Muodostunut sauma on liian hauras. Päinvastoin, jos asennat asennuksen liiallisella jännitteellä, työmateriaali voi polttaa ja siitä tulee käyttökelvoton.
Langansyöttönopeuden asettaminen
Nopeutta, jolla lanka syötetään hitsauskoneeseen, tulee säätää vasta, kun jännite on asetettu oikein. Syöttönopeus määrää, kuinka nopeasti materiaali sulaa. Samalla toimintaan vaikuttaa myös hitsauskoneen syöttämä jännite.

Kun hitsauslangan sulamisprosessi alkaa, nopeus, jolla se alkaa liikkua, laskee vähitellen. On tärkeää määrittää oikein, koska:
- Jos elektrodin syöttöasetusta ei suoritettu oikein, sen muoto alkaa muuttua joutuessaan kosketuksiin metallirakenteiden kanssa ennen sulamisprosessin alkamista. Hitsauskoneen elektrodi alkaa tarttua työpintaan, mikä aiheuttaa tarpeettoman painumisen. Sauma on katkonainen ja huolimaton.
- Jos filamentin syöttöä säädetään niin, että se syöttää liian hitaasti, on vaarana, että elektrodi palaa loppuun ennen kuin se ehtii sulaa. Samalla hitsauskoneen polttimen kärki tukkeutuu. Tuloksena oleva sauma on aaltoileva.
Hitsauskoneessa langansyöttöä joutuu säätämään useimmiten, koska jokaisen jännitteen vaihdon tai muiden lisäkierteiden käytön jälkeen langansyöttöasetus häviää. Monet yksikkömallit antavat sinun valita oikein elektrodien syöttöasetuksen automaattitilassa (kaikki toiminnot suoritetaan elektronisesti).
Kokeneet hitsaajat käyttävät mieluummin seuraavia hitsauskoneita: invertterihitsaus Resanta laite (mallit 190, 200), Awelco (f5 - myös invertterillä), Vniissok (Mig-180), Fubag, Svarog, Kedr, Aurora.
Internetissä on paljon videoita, jotka selittävät hitsauskoneiden malleja. Siksi, jos haluat, että yksikkö on varustettu erilaisten toimintaparametrien automaattisilla säädöillä ja että se toimii oikein, on suositeltavaa tutustua niihin.
Kaikki asetukset ovat yhteydessä toisiinsa. Suhteiden ominaisuuksien ymmärtämiseksi oikein on viisasta tutkia taulukkoa.

Oikean napaisuuden asettaminen
Hitsauskoneen napaisuuden oikea asettaminen on helpointa. Valmistajat sijoittavat aina yksiköiden koteloihin kylttejä, joiden avulla on helppo ymmärtää, mikä napaisuus (suora tai käänteinen) on paras valita tietyssä tilanteessa. Kaikki riippuu metalleista ja seoksista, joiden kanssa olet vuorovaikutuksessa.
Aseta suora napaisuus liittämällä kaasupoltin oikein “–”-merkillä varustettuun liittimeen. Hitsauskoneen asettamiseksi käänteiseen napaisuuteen kytketään kaasupoltin liittimeen “+”-merkillä. Yksinkertaisuuden vuoksi näitä liittimiä kutsutaan "positiivisiksi" ja "negatiivisiksi".
Napaisuutta säädetään sen mukaan, minkä tyyppistä lankaa asennuksessa kulloinkin käytetään. Vaihtoehtoja on 2:
- Lanka on yksinkertainen. Tässä tapauksessa se on kiinteä. Jotta sitä voidaan käyttää vuorovaikutuksessa eri metallien kanssa, on käytettävä suojakaasua. Langassa ei ole lisäaineita. Työpinnan tulee olla täysin puhdas. Yksinkertaisen langan käyttö on sallittua vain sisätiloissa. Sen avulla voit luottaa tasaisen, ohuen sauman muodostumiseen.
- Langassa on virtausta. Langan keskiosassa on erityinen lisäaine. Se on suunniteltu muodostamaan kaasua, joka suorittaa suojaavan toiminnon. Siksi muita suojakaasuja ei tarvitse käyttää. Työpintaa ei myöskään tarvitse puhdistaa perusteellisesti. Voit olla vuorovaikutuksessa tällaisen juotteen kanssa ulkona - voimakas tuuli ei estä sinua saavuttamasta tasaista saumaa. Totta, seurauksena muodostuu suuri määrä kuonaa, joka on hävitettävä.
Jos käytät tavallista kuparista valmistettua kierrettä, on oikein tarkkailla aina käänteistä napaisuutta ja kytkeä myös positiiviseen napaan. Mutta tässä tapauksessa negatiivinen varaus on kohdistettava hitsattavaan metalliin. Jos johto on varustettu fluxilla, sen napaisuuden on oltava suora. Kytkentä tehdään negatiivisen navan kautta. Hitsattavaan osaan sijoitetaan positiivisella varauksella varustettu liitin.
Johdon jatkeen asettaminen
Hitsauskoneen oikein asentamiseksi sinun tulee myös huolehtia langan jatkeen säädöstä. Ulottuma viittaa kärjen päiden ja langan väliseen etäisyyteen. Yksinkertaisuuden vuoksi sinun tulee ottaa huomioon vain pituus, jonka lanka ulottuu kärjestä.
Jos onnistut määrittämään tämän järjestelmäparametrin oikein, voit käytön aikana poistaa suuren määrän roiskeita, jotka tekevät lopullisesta saumasta epätasaisen ja esteettisesti houkuttelevan. Itse hitsauskoneessa on myös vähemmän tärinää. Metallirakenteiden hitsaus suoritetaan oikein - on mahdollista välttää palaminen ja levyjen liittämisen riittämätön lujuus toisiinsa.
Pientä halkaisijaa käytettäessä ylitys- ja ulostuloparametrit ovat samat. Jos langan paksuus kasvaa, vapautusparametria tulee pienentää 1-10 millimetriä (tilanteesta riippuen).
Lähtökokoja on monia. Mutta pääasiassa käytetään vain 3 vaihtoehtoa. Jokainen niistä riippuu suoraan siitä, mikä tietyn kaasusuuttimen rakenne on ja mitä suojaympäristöä nykyisessä hitsauskoneessa käytetään.
Vain nämä prosessin ominaisuudet huomioon ottaen voit määrittää hitsauskoneen oikein ja asettaa tarvittavan langanjatkeen pituuden. Nyt suoraan vaihtoehtoihin:
- Useimmissa tilanteissa julkaisua tulisi määrittää mahdollisimman vähän. Keskiarvot ovat 6-10 mm. Arvo sopii tilanteeseen, jossa hiilidioksidia (argonseosta) käytetään suojaaineena teräksen kypsennyksen aikana. Kun käytetyn argonin määrä kasvaa, myös poistoaukon pituus kasvaa.
- Jos päätetään käyttää puhdasta argonia suojatarkoituksiin, hitsauskoneen kierteen ylitys on säädettävä oikein niin, että se on yli 10 mm. Joissakin malleissa vapautus säädetään automaattisesti hitsausmateriaalien suurimman tehokkuuden saavuttamiseksi.
- Jos suuttimen kärki sijaitsee suoraan hitsauskoneen rungossa (upotettu siihen), niin jos asetat ylityksen liian lyhyeksi, vaadittua sulamistasoa ei saavuteta. Tästä syystä on niin tärkeää määrittää tämä elementti oikein.
Jotta ymmärrät paremmin, kuinka hitsauskone asennetaan oikein, on parasta pitää tämä pöytä aina käsillä.
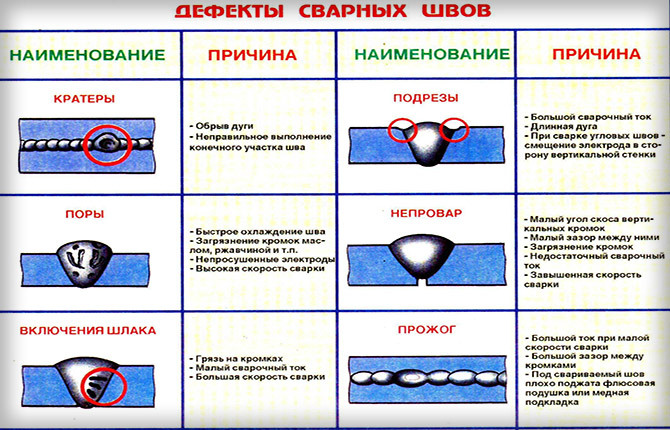
Yleisimmät viat ja niiden oireet
On tärkeää asentaa hitsauskone oikein. Muuten sauman laatu kärsii suuresti. Tai vielä pahempaa, itse hitsauskone epäonnistuu. Alla on joitain suosituksia kokeneilta lukkosepäiltä. Ennen kuin asennat hitsauskoneen itse, kannattaa tutustua niihin.
- Jos syötetty jännite on riittämätön, hitsi ei tunkeudu tarpeeksi syvälle.
- Jos materiaalia ei puhdisteta tarpeeksi hyvin ennen hitsausta, sauma muodostuu nykivästi.
- Älä siirrä poltinta liian kauas. Jos hitsauksen aikana se sijaitsee yli 12 mm: n etäisyydellä materiaalista, sauma muodostuu ajoittain.
- Jos käytetään korkeaa jännitettä, mutta liitettävät materiaalit eivät ole tarpeeksi paksuja, on suuri todennäköisyys, että ne palavat läpi. Kaikki tämä johtaa ylimääräisiin aika- ja resursseihin, joilla pyritään poistamaan ongelma.
- Jos hitsausvyöhykkeellä ei ole suojakaasua, sauma muuttuu huokoiseksi ja saa vihertävän sävyn. Huokoisuuden tiedetään vaikuttavan negatiivisesti rakenteen kokonaislujuuteen. Siksi sen koulutusta ei pitäisi sallia.
- Sinun tulee työskennellä hitsauskoneen kanssa vasta sen kunnon diagnosoinnin jälkeen. Silmämääräinen tarkastus on aina suoritettava. Tarkista, onko jännitteisten osien eheys rikottu.
On mahdotonta työskennellä ilman erityisiä suojahitsausnaamioita, jotka tummentavat välähdyksiä. Kameleonttinaamarit toimivat valonsuodattimena ja suojaavat kirkkailta välähdyksiltä. Et voi työskennellä ilman niitä - voit vahingoittaa silmiäsi vakavasti.
Nyt ei pitäisi syntyä kysymyksiä hitsauskoneen oikein asentamisesta. Sinun on noudatettava tiukasti artikkelissa annettuja ohjeita ja suosituksia. Vain tässä tapauksessa laite toimii oikein.
Kuinka paljon kiinnität huomiota asennuksen tekemiseen ennen töitä? Muista jakaa mielipiteesi kommenteissa. Tallenna artikkeli kirjanmerkkeihisi. Ehkä se auttaa sinua myös laitteesi asennuksessa.


